子午線(xiàn)輪胎重皮問(wèn)題解決案例分析
2023-11-01 11:41:26葉明瑞呂偉偉李安銘彭蔭萌叢海波呂麟華
小型內(nèi)燃機(jī)與車(chē)輛技術(shù) 2023年4期
葉明瑞 呂偉偉 李安銘 彭蔭萌 叢海波 呂麟華
(重慶金康賽力斯新能源汽車(chē)設(shè)計(jì)院有限公司 重慶 401135)
引言
輪胎是車(chē)輛正常行駛的關(guān)鍵因素之一。隨著汽車(chē)工業(yè)的發(fā)展,輪胎的需求量越來(lái)越大。隨著人們對(duì)汽車(chē)的使用越來(lái)越頻繁,對(duì)輪胎的質(zhì)量提出了更高的要求。
子午線(xiàn)輪胎因結(jié)構(gòu)科學(xué)合理、流動(dòng)阻力小(可降低車(chē)輛耗油)、承載能力大、減振性能好等優(yōu)點(diǎn),被廣泛應(yīng)用于乘用車(chē)上[1]。但是,子午線(xiàn)輪胎存在缺膠、裂口和重皮等外觀(guān)質(zhì)量缺陷[2]。其中,輪胎重皮是一種罕見(jiàn)的外觀(guān)缺陷。因?yàn)檩喬サ闹谱鞴ば虮容^繁瑣,重皮的形成原因多種多樣,一般由胎側(cè)形狀設(shè)計(jì)、成型工藝、半成品運(yùn)輸、硫化工藝等各方面綜合形成[3]。
本文闡述了某乘用車(chē)路試過(guò)程中發(fā)現(xiàn)子午線(xiàn)輪胎有重皮現(xiàn)象,通過(guò)制定緊急檢測(cè)措施避免問(wèn)題輪胎流入生產(chǎn)線(xiàn)、對(duì)輪胎重皮產(chǎn)生的內(nèi)在原因進(jìn)行分析、對(duì)輪胎重皮產(chǎn)生的外在原因進(jìn)行排查,從輪胎生產(chǎn)過(guò)程中徹底解決了輪胎重皮問(wèn)題。
1 某乘用車(chē)輪胎重皮問(wèn)題
1.1 問(wèn)題描述
某乘用車(chē)在吐魯番進(jìn)行路試過(guò)程中,發(fā)現(xiàn)同一輛車(chē)上有3 個(gè)子午線(xiàn)輪胎的胎側(cè)有疑似裂口,如圖1a 所示。隨著路試行駛里程的增加,裂口變得更加嚴(yán)重。對(duì)更換下來(lái)的輪胎進(jìn)行切割,發(fā)現(xiàn)裂口明顯,如圖1b 所示。
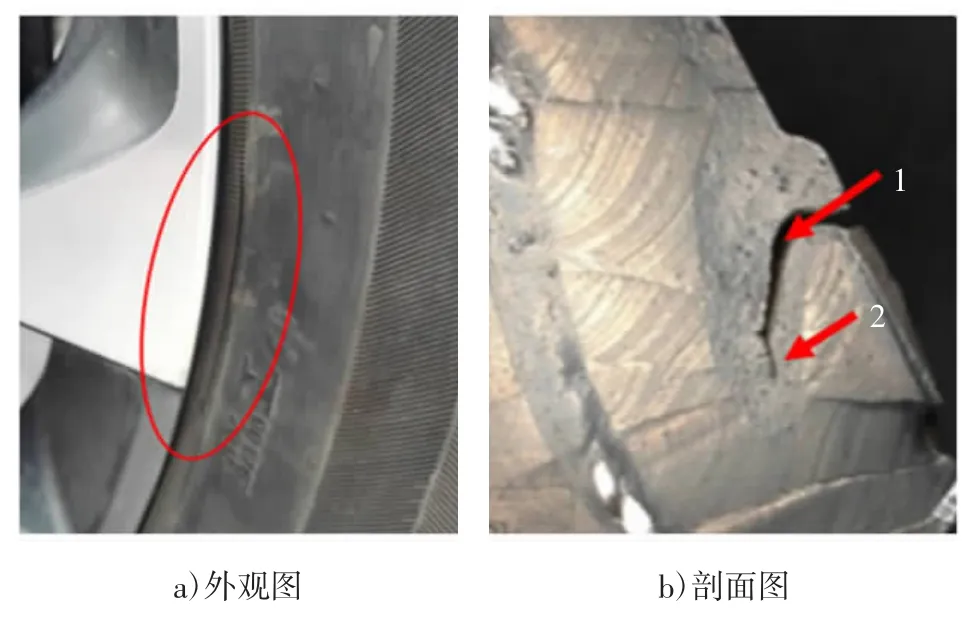
圖1 問(wèn)題輪胎裂口圖
針對(duì)問(wèn)題輪胎進(jìn)行全面分析,從圖1b 可以看出,問(wèn)題分為2 部分,一是橡膠表面沒(méi)粘住(圖1b 中的位置1),二是橡膠異常流動(dòng)(圖1b 中的位置2)。經(jīng)過(guò)分析確認(rèn),該輪胎為胎側(cè)重皮裂口外觀(guān)病象(簡(jiǎn)稱(chēng)重皮)。
1.2 緊急解決措施
輪胎重皮在正常檢測(cè)時(shí)無(wú)法檢出,必須使用專(zhuān)業(yè)工具進(jìn)行排查才能檢出。為此,要求生產(chǎn)線(xiàn)上的輪胎每2 h 排查一次,排查方法如圖2 所示。

圖2 生產(chǎn)線(xiàn)上輪胎重皮排查方法示意圖
為了防止重皮輪胎裝配到整車(chē)上,采用圖2 所示的方法排查庫(kù)存輪胎,直到未發(fā)現(xiàn)重皮為止。
2 重皮產(chǎn)生的內(nèi)在原因分析
為了找出輪胎重皮產(chǎn)生的內(nèi)在原因,對(duì)圖1b 中的截面圖進(jìn)行放大(圖3),將其與普通輪胎撕裂情況下的裂口圖(圖4)進(jìn)行對(duì)比。
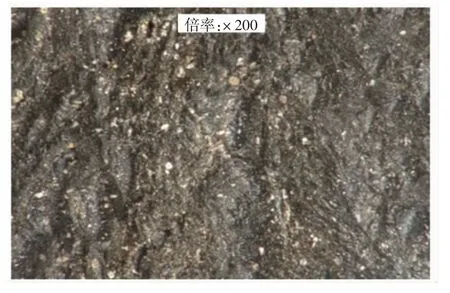
圖3 裂口內(nèi)部表面200 倍放大圖
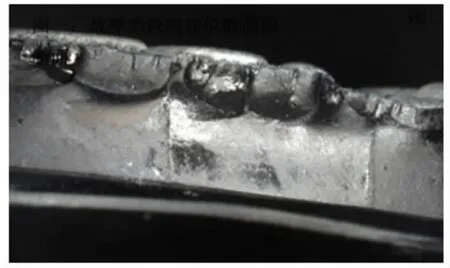
圖4 普通輪胎撕裂情況下產(chǎn)生的裂口圖
從圖4 可以看出,裂口表面粗糙不平,有明顯的橡膠分子斷裂現(xiàn)象。對(duì)比分析圖3 與圖4,可以排除該輪胎為撕裂導(dǎo)致裂口。根據(jù)外護(hù)膠有彎曲打折現(xiàn)象、裂口部位200 倍放大后可見(jiàn)裂縫平滑,可判斷為硫化時(shí)膠料流動(dòng)過(guò)大產(chǎn)生胎側(cè)重皮。
問(wèn)題輪胎和正常輪胎的斷面對(duì)比如圖5 所示。
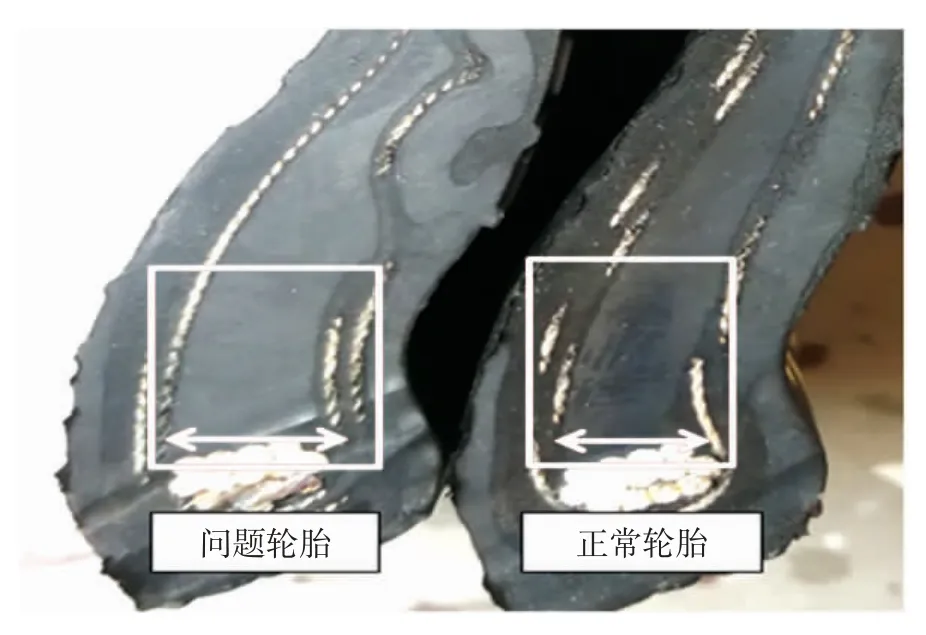
圖5 三角膠厚度對(duì)比
從圖5 可以看出,問(wèn)題輪胎的三角膠厚度存在明顯異常,比正常輪胎厚約1 mm。
3 重皮產(chǎn)生的外在原因排查
根據(jù)圖3,從材料、機(jī)器、人為操作規(guī)范、生產(chǎn)環(huán)境、法規(guī)要求以及成型工藝、硫化工藝等各個(gè)方面篩選問(wèn)題輪胎重皮產(chǎn)生的可能外在原因[4-5],最終鎖定7 個(gè)可能的外在原因,然后逐個(gè)進(jìn)行排查。具體如下:
1)成型膠囊氣壓低于標(biāo)準(zhǔn)值,導(dǎo)致反包不實(shí),可能造成重皮現(xiàn)象。現(xiàn)場(chǎng)排查操作如圖6 所示,將標(biāo)準(zhǔn)氣壓0.35 MPa 調(diào)整為0.17 MPa。
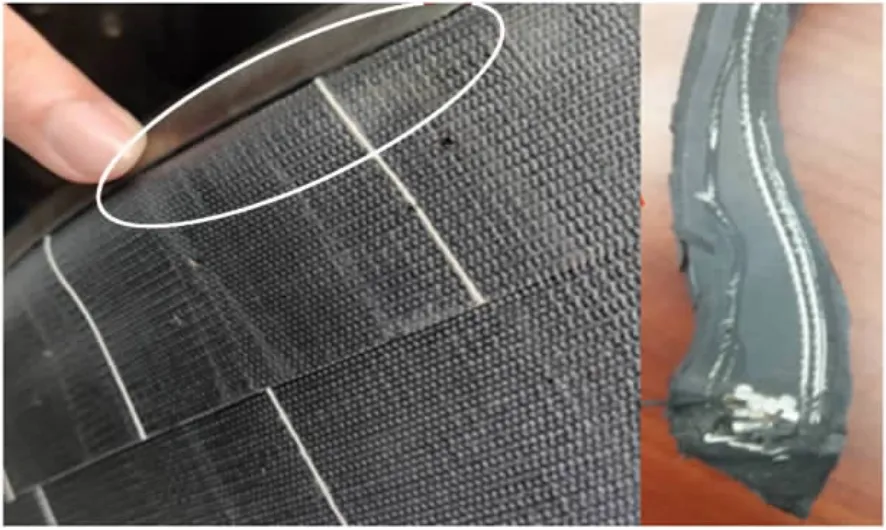
圖6 成型膠囊氣壓排查
排查結(jié)論:反包不實(shí)造成三角打褶,硫化后割斷面發(fā)現(xiàn)三角形狀已變形,胎側(cè)膠與外護(hù)膠分型面處打褶,與問(wèn)題輪胎的重皮現(xiàn)象一致。因此,反包不實(shí)是造成重皮的原因之一。
2)胎側(cè)分型面處存在異物,可能造成重皮現(xiàn)象。現(xiàn)場(chǎng)排查操作如圖7 所示,在正常胎側(cè)表面噴上一層噴涂液。

圖7 胎側(cè)分型面處存在異物排查
排查結(jié)論:胎側(cè)膠與外護(hù)膠分型面無(wú)打褶,三角形狀正常,與問(wèn)題輪胎的重皮現(xiàn)象不符,非重皮問(wèn)題產(chǎn)生原因。
3)成型膠囊氣壓低于標(biāo)準(zhǔn)值,導(dǎo)致反包不實(shí),同時(shí)胎側(cè)表面存在異物。現(xiàn)場(chǎng)排查操作如圖8 所示,調(diào)低成型反包膠囊氣壓(從0.35 MPa 調(diào)至0.17 MPa),使反包不實(shí),同時(shí)在正常胎側(cè)表面噴上一層噴涂液。圖8 中,噴噴涂液簡(jiǎn)稱(chēng)噴涂,遮擋而不噴噴涂液簡(jiǎn)稱(chēng)未噴。

圖8 成型膠囊氣壓+胎側(cè)異物排查
排查結(jié)論:反包不實(shí)造成三角打褶。未噴區(qū)域硫化后割斷面發(fā)現(xiàn)三角形狀已變形,胎側(cè)膠與外護(hù)膠分型面處打褶;噴涂區(qū)域硫化后割斷面發(fā)現(xiàn)三角形狀已變形,胎側(cè)膠與外護(hù)膠分型面處打褶,且存在重皮裂口現(xiàn)象。因此,反包不實(shí)為主要原因,噴涂液是次要原因。
4)成型膠囊氣壓低于標(biāo)準(zhǔn)值,導(dǎo)致反包不實(shí),同時(shí)胎側(cè)未按標(biāo)準(zhǔn)貼合。現(xiàn)場(chǎng)排查操作如圖9 所示,調(diào)低成型反包膠囊氣壓(從0.35 MPa 調(diào)至0.17 MPa),使反包不實(shí),同時(shí)胎側(cè)向外移8 mm,且在正常胎側(cè)表面噴上一層噴涂液。

圖9 成型膠囊氣壓+胎側(cè)未按標(biāo)準(zhǔn)貼合排查
排查結(jié)論:反包不實(shí)造成三角打褶。未噴區(qū)域硫化后割斷面發(fā)現(xiàn)三角形狀已變形,胎側(cè)膠與外護(hù)膠分型面處打褶,且存在重皮裂口現(xiàn)象;噴涂區(qū)域硫化后割斷面發(fā)現(xiàn)三角形狀已變形,胎側(cè)膠與外護(hù)膠分型面處打褶,且存在重皮裂口現(xiàn)象。因此,反包不實(shí)為主要原因,胎側(cè)未按標(biāo)準(zhǔn)貼合為次要原因。
5)胎側(cè)未按標(biāo)準(zhǔn)貼合。現(xiàn)場(chǎng)排查操作如圖10 所示,反包正常,胎側(cè)外移8 mm,且在正常胎側(cè)表面噴上一層噴涂液。
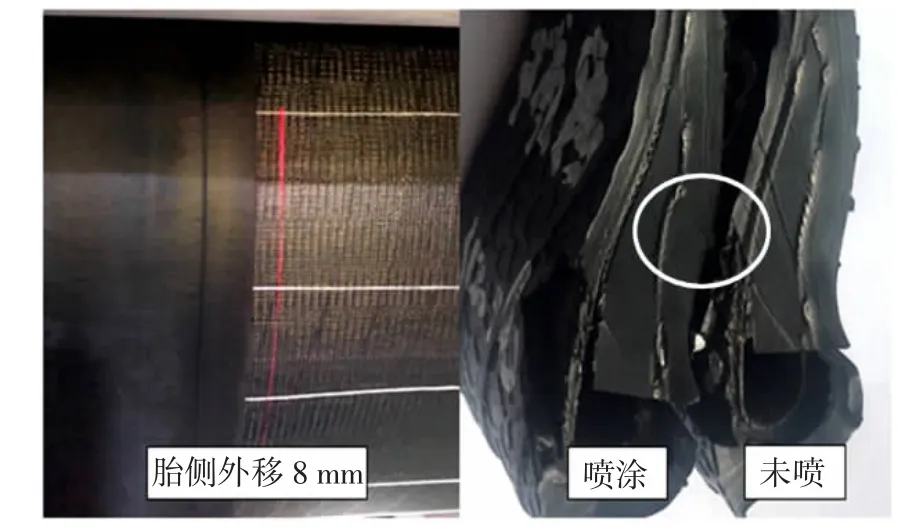
圖10 胎側(cè)未按標(biāo)準(zhǔn)貼合排查
排查結(jié)論:反包正常,胎側(cè)外移8 mm。未噴區(qū)域硫化后割斷面發(fā)現(xiàn)胎側(cè)膠與外護(hù)膠分型面處打褶,且存在重皮裂口現(xiàn)象;噴涂區(qū)域硫化后割斷面發(fā)現(xiàn)胎側(cè)膠與外護(hù)膠分型面處打褶,且存在重皮裂口現(xiàn)象。胎側(cè)未按標(biāo)準(zhǔn)貼合為次要原因。
6)胎側(cè)打折。現(xiàn)場(chǎng)排查操作如圖11 所示,胎側(cè)貼完之后,人為使胎側(cè)打折。
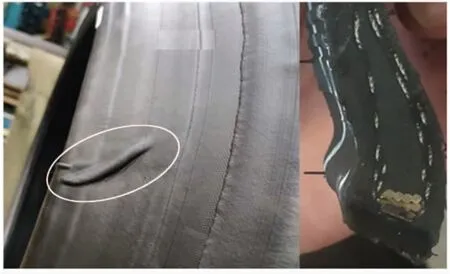
圖11 胎側(cè)打折排查
排查結(jié)論:胎側(cè)膠與外護(hù)膠分型面有輕微打褶,但三角形狀完好,與問(wèn)題輪胎的重皮現(xiàn)象不符,非問(wèn)題產(chǎn)生原因。
7)三角膠在成型前端點(diǎn)已發(fā)生卷邊現(xiàn)象。現(xiàn)場(chǎng)排查操作如圖12 所示,輪胎成型前,人為將三角膠邊端打折,并將此位置固定標(biāo)識(shí)。

圖12 三角膠在成型前端點(diǎn)已發(fā)生卷邊現(xiàn)象排查
排查結(jié)論:胎側(cè)膠與外護(hù)膠分型面無(wú)打褶,三角端點(diǎn)偏厚凸出,使外護(hù)膠外凸,與問(wèn)題輪胎的重皮現(xiàn)象不符,非問(wèn)題產(chǎn)生原因。
4 重皮產(chǎn)生的根本原因
對(duì)上述7 個(gè)可能的外在原因進(jìn)行排查后,得出的結(jié)論匯總見(jiàn)表1。
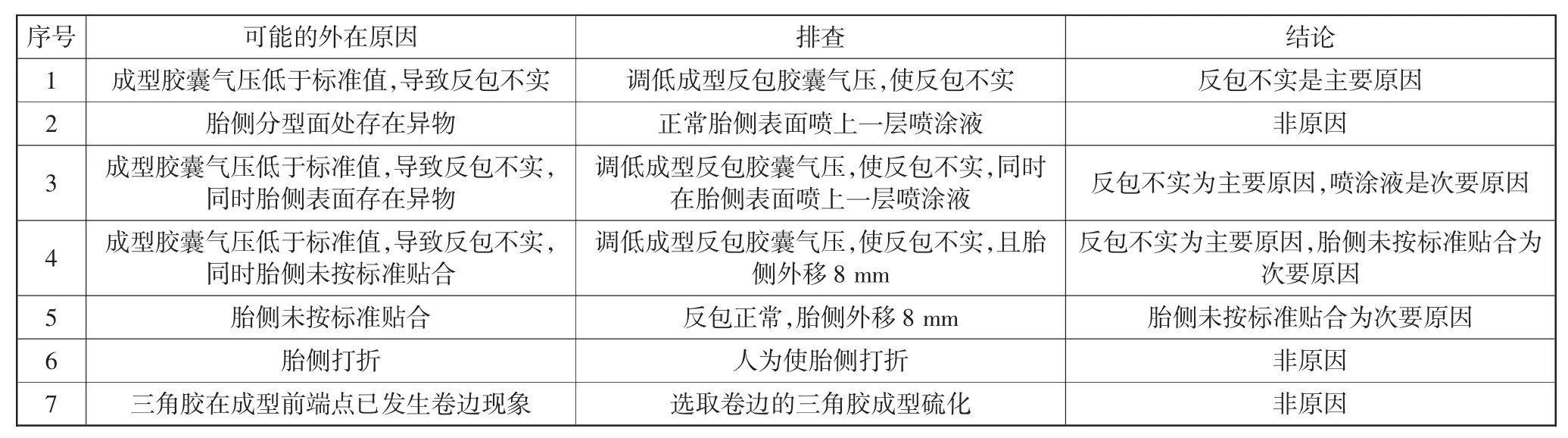
表1 輪胎重皮產(chǎn)生的可能外在原因、排查及結(jié)論
從表1 中的結(jié)論可知,輪胎重皮產(chǎn)生的根本原因?yàn)槌尚湍z囊氣壓低于標(biāo)準(zhǔn)值(主要原因)、胎側(cè)表面有噴涂液以及胎側(cè)未按標(biāo)準(zhǔn)貼合(次要原因)。輪胎重皮產(chǎn)生的根本原因的誘導(dǎo)因素見(jiàn)表2。

表2 輪胎重皮產(chǎn)生的根本原因的誘導(dǎo)因素
結(jié)合表1 與表2,總結(jié)出輪胎重皮的永久糾正措施見(jiàn)表3。
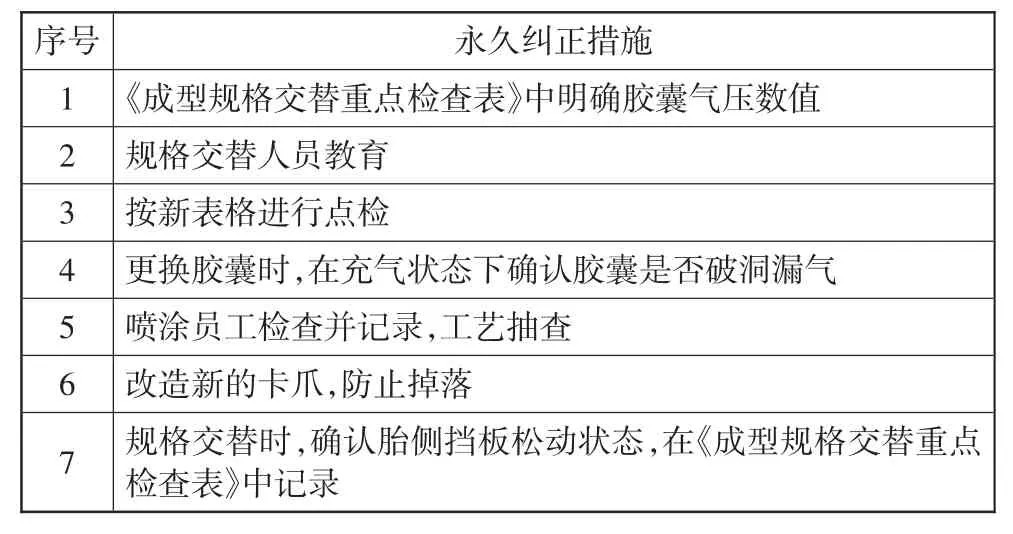
表3 輪胎重皮的永久糾正措施
5 結(jié)論
本文對(duì)某乘用車(chē)子午線(xiàn)輪胎重皮產(chǎn)生的內(nèi)在原因進(jìn)行了分析,并對(duì)輪胎重皮產(chǎn)生的外在原因進(jìn)行了排查,發(fā)現(xiàn)成型膠囊氣壓低于標(biāo)準(zhǔn)值、胎側(cè)表面有噴涂液、胎側(cè)未按標(biāo)準(zhǔn)貼合為輪胎重皮產(chǎn)生的根本原因。通過(guò)督促輪胎供應(yīng)商在生產(chǎn)過(guò)程中對(duì)輪胎質(zhì)量進(jìn)行嚴(yán)格把控,目前輪胎合格率為100%。總結(jié)輪胎重皮問(wèn)題解決經(jīng)驗(yàn),可為后續(xù)輪胎供應(yīng)商從輪胎生產(chǎn)過(guò)程中解決輪胎重皮問(wèn)題提供參考。
 小型內(nèi)燃機(jī)與車(chē)輛技術(shù)2023年4期
小型內(nèi)燃機(jī)與車(chē)輛技術(shù)2023年4期
- 小型內(nèi)燃機(jī)與車(chē)輛技術(shù)的其它文章
- 國(guó)內(nèi)領(lǐng)先,國(guó)際先進(jìn),替代進(jìn)口
——小汽油機(jī)用造紙法無(wú)石棉密封材料研制成功 - 提升汽車(chē)行業(yè)標(biāo)準(zhǔn)應(yīng)用能力對(duì)業(yè)務(wù)的貢獻(xiàn)度分析
- 天然氣發(fā)動(dòng)機(jī)烴類(lèi)污染物比排放偏差分析
- 摩托車(chē)金屬載體催化轉(zhuǎn)化器貴金屬含量實(shí)驗(yàn)室間比對(duì)結(jié)果分析
- 基于穩(wěn)態(tài)工況的重型車(chē)排放遠(yuǎn)程監(jiān)控?cái)?shù)據(jù)偏差研究
- 發(fā)動(dòng)機(jī)關(guān)鍵零部件清潔度檢測(cè)方法研究