計算機輔助技術在液晶顯示器底座的注塑工藝和模具設計中的應用
2023-11-02 02:25:22朱旭東王逸之
大眾標準化 2023年19期
朱旭東,楊 岑,王逸之
(樂金顯示(南京)有限公司,江蘇 南京 210037)
液晶顯示器底座是用來穩固液晶顯示器的設備,其形狀類似于拖盤,能夠確保人們對液晶顯示器的正常操作與應用。液晶顯示器的底座成型工藝相對而言比較復雜,特別是在厚度的控制、面積的控制以及重量的控制方面都要做到嚴謹細致,這樣才能保證底座有效托舉起一個幾公斤甚至十幾公斤的液晶顯示器。所以,在選擇液晶顯示器底座材料的時候,就要選擇具有較強韌性和可塑性的材料,這樣能夠防止底座在重壓之下出現變形、開裂、腐敗等問題。文章從計算機輔助技術的應用角度入手,對液晶顯示器底座的注塑工藝以及模具設計方法進行探討,借助Moldflow CAD Doctor軟件對液晶顯示器底座進行模流分析,對注塑材料以及整個澆筑過程中涉及到的不同澆筑口所澆筑而成的情況展開分析,從而了解得出產品冷卻、填充以及翹曲情況。
1 液晶顯示器底座幾何形狀及原材料分析
1.1 塑件的幾何形狀分析
正常情況下液晶顯示器底座的零件均為中等尺寸,正面具有規則的突起紋路,以一模一腔的形式分布。結合模具使用的現實需求,一般情況下會采用13級精度的材料便可滿足液晶顯示器底座設計的需求。針對塑件的幾何形狀進行分析可以得出:①上表面配合表面部位的粗糙度(Ra)0.8 μm;②上表面非接觸表面,以及上表面非接觸零件底部的粗糙度1.6 μm;③其他部位的粗糙度為3.2 μm。
1.2 塑件原材料的成型特性分析
在選用液晶顯示器底座原材料的時候,一般會應用聚碳酸酯、丙烯腈、丁二烯、苯乙烯共聚物以及塑料粒子。其中,聚碳酸酯和丙烯腈本身具有較強的染色效果,而且方便生產和加工,且具有成本低廉的特征,因此在當前各個工業領域中受到了人們的廣泛青睞。
如,汽車儀表盤的生產、計算機外殼的生產、電視機背板的生產等都會使用到此類材料。另外,丁二烯、苯乙烯共聚物是專門用于特質材料的,所以在液晶顯示器底座注塑工藝中,上述材料被廣泛應用,其特點在于具有較強的可塑性和較高的耐熱性,同時能夠承受較為強大的沖擊力和較高的抗腐蝕性。另外,在注塑過程中,由于其材質較為特殊,還具備較強的注塑流動性,這就為液晶顯示器底座的注塑工藝以及模型設計提供了便利條件。
2 建立三維模型
UG軟件的應用是基于機械設計功能而開發的一種實踐性、工具性的技術。當前,UG軟件主要應用于工業領域,如汽車制造產業、模具開發與設計產業、航空航天產業以及軍工產業等。圖1為一組通過UG軟件而設計的液晶顯示器底座三維效果圖。經過拔模分析后,將這一三維模型導入到Moldflow CAD Doctor軟件中,基于Moldflow CAD Doctor軟件自身強大的有限元分析功能,對該模型進行優化與完善,以及修復和處理,最終使其更加完備。
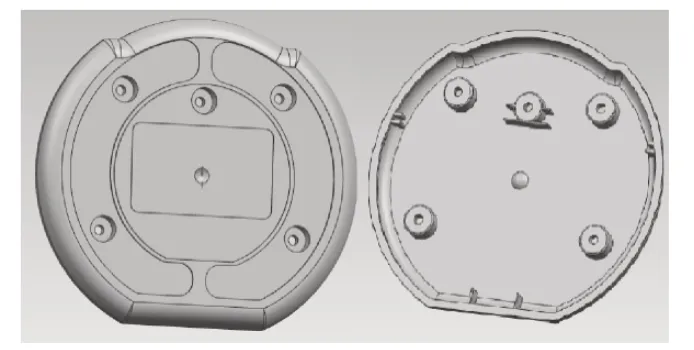
圖1 三維模型
3 注塑工藝和模具設計仿真計算結果分析
3.1 澆口位置分析
基于Moldflow CAD Doctor軟件的有限元計算分析最終得出,澆筑口位置的名義厚度是4.258 mm,在明確了澆筑口的具體位置之后,便可以對小于名義厚度的30%進行有效排除,假設澆筑口的厚度比計算得出的小,那么在對模具進行注塑的時候就會出現凝固、過早冷卻等問題的發生。其中,過早凝固或者過早冷卻的部位就會對液晶顯示器底座的整體造成注塑不均勻,以及注塑有缺陷的情況,甚至會在填充的過程中出現大面積不完整的區域。基于Moldflow CAD Doctor軟件的有限元計算結果能夠得出,最佳的澆筑口在編號7 520單元周圍,具體位置可以參考如圖2。
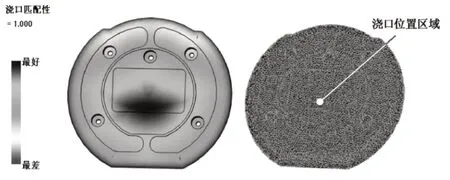
圖2 最佳澆口位置的確定
3.2 快速填充分析
為了有效規避塑料在填充生產過程中發生缺膠短射的問題,在作業的時候就需要對其進行快速填充,并且填充過程中需要全程應用動態模型對其進行分析和觀察。在填充過程中,基于Moldflow CAD Doctor軟件有限元計算分析的基礎,可以獲取如圖3狀態。
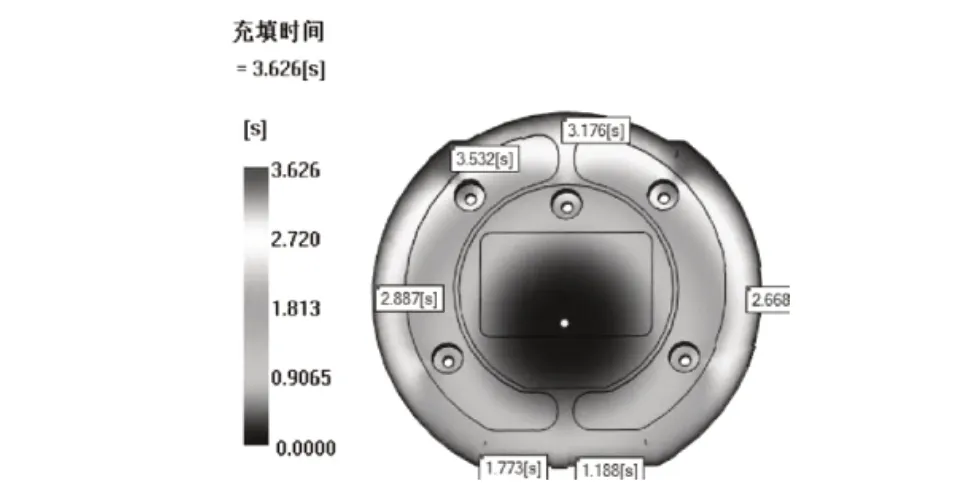
圖3 充填時間有限元計算結果
通過圖3可以得出:在模型的左右兩邊,云圖呈現出高度對稱的狀態,上述文章中分析得出了模型的最佳澆筑口位置位于模型自身左右的軸對稱線上,所以這就說明澆筑口的具體位置設計是合乎情理的。再看云圖上下兩側的顯示特征,液晶顯示器的底座上半部分填充時間相對下半部分填充時間要長,特別是液晶顯示器底座的左頂角和右頂角兩個區域的填充時間最長,由此可見,該模具的最大填充時間出現在了左頂角和右頂角兩個位置。為尋求最為均衡的澆筑時間,需要對兩個澆筑時間過長的區域進行調整,通過多次試驗和干預,最終對正反兩面的澆筑時間做出了有效對比,如圖4所示。
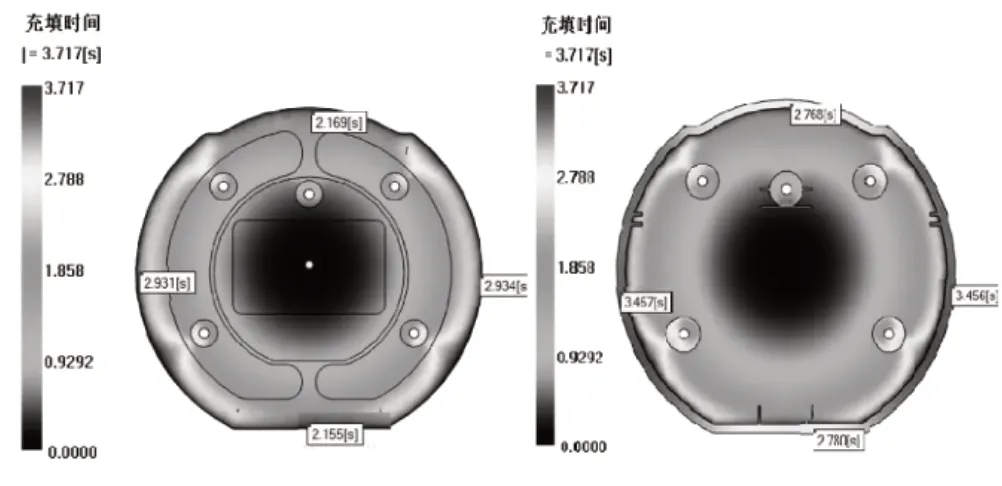
圖4 正、反兩面充填時間調整結果
為進一步獲取最佳調整與優化后的澆筑時間,在此應用表1對其進行展示。

表1 生產優化分析表
基于對表1數據內容的分析與解讀了解到:壓力與讀書的比可以設計為99.5%的填充體積,注射時間可以為3.65 s,注射設備最大的壓力值為9.98 MPa,注塑設備最大的鎖模力為16 751 N,溶體的溫度為298 ℃,模具的表面維度為112 ℃。在設計完成上述的數據之后,可以對零件進行填充分析與判斷,最終可以得出表1中所展示的內容。此外,在填充的過程中,沒有出現任何問題,且經過優化之后的鎖模力和壓力都有了明顯的降低,這就可以進一步確保塑料的有效填充,且能夠確保填充時間的接近性。
3.3 冷卻、填充、保壓、翹曲分析
基于對冷卻、填充、保壓、翹曲的分析,能夠從平衡溫度場的分析角度對其進行數據的闡述與論證。在此,應用表2展現。
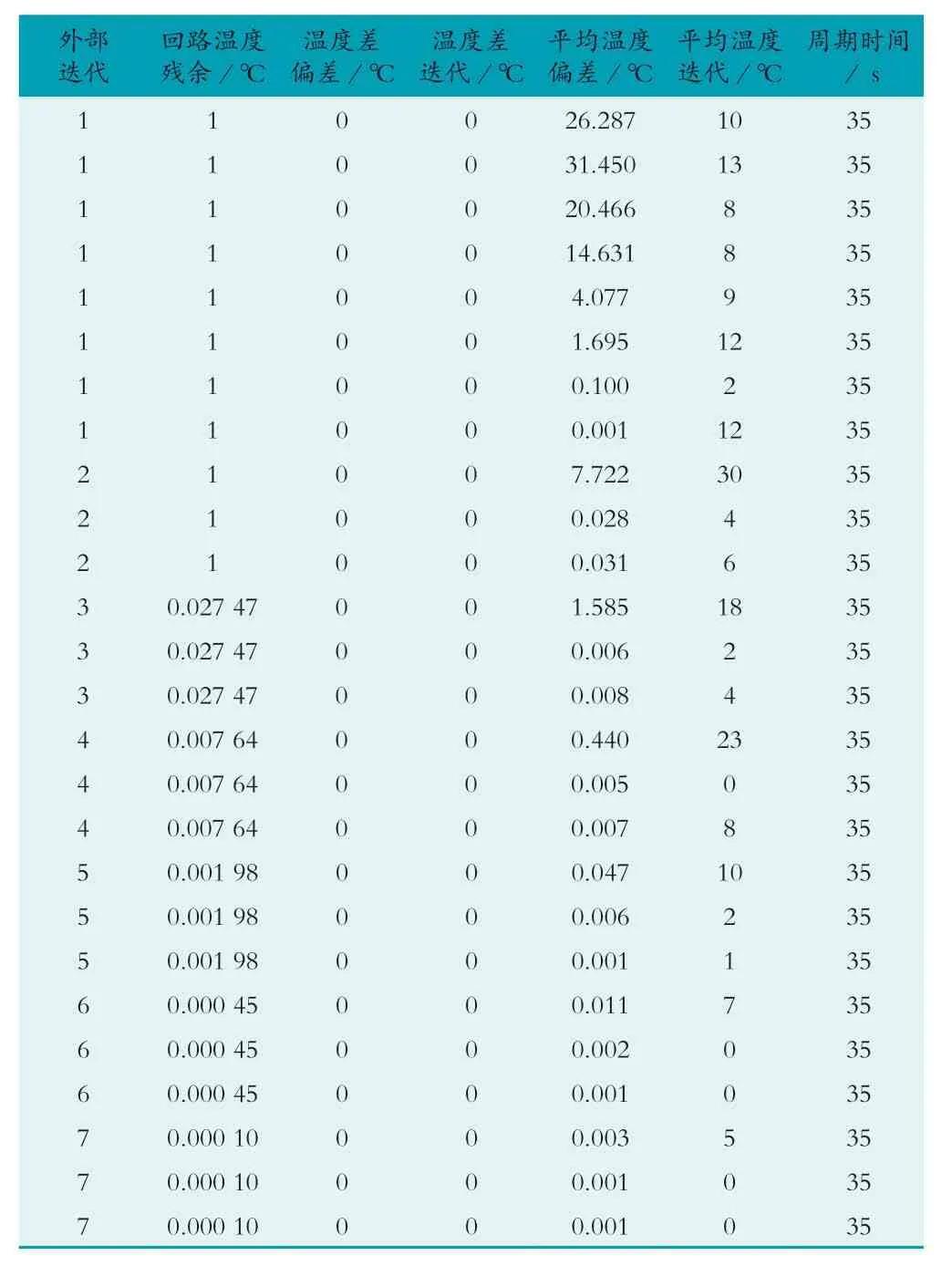
表2 對冷卻、填充、保壓、翹曲的分析表
在該模型中,有一個注射口、一個模具鑲塊以及兩個冷卻入口回路。此外,根據計算得出:模具溫度最小值是60.024 ℃,最大值是321.014 ℃,壓力值是6.39 MPa,填充時間是3.589 s。此外,可以將注射口的壓力劃分為三個層次,第一層次是≤3.7 s,最大壓力值是5.74 MPa。第二層次是>3.7 s,≤13.52 s,最大壓力值是5.147 MPa。第三層次是>13.52 s,壓力值為0。
4 結論
綜上所述,基于計算機輔助技術的應用,有利于促進液晶顯示器底座澆筑工藝和模具設計的質量與整體效果,且有利于降低生產難度、提升聲場效率,且能夠為相關行業的其他產品澆筑技術發展和模具設計提供理論指導。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
