小蜜蜂便攜式數控切割機在鋼板切割中的應用
2023-11-02 08:14:38黃詩燾
石油化工建設 2023年5期
黃詩燾
中國化學工程第六建設有限公司 湖北襄陽 441100
小蜜蜂便攜式數控切割機(以下簡稱小蜜蜂)相對于龍門數控切割機具有體積小、重量輕,可任意移動,不占固定場地的特點。其切割精度為±0.5mm/ m,能夠滿足施工現場卷管、鋼結構、非標制作中鋼板的切割要求。
中國化學工程第六建設有限公司(以下簡稱六化建)使用的小蜜蜂為火焰等離子兩用,配置華遠LGK- 120IGBT 等離子切割機、上海方菱F2100B 數控主機、海斯HP105 數字式弧壓調高器,整機尺寸2m×6m(帶導軌、懸臂)。以下主要介紹六化建在卷管和非標制作中關于小蜜蜂的使用方法及質量控制措施。
1 小蜜蜂的介紹與安裝
(1)小蜜蜂導軌長6m,有效切割長度為5.6m;懸臂長2m,有效切割長度為1.56m。
(2)六化建使用的小蜜蜂只能用于鋼板的切割,切割鋼板的尺寸不能大于1.56m×5.6m。
(3)小蜜蜂切割場地寬度為4.5m,長度為13m。
(4)小蜜蜂軌道放置在由2 根25a 槽鋼制作的6m長支座上,支座旁邊鋪設一張寬2m、長12m 的鋼板,鋼板上方每隔300~400mm 點焊高度100mm、長度比鋼板寬度略短的長條作為支撐件。鋼板與支座點焊固定在一起,制作成支撐平臺。支撐平臺制作成型后如圖1 所示。

圖1 支撐平臺制作
(5)軌道安裝后應對軌道進行調直,采用軌道兩端拉粉線法進行測量,調直軌道。軌道隨機固定方式為軌道兩端固定,中間部位沒有固定,當切割懸臂伸出過長時會導致切割機帶動軌道傾斜晃動,嚴重時會把割咀處頂到鋼板上造成噴嘴損壞。因此,在調直軌道后,采用圖2 的方法在支座上焊接角鐵夾緊軌道進行固定,保證軌道和小蜜蜂的穩定性。

圖2 軌道固定方式
(6)把小蜜蜂數控切割機安裝到軌道上,接好數據線、電源線、等離子切割把線,并將等離子切割機、氣泵放置在軌道中部位置。
2 小蜜蜂的調試
小蜜蜂操作面板上,F1—F8 為功能鍵,在不同界面下有相應的功能提示,按提示操作即可。操作面板上的X為設置切割速度;Y 為設置手動移動速度;F 為設置手動移車方式,可點動、連動和定長;START 為開始啟動切割;Space 為進入切割界面;1~9 為數字輸入鍵;ENTER為確認鍵;ESC 為取消鍵。
首先讓小蜜蜂行走到軌道最前端,并把懸臂行走到最短處;然后在支撐臺上按照割咀的位置做好標記,將制作好的固定塊(固定塊與切割鋼板上表面齊平或略低)按照標記的位置焊接在支撐平臺上,前端焊接3 處(2m寬)、內側焊接5 處(6m 長),以便調整鋼板切割件時固定位置;在外側每隔2~3m 焊接一塊14mm 厚100mm×100mm 的墊塊最為調整支點。雖然小蜜蜂有鋼板角度校直功能,由于有效切割寬度過小,而實際切割的鋼板寬度僅為1.53m,為了方便切割,采用了人工鋼板校直。
3 小蜜蜂使用說明
以下以卷管鋼板切割為例對小蜜蜂的使用進行說明,切割套料編程軟件使用的是小蜜蜂配套的SmartNest軟件(需要USB 鎖)。
3.1 卷管鋼板套料操作
(1)使用CAD 軟件把需要切割的部件保存為一個單獨的文件,保存格式為CAD2007 版。
(2)打開SmartNest 軟件,把保存好的CAD 文件導入軟件中,此時會在軟件左側生成零件圖,單擊零件圖可以設置零件數量。如果CAD 圖形導入不顯示圖案,使用CAD 軟件檢查圖形繪制是否有誤,修改無誤后再導入。SmartNest 軟件操作界面如圖3 所示。
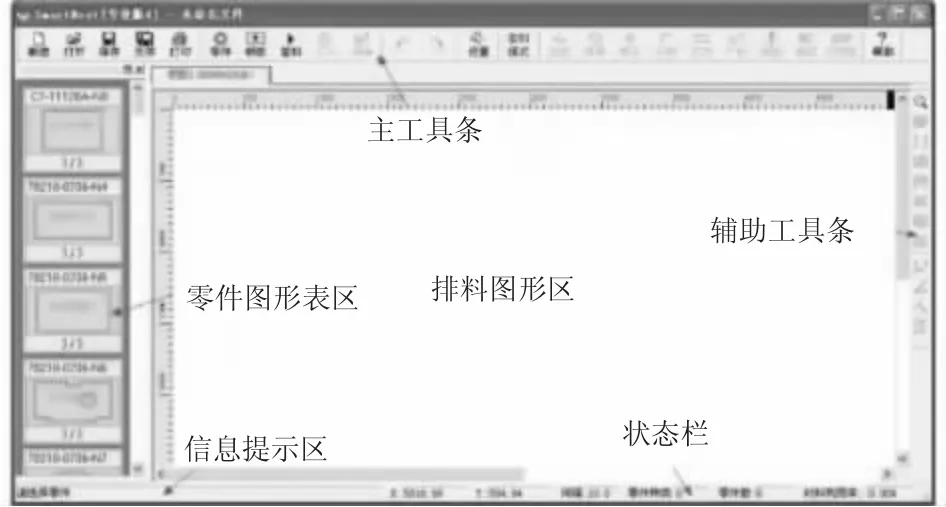
圖3 SmartNest 軟件操作界面
(3)設置鋼板規格。
(4)點擊套料按鈕會自動生成套料圖,對自動生成的套料圖進行手動微調。微調后完成的套料圖如圖4 所示,四個部件三條公共邊。
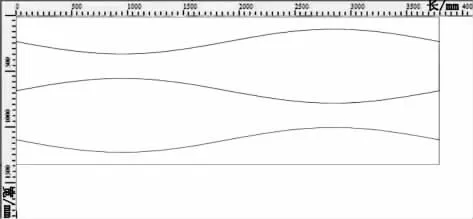
圖4 生成的套料圖
(5)點擊“套料模式”切換為切割模式,再點擊“軌跡”,可對有公共邊的切割縫進行合并,并生成切割軌跡。
(6)點擊模擬按鈕,軟件會自動進行切割模擬,檢查切割是否有誤。
(7)模擬無誤后,點擊“NC 編程”選擇“海寶系統”,再點擊“自動生成NC 代碼”,軟件會自動生成切割文件,將切割文件保存并拷貝到U 盤里。
3.2 切割鋼板吊裝
采用行車把鋼板吊至支撐平臺上,接近前方和內側固定點時鋼板落下;使用撬杠在調整支點處微調切割鋼板的位置,使其前端和內側頂住固定塊;然后使用角尺測量鋼板內側前端、后端與軌道支座的距離,差值≤1mm 即可,檢查無誤后松掉鋼絲繩。
3.3 小蜜蜂切割操作
(1)把U 盤插入到主機USB 接口上,然后按F2 文件管理,按照提示把切割文件拷貝到主機內,并調整好割咀的垂直度。
(2)按F2 文件管理按照提示選中拷貝的切割文件,按ENTER 確認,此時會在主機屏幕上生成切割圖形。
(3)使用方向鍵調整割咀位置對應好切割文件的零點,然后按F8 鍵坐標清零設置好零點;根據切割板的厚度設置小蜜蜂的切割速度,按START 鍵開始切割,切割完畢自動停止。
(4)切割完畢后,根據切割件的大小使用人工或行車轉移切割好的零件,使用氣割工具或砂輪機切割剩余邊框以便倒運。
(5)切割過程中如遇到問題可以按STOP 鍵停止。處理完畢后,按START 鍵從停止處繼續切割。
4 質量控制措施和注意事項
(1)由于小蜜蜂的排版和切割文件是SmartNest 軟件自動生成的,要從源頭開始保證切割質量。使用CAD畫圖要檢查零件尺寸,確保尺寸正確,并要考慮切割時的切割縫損耗。在使用CAD 畫圖時,零件要比原尺寸大2mm,以保證切割后零件尺寸不會偏小。
(2)畫好零件后,單獨保存為2007 版文件;打開套料軟件導入零件進行排版,排版完畢切換成切割模式,選擇軌跡,對共邊的切割線進行合并;然后選擇干涉檢查零件是否全部在鋼板內,再選擇模擬命令模擬檢查切割軌跡否有錯誤;模擬無誤后,生成切割文件。
(3)在零件切割前應把等離子割咀對準零點位置,然后運行預切割程序將整個切割線在鋼板上行走一遍,檢查看是否有問題,以免直接切割時出現問題。
(4)預切割行走無誤后,啟動切割按鈕進行切割。切割時應觀察切割的效果,隨時對切割速度進行調整,以達到較好的切割速度和切割質量。特別要注意,防止速度過快把鋼板割透。
(5)在切割過程中要觀察切割的等離子把線。由于小蜜蜂等離子把線沒有固定,隨著懸臂的伸縮等離子把線會來回移動,所以要防止等離子把線把割咀拉斜,影響切割質量。
5 小蜜蜂的優缺點
5.1 優點
(1)使用CAD 畫出零件,用配套軟件進行套料并生成切割文件,套料軟件根據零件板材大小自動生成排版圖僅需微調即可。不需要鉚工在鋼板上劃線,尤其是帶有曲線的零件,不需要專門做樣板。
(2)相對于人工切割,切割速度穩定,切割質量高。
5.2 缺點
(1)小蜜蜂切割地點相對固定,需要與行車(或吊車)配合使用。
(2)對于小批量的鋼板切割,小蜜蜂不如人工切割靈活。
(3)相對人工切割,操作人員需要一定的培訓,目前操作人員較少。
(4)小蜜蜂等離子把線沒有固定,隨著懸臂的伸縮等離子把線會來回移動,有時離子把線會將割咀拉斜,影響切割質量。
(5)如果在切割過程中,因為各種原因關機,小蜜蜂不能從中斷處再開始切割,因此使用小蜜蜂時一定要在關機前切割完畢。
表1 為切割9 個Φ1620mm×10mm 卷管彎頭(30°部件),使用小蜜蜂切割與人工切割的成本對比。可見,雖然小蜜蜂購買機器時投入較大,但是與常規人工切割相比使用過程中可以節約大量成本。
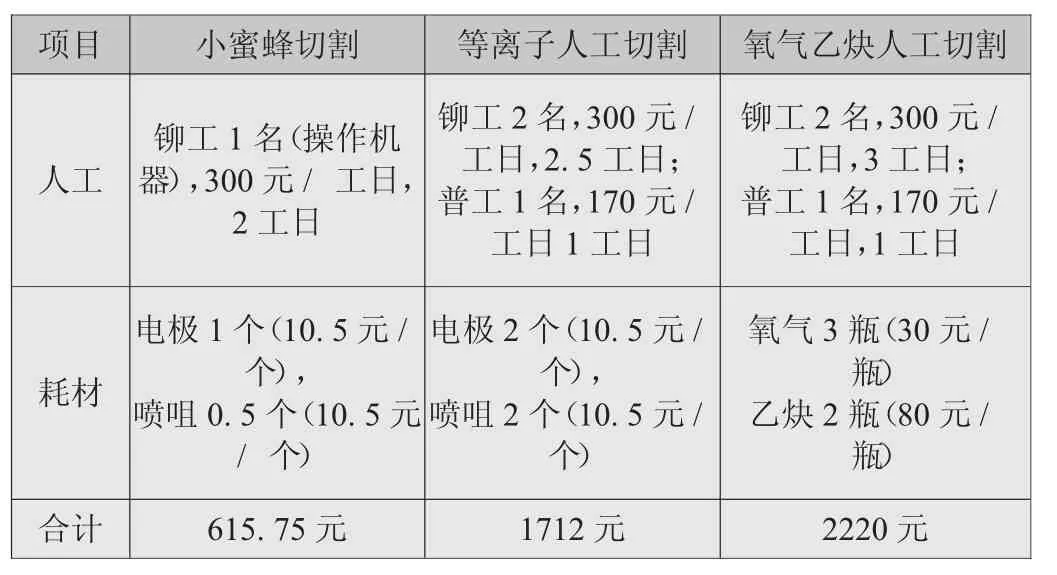
表1 小蜜蜂切割與人工切割的成本對比
6 結語
綜上所述,小蜜蜂配套排版和切割軟件在進行批量鋼板切割時,可有效節約成本,提高工作效率。
(1)六化建使用的小蜜蜂有效切割寬度為1.56m,長度為5.6m,只能切割小于這一尺寸小的部件,對于較大的部件不能切割。建議以后采購有效切割寬度為2m、長度為12m 的型號,這樣可以覆蓋施工常用板材的規格。
(2)熟練的操作人員可以提高機器的效率,建議每個項目隊設專人進行小蜜蜂的操作。