環狀金剛石薄壁鉆齒自動冷壓工藝研究
2023-11-03 04:08:56祝文劍
超硬材料工程 2023年5期
祝文劍
(1.桂林特邦新材料有限公司,廣西 桂林 541004;2.中國有色桂林礦產地質研究院有限公司 廣西超硬材料重點實驗室,國家特種礦物材料工程技術研究中心,廣西特種礦物材料技術創新中心,廣西 桂林 541004)
0 引言
金剛石薄壁鉆頭作為一種用途廣泛的金剛石工具,在建筑裝修,混凝土拆除、植筋加固,混凝土、淺層地表取樣檢驗,設備安裝等方面都有廣泛的應用,市場需求潛力較大[1]。金剛石薄壁鉆頭由圓鋼筒基體和粉末冶金金剛石鉆齒組成,傳統制造工藝一般采用電鍍﹑整體燒結、火焰釬焊﹑高頻焊以及激光焊接等方法將刀頭固定在基體上;火焰釬焊﹑高頻焊和激光焊接薄壁鉆頭,一般都由一顆顆簡單的扇形鉆齒焊接到鉆管基上,其中小于Φ50 mm的鉆頭我們可以做成環狀的鉆齒[2-3]。因為由于粉末燒結合金化的刀頭結合強度大于一般的單齒刀頭焊接焊縫強度,所以整體圓環焊接的薄壁鉆的結合強度自然高于其他普通單齒焊接的刀頭強度[4]。
使用激光焊接時,高功率密度激光產生的高溫使鉆齒中的金剛石極易石墨化。因此,為了保證鉆齒與基體材料的焊接性能,需要在基體與刀頭間加入過渡層(也就是焊接層),通常有1.5~2 mm的高度。在激光焊接快速熔化和凝固的條件下,基體和金剛石刀頭通過過渡層牢固結合。所以,采用自動冷壓環鉆,需要分別填裝工作層粉料和過渡層粉料。
以往不論是用粉末燒結法生產鋸片刀頭還是鉆頭,均是在石墨模具中加進混合好的金屬粉末和金剛石,然后直接加壓燒結,生產出來的刀頭、鉆齒密度不均,尺寸誤差大,石墨材料消耗大,而冷壓工藝能解決這些缺陷[5]。
1 冷壓模具設計
1.1 冷壓模具組成
環鉆冷壓模具由上、下壓頭(圖1)、型腔(圖2)、芯桿(圖3)以及固定壓頭和芯桿的一些配件組成。
圖2 模具型腔
圖3 芯桿
以Φ26.5 mm規格環鉆為例,成品具體尺寸為外直徑Φ26.5 mm,壁厚3 mm,高10 mm (其中工作層高8 mm焊接層高2 mm)。
為了使冷壓成型的環鉆冷壓胚能夠順利裝進燒結模具,自動冷壓模具的尺寸需要與成品尺寸至少有0.2 mm的間隙;模具型腔內徑Φ26.3 mm,芯桿外徑Φ20.7 mm。
2 實驗
2.1 環鉆自動冷壓填料均勻性分析
填料的均勻性影響著環鉆燒結后的質量。料多部分燒結到較高致密度后會燒結不下去,料少部分又達不到足夠致密度,會使環體各部位密度不同,導致環齒無法燒結到理論設計尺寸;如加溫加壓再燒結能夠燒結到符合尺寸,但是會使環齒料多部分致密度偏高而應力集中,影響使用效果。
將不含金剛石的A粉料(A粉料理論密度8.05 g/cm3進行制粒,以提高其流動性,用該粉料進行自動冷壓,燒結后將其盡量均勻分割成四瓣(圖4),采用水重法分別測量每瓣密度,并計算致密度。

圖4 密度檢測樣品
該樣本整體檢測時密度為7.89 g/cm3,致密度98.0%,在金剛石燒結工具中,從表1看,該樣品每瓣的密度和致密度相差不大,說明采用自動填料冷壓,可以保證環鉆材料分布的均勻性。
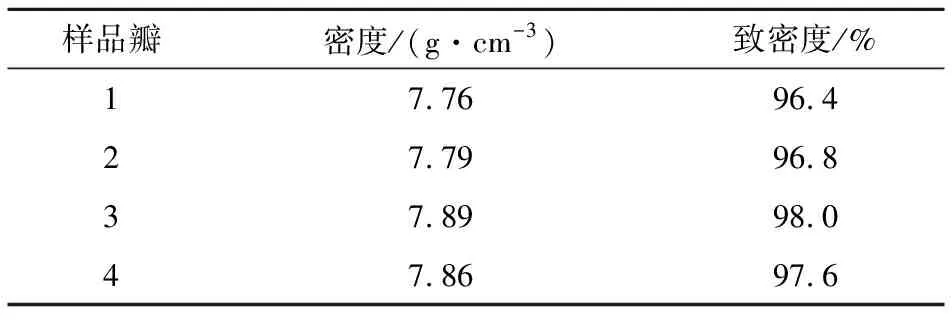
表1 樣品密度和致密度
2.2 環鉆自動冷壓試驗過程
生產的環鉆為激光焊接,所以環鉆需包含工作層和焊接層,冷壓就需要分別裝填工作層和焊接層后再冷壓。
2.2.1 實驗過程中的問題
實驗過程中出現兩個明顯的問題,一是:冷壓完成后冷壓胚推出型腔時出現開裂(圖5)。
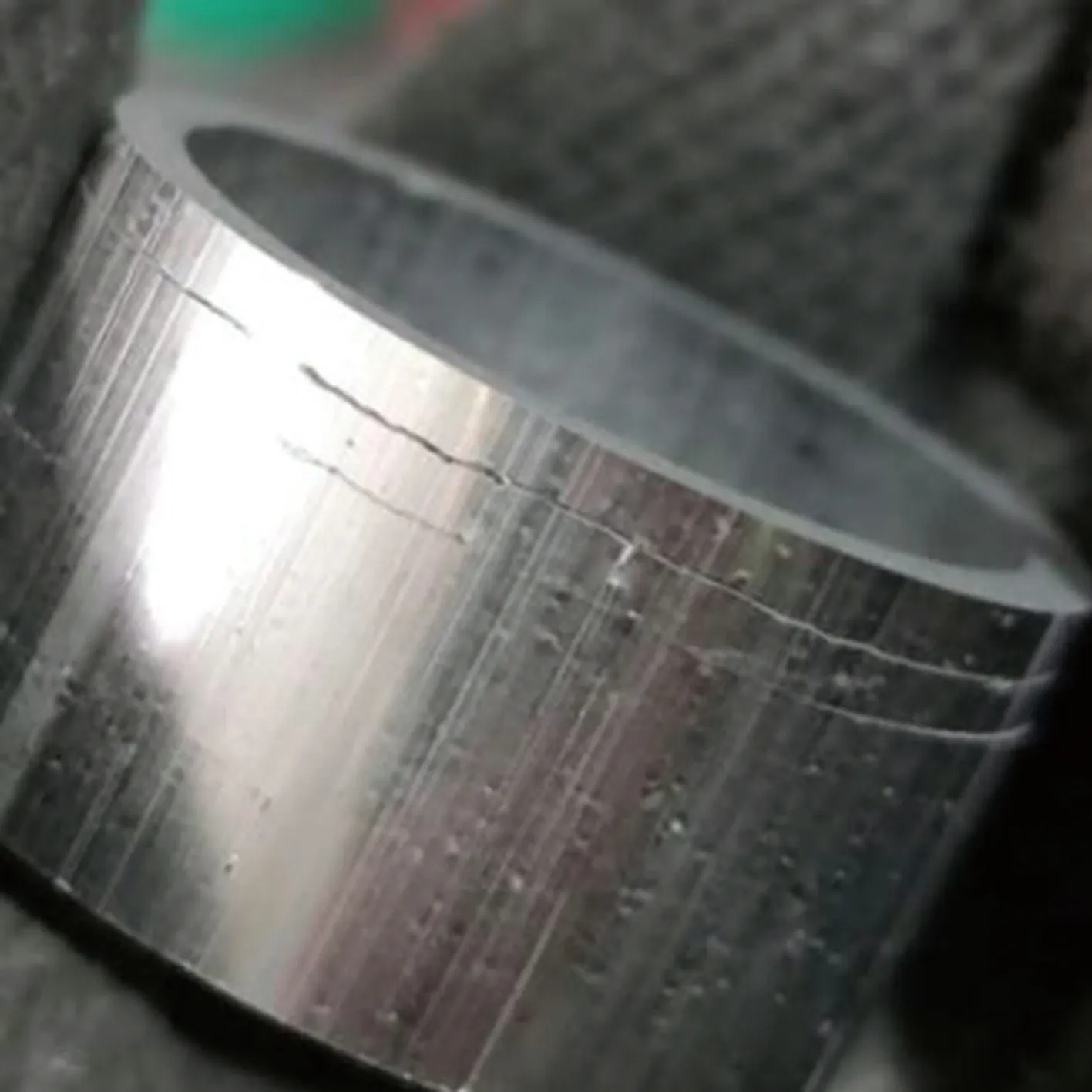
圖5 實驗樣品開裂
2.2.2 實驗問題分析
問題一: 冷壓開裂問題經過多次調整冷壓壓力、速度等相關參數,都未能解決;最后從模具方向進行分析發現,芯桿、型腔都是相對固定的(圖6),只有壓頭可以在軸向進行運動,如果芯桿在軸向上偏移一點使型腔與不同軸,退模時冷壓胚會同時受到型腔內壁和芯桿外壁很大的摩擦,且環胚某邊受到型腔和芯桿擠壓,最終使冷壓環胚從型腔內部出來后開裂。
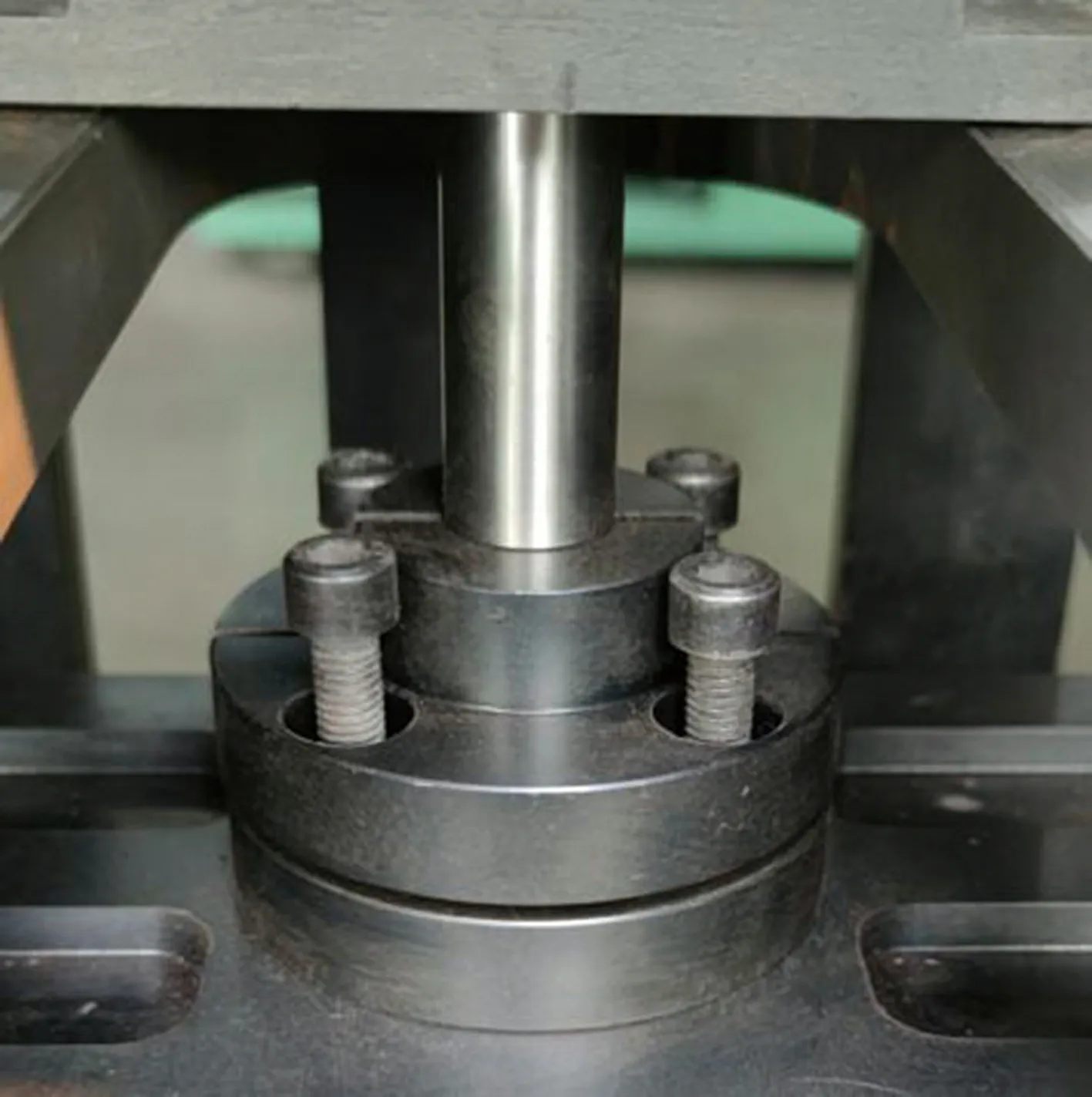
圖6 芯桿固定
既然冷壓胚是受到芯桿和型腔兩者間的摩擦力以及擠壓造成的,如果不固定芯桿,冷壓胚退時包裹著芯桿一起退出,冷壓胚不就只受到型腔內壁的摩擦力,也不會受到擠壓了嗎?是否也就不會開裂了?
2.2.3 實驗問題原因驗證
為了驗證不固定芯桿冷壓,冷壓胚退出時不會開裂,按照上述設想進行驗證實驗。將芯桿固定松開后進行自動冷壓,環鉆退模時芯桿確實與環鉆冷壓胚一同退出(圖7)。

圖7 芯桿與環鉆冷壓胚
此時環鉆冷壓胚(圖8)未見開裂,重復多次依舊不會開裂,證明開裂確實如上述分析的原因造成。
在芯桿跟隨冷壓胚一起退出后又出現新的問題,就是芯桿有時不能自動歸位,送料機構送料時撞到芯桿,導致無法完成自動冷壓。后經過在芯桿增加復位彈簧(圖9)解決該問題。
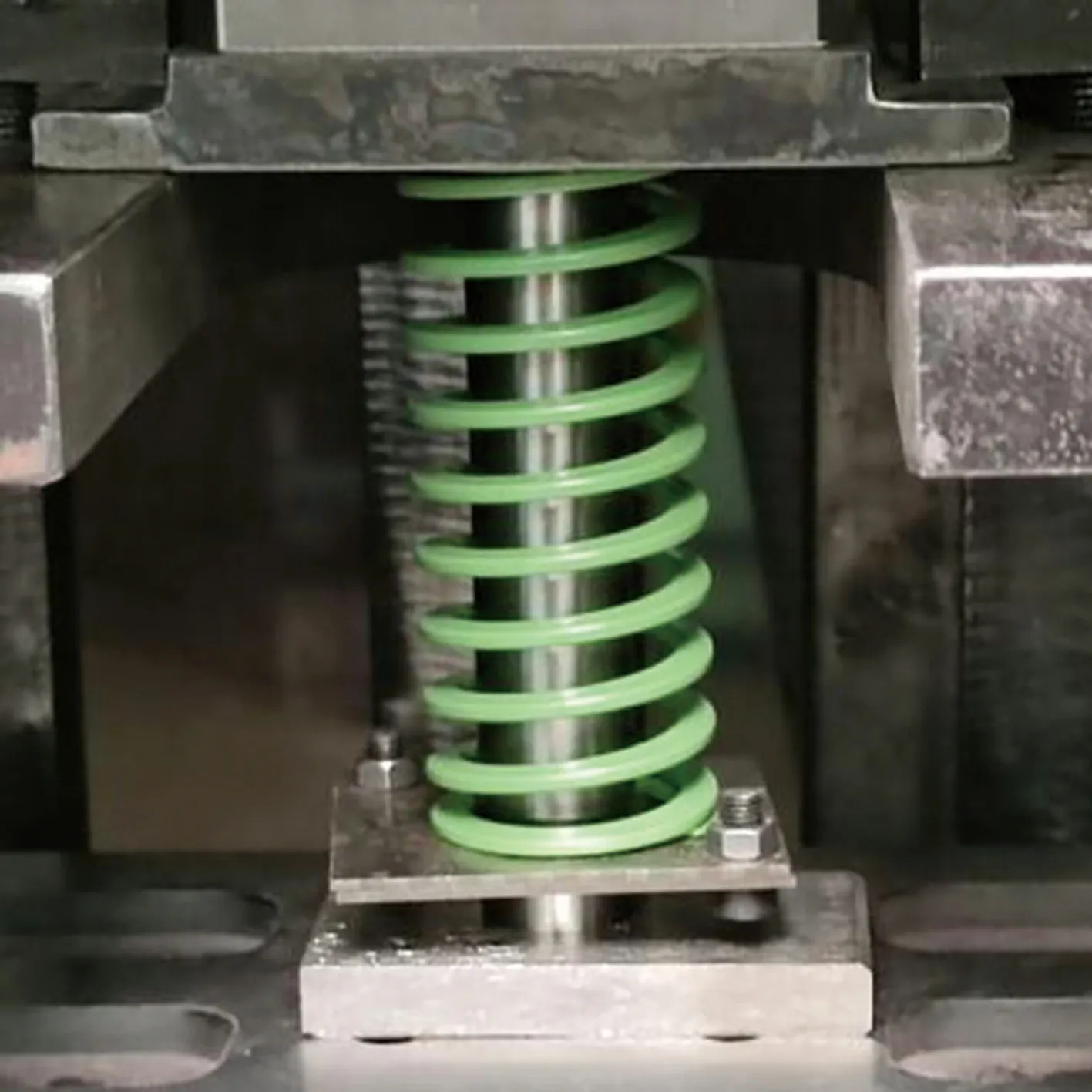
圖9 回位彈簧
2.3 實驗結果分析
經過實驗對比,采用自動冷壓的工藝,相較裝料燒結,效率提升了3.8倍(表2)。同時經過驗證,環齒冷胚開裂確實如猜想一樣是受到芯桿和型腔兩者間的擠壓造成開裂的(圖10)。
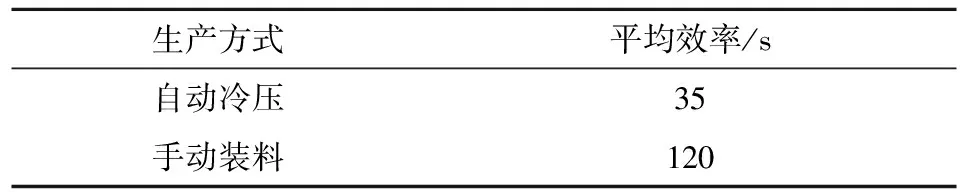
表2 生產效率對比
4 結論
通過實驗研究,首先解決了實驗過程中出現的環齒冷壓胚開裂問題,為環鉆自動冷壓工藝奠定了基礎,在與使用燒結模具直接裝料后再燒結的工藝相比,環齒采用自動冷壓成型的工藝,保證了環齒整體的均勻性,環齒燒結后各部分致密度相差不大,提高了環齒燒結質量。同時采用自動冷壓成型的工藝在效率上提高了3.8倍。