反應(yīng)堆壓力容器不銹鋼堆焊層剝離問題分析及工藝控制
2023-11-04 02:34:44吳義黨鄒國(guó)偉
電焊機(jī) 2023年10期
朱 坤, 吳義黨, 鄒國(guó)偉
中廣核工程有限公司,廣東 深圳 518124
0 引言
反應(yīng)堆壓力容器(Reactor Pressure Vessel ,簡(jiǎn)稱RPV)屬于核電廠的心臟設(shè)備,長(zhǎng)期在高溫、高壓、強(qiáng)腐蝕和強(qiáng)輻射的環(huán)境下運(yùn)行。不銹鋼堆焊是RPV制造的關(guān)鍵工序,其堆焊質(zhì)量直接影響RPV制造質(zhì)量、交貨進(jìn)度和使用壽命。剝離問題是RPV不銹鋼堆焊中的重大問題,其返修處理難度大,時(shí)間長(zhǎng),代價(jià)大,因此在RPV制造過(guò)程中應(yīng)盡量避免。
本文選取華龍一號(hào)RPV 制造過(guò)程中發(fā)生的主螺栓孔不銹鋼堆焊層和頂蓋密封面不銹鋼堆焊層剝離問題案例,對(duì)可能引發(fā)剝離的影響因素進(jìn)行分析,提出預(yù)防RPV不銹鋼堆焊層剝離的7 大工藝控制關(guān)鍵點(diǎn),針對(duì)每一個(gè)工藝控制關(guān)鍵點(diǎn)進(jìn)行具體分析,為后續(xù)華龍一號(hào)RPV的制造提供了工程經(jīng)驗(yàn)。
1 不銹鋼堆焊層剝離問題
根據(jù)多個(gè)項(xiàng)目工程實(shí)踐經(jīng)驗(yàn),RPV不銹鋼堆焊層剝離問題多發(fā)生于RPV 鍵槽、出口接管凸臺(tái)、主螺栓孔等待堆焊部位曲面圓弧R 較小的位置,以及頂蓋密封面大厚度不銹鋼堆焊工序。本文選取華龍一號(hào)RPV 制造過(guò)程中曾經(jīng)發(fā)生過(guò)的比較典型的主螺栓孔不銹鋼堆焊和頂蓋密封面不銹鋼堆焊層剝離案例進(jìn)行分析研究。
1.1 主螺栓孔不銹鋼堆焊層剝離案例
某核電廠完成58 個(gè)RPV 主螺栓孔不銹鋼堆焊后,經(jīng)UT 檢測(cè)在23 個(gè)主螺栓孔不銹鋼堆焊層上發(fā)現(xiàn)多處超標(biāo)缺陷,存在剝離情況。典型缺陷位于R5轉(zhuǎn)角底部平面的堆焊層與母材的交界線上。RPV主螺栓孔結(jié)構(gòu)及其堆焊層典型缺陷位置示意分別如圖1、圖2所示。

圖1 主螺栓孔結(jié)構(gòu)Fig.1 Main bolt hole structure diagram
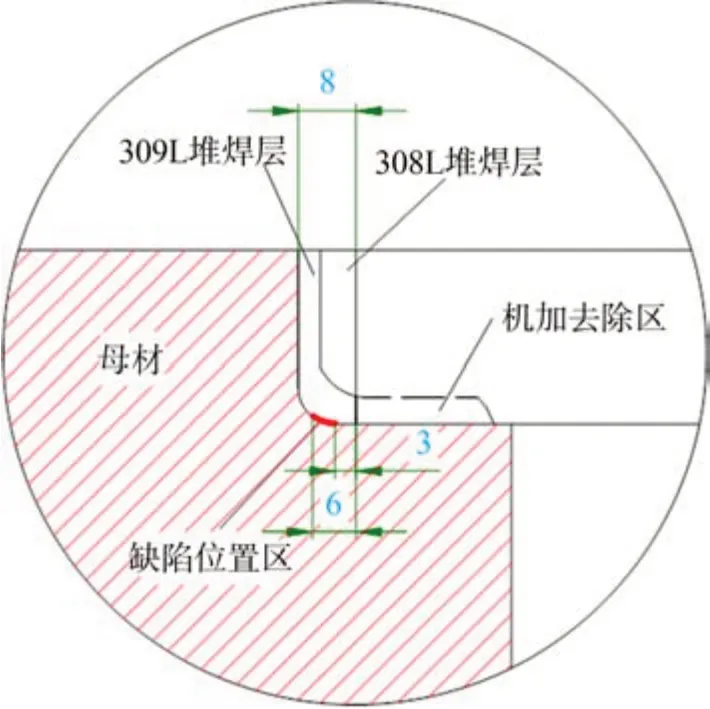
圖2 堆焊層典型缺陷位置示意Fig.2 Schematic diagram of typical defect location in the overlay welding layer
通過(guò)人、機(jī)、料、法、環(huán)調(diào)查,結(jié)合對(duì)缺陷電鏡、能譜和金相分析,確定缺陷產(chǎn)生的主要原因?yàn)椋汉附舆^(guò)程中局部區(qū)域電弧不穩(wěn),焊縫區(qū)域保護(hù)不良,導(dǎo)致異種鋼熔合線(面)產(chǎn)生大量氧化物,并存在沿晶開裂的微觀熱裂紋。這些氧化物和微觀熱裂紋使低合金鋼/奧氏體不銹鋼熔合線(面)上的結(jié)合力薄弱,在應(yīng)力作用下產(chǎn)生異種鋼熔合線(面)的剝離。且工位限制導(dǎo)致焊條操作難度大,部分位置容易造成不利的操作條件,導(dǎo)致底部轉(zhuǎn)角形成未熔合。
經(jīng)分析評(píng)估,采用熱絲TIG焊接方法,并對(duì)焊接起始位置、預(yù)熱方式、焊接參數(shù)、焊道布置、工位布置等方面進(jìn)行工藝優(yōu)化,對(duì)全部58個(gè)主螺栓孔堆焊層進(jìn)行重新堆焊。
1.2 頂蓋法蘭密封面不銹鋼堆焊層剝離案例
某核電廠對(duì)RPV 頂蓋法蘭密封面不銹鋼堆焊層進(jìn)行UT檢測(cè),發(fā)現(xiàn)內(nèi)側(cè)有一處超標(biāo)缺陷,缺陷已達(dá)熔合線,疑似剝離。缺陷位置示意見圖3。

圖3 堆焊層缺陷位置示意Fig.3 Diagram of defect location in the overlay welding layer
通過(guò)人、機(jī)、料、法、環(huán)調(diào)查及缺陷性質(zhì)分析,可能原因?yàn)椋好芊饷娲押副砻媲謇聿粡氐祝嬖诨覊m、油脂等影響焊接的雜質(zhì),導(dǎo)致第一層堆焊層與母材結(jié)合不良產(chǎn)出未熔合缺陷;焊接過(guò)程中上一道焊縫邊緣局部成形不良,下一道焊接前未清理徹底,則下一道焊縫焊接時(shí)待焊表面不平整,焊接時(shí)電弧長(zhǎng)度不斷變化,降低電弧的穩(wěn)定性,焊縫不能與母材完全結(jié)合,出現(xiàn)局部未熔合;存在極個(gè)別小焊渣在熔池中沒有上浮形成微小雜質(zhì)。
經(jīng)各方分析評(píng)估,在完成模擬補(bǔ)焊試驗(yàn)合格后,廠家對(duì)頂蓋密封面不銹鋼層剝離缺陷進(jìn)行返修補(bǔ)堆焊。
2 不銹鋼堆焊層剝離問題的主要影響因素分析
2.1 母材特性
華龍一號(hào)RPV包括頂蓋組件、容器組件和緊固密封組件三個(gè)部分,頂蓋組件與容器組件之間采用兩個(gè)金屬C型環(huán)進(jìn)行密封。RPV主體材料(頂蓋法蘭、上封頭、容器法蘭-接管段、堆芯筒體、過(guò)渡段、下封頭、出口接管)為低合金鋼16MND5,內(nèi)表面堆焊奧氏體不銹鋼(309L+308L)。16MND5母材和奧氏體不銹鋼焊絲(309L+308L)的化學(xué)成分要求如表1、表2所示[1-5]。

表1 16MnD5化學(xué)成分要求(質(zhì)量分?jǐn)?shù),%)Table 1 Chemical composition requirements of 16MnD5 (wt.%)

表2 不銹鋼焊絲的化學(xué)成分要求(質(zhì)量分?jǐn)?shù),%)Table 2 Chemical composition requirements of stainless steel welding wire (wt.%)
為獲得高強(qiáng)度和好的韌性,16MND5 在低碳基礎(chǔ)上加入了Mn、Mo、V 等高淬透性的合金元素,焊接時(shí)易淬硬[6]。母材16MND5與堆焊的奧氏體不銹鋼,兩者的導(dǎo)熱率、膨脹系數(shù)相差很大,導(dǎo)致堆焊應(yīng)力大。因此,堆焊過(guò)程及后續(xù)熱處理中需要注意控制焊接應(yīng)力,避免氫的滲透和特殊結(jié)構(gòu)部位的應(yīng)力集中現(xiàn)象。
2.2 結(jié)構(gòu)尺寸特性
從RPV主螺栓孔堆焊圖示結(jié)構(gòu)看,待堆焊部位有一個(gè)R5的底部轉(zhuǎn)角,該處操作位置和觀察空間相對(duì)較差,堆焊環(huán)境不好,堆焊拘束度大,容易應(yīng)力集中,如有微小焊接缺欠,易形成剝離源,需要特別關(guān)注該處的焊接質(zhì)量。RPV 頂蓋法蘭密封面圖紙要求最終堆焊層厚度為25 mm,這種大厚度的堆焊因焊接殘余應(yīng)力的累加,結(jié)合面處的焊接應(yīng)力增大,在滿足最終機(jī)加要求的前提下,應(yīng)控制堆焊層厚度,盡量減少工藝余量。
2.3 焊接過(guò)程控制
奧氏體不銹鋼焊縫在凝固結(jié)晶過(guò)程中,一些雜質(zhì)元素(如S、P)在不均勻的焊接加熱和冷卻過(guò)程中,很容易由于偏析而在晶界上形成低熔共晶液膜,在拉應(yīng)力作用下形成熱裂紋。應(yīng)盡量降低熔敷金屬中的各雜質(zhì)含量,對(duì)待堆焊表面徹底清理。
奧氏體不銹鋼焊縫中存在一定比例的鐵素體,這些鐵素體能夠溶解S、P、Si等微量元素,使這些元素在晶界上的數(shù)量減少,能有效防止奧氏體焊縫金屬熱裂紋,提高焊縫抗晶間腐蝕能力[7]。熱輸入量較大時(shí),強(qiáng)鐵素體元素Cr 的燒損量較突出,Cr 元素的燒損造成了不銹鋼鐵素體含量的降低[8]。施焊中應(yīng)控制好熱輸入量。
由于母材16MND5的組織為索氏體組織,堆焊的不銹鋼材料是奧氏體組織。堆焊時(shí)在電弧高溫加熱的作用下,異種金屬截面低合鋼的組織發(fā)生相變由索氏體轉(zhuǎn)變?yōu)閵W氏體,氫在其中的溶解度升高,在冷卻結(jié)晶和相變時(shí)氫的溶解度下降。如果冷卻速度過(guò)快,部分氫來(lái)不及逸出,容易在堆焊層的界面富集,產(chǎn)生氫致缺陷,從而成為剝離的策源地。熱輸入量較大,同時(shí)會(huì)造成母材和堆焊層之間的邊界結(jié)合層晶粒粗大,析出脆硬組織σ相,使堆焊層抗剝離性能較差。施焊時(shí),注意控制好電參數(shù)和層間溫度,避免堆焊區(qū)域局部過(guò)熱及電弧不穩(wěn),造成焊縫金屬高溫停留時(shí)間過(guò)長(zhǎng)。
焊接過(guò)程中上一道焊縫邊緣局部成形不良,下一道焊接前未清理徹底,則下一道焊縫焊接時(shí)待焊表面不平整,焊接時(shí)電弧長(zhǎng)度不斷變化,降低電弧的穩(wěn)定性,焊縫不能與母材完全結(jié)合,容易出現(xiàn)局部未熔合。施焊時(shí),注重做好焊接時(shí)的道間清理,尤其在起收弧部位,表面打磨后仔細(xì)檢查,及時(shí)發(fā)現(xiàn)焊道搭界部位的未去除的熔合線,確保焊縫表面打磨質(zhì)量。
2.4 工位布置
某制造廠在RPV 主螺栓不銹鋼堆焊層剝離問題發(fā)生時(shí)和優(yōu)化后的焊接工位布置分別見圖4和圖5。在圖4工位布置中,焊工身體固定位置距離施焊位置較遠(yuǎn),部分圓周位置操作難度較大,容易形成焊條與焊接方向呈鈍角的后傾施焊狀態(tài),導(dǎo)致電弧不穩(wěn),形成較深且不規(guī)則的熔池;熔池保護(hù)效果差,易造成焊接微小缺欠,焊縫稀釋率增高等問題。

圖4 主螺栓孔堆焊工位示意Fig.4 Diagram of the main bolt hole surfacing welding station

圖5 改進(jìn)后主螺栓孔堆焊工位Fig.5 Improved main bolt hole surfacing welding station
2.5 人員及設(shè)備
在各方面因素相同的條件下,焊接人員對(duì)焊縫質(zhì)量的影響最大,最不可控,如操作經(jīng)驗(yàn)、焊接時(shí)身體和心理狀態(tài)。應(yīng)選擇經(jīng)驗(yàn)豐富的焊接操作人員,施焊前進(jìn)行交底,包括針對(duì)性培訓(xùn)及必要的模擬工件練習(xí)。施焊過(guò)程中若發(fā)生焊接設(shè)備、加熱設(shè)備、工裝設(shè)備的異常情況,會(huì)直接影響焊接質(zhì)量,需要嚴(yán)格按設(shè)備保養(yǎng)手冊(cè)進(jìn)行定期維修保養(yǎng),施焊前再次進(jìn)行檢查確認(rèn),如送絲是否順暢,轉(zhuǎn)動(dòng)是否平穩(wěn)。
3 防范不銹鋼堆焊層剝離的工藝控制措施
3.1 焊接方法
為減少人為影響因素,減少焊接過(guò)程雜質(zhì)影響,進(jìn)行不銹鋼堆焊時(shí)盡可能采用自動(dòng)焊或半自動(dòng)焊,其次為焊條電弧焊。目前國(guó)內(nèi)廠對(duì)RPV頂蓋法蘭密封面不銹鋼堆焊方法基本選擇帶極堆焊,對(duì)主螺栓孔不銹鋼堆焊方法基本選擇機(jī)械TIG 堆焊,對(duì)鍵槽和出口接管凸臺(tái)不銹鋼堆焊選擇焊條電弧焊。
3.2 起始焊接位置
根據(jù)工程經(jīng)驗(yàn),RPV不銹鋼堆焊層剝離典型缺陷(待堆焊部位存在曲面圓弧R)多位于根部R 位置,R 部位的焊接位置決定了堆焊質(zhì)量的好壞。對(duì)RPV 鍵槽、出口接管凸臺(tái)、主螺栓孔等待堆焊部位存在曲面圓弧R 較小的位置,盡量將焊接起始位置布置在R 部位,保證此處只形成一個(gè)焊道。主螺栓孔堆焊起始位置如圖6所示。對(duì)頂蓋法蘭不銹鋼堆焊,考慮盡量減少或平衡堆焊層外徑邊緣的殘余拉應(yīng)力,盡量從法蘭密封面內(nèi)側(cè)逐步向外側(cè)施焊。

圖6 主螺栓孔堆焊始焊位置Fig.6 First weld bead for the main bolt hole surfacing welding
3.3 焊接參數(shù)
首層堆焊309L時(shí),在標(biāo)準(zhǔn)及焊接工藝評(píng)定允許范圍盡量減少焊接熱輸入量,減少焊縫中鐵素體含量的降低,減少熔覆金屬結(jié)晶在高溫區(qū)停留時(shí)間,減少易剝離晶粒邊界產(chǎn)生[9]。如降低首層309L 堆焊的預(yù)熱溫度至標(biāo)準(zhǔn)及焊接工藝評(píng)定允許的下限(根據(jù)工程經(jīng)驗(yàn)留出5~10 ℃裕量);首層309L 堆焊選用焊接工藝評(píng)定允許的下限電參數(shù);焊條電弧焊時(shí)盡量采用小直徑焊條;層間溫度控制在160~180 ℃。焊接參數(shù)如表3所示。

表3 不銹鋼堆焊堆焊焊接參數(shù)Table 3 Welding parameters of stainless steel overlay
3.4 焊道搭接量
當(dāng)焊道之間搭接量過(guò)小時(shí),焊縫橫截面上焊道之間會(huì)形成類似脈沖波形的熔深,在焊道搭接尖角處容易形成應(yīng)力集中,造成焊縫受力時(shí)開裂[10]。需要對(duì)焊道之間搭接量進(jìn)行控制。一般為5~10 mm,焊絲的搭接量多控制在1/2 焊道寬度,焊條的搭接量至少1/3焊道寬度。
3.5 預(yù)熱方式
堆焊的預(yù)熱溫度最低為150 ℃,道間溫度不高于250 ℃。火焰加熱方式溫度不易控制,容易產(chǎn)生溫度波動(dòng),且火焰加熱影響焊接工位布置,影響操作工的操作。為避免工件受熱不均勻?qū)е戮植繙囟冗^(guò)低或過(guò)高,盡量選用電加熱方式進(jìn)行預(yù)熱和保溫,如電阻絲工頻加熱外覆蓋保溫棉方式。施焊過(guò)程中,盡量全程保溫,直至工件進(jìn)入熱處理爐。
3.6 焊接工位
通過(guò)借助臺(tái)架、工裝等輔助,創(chuàng)造較好的焊接工位,盡可能在水平焊位施焊,減少對(duì)焊工施焊操作、觀察、清潔焊縫和檢查焊縫的影響,必要時(shí)制作防風(fēng)罩進(jìn)一步減少周圍環(huán)境對(duì)焊接質(zhì)量的影響。
3.7 焊接操作指導(dǎo)書
焊接操作指導(dǎo)書是焊工施焊的依據(jù)和具體指導(dǎo)文件,盡可能詳細(xì),讓焊工每一步操作都有據(jù)可依,不給焊工自由發(fā)揮的空間。焊接工藝指導(dǎo)書除了明確規(guī)定每層焊道的電參數(shù)外,還應(yīng)對(duì)焊前清潔及檢查要求,使用的工裝及工位布置、預(yù)熱方式及設(shè)備布置、每層焊接起始位置、焊接順序、搭接量,道間清理(起收弧部位)及檢查要求、焊接中觀察等做出細(xì)致要求。
4 結(jié)論
(1)母材16MND5 與超低碳奧氏體不銹鋼焊材的材料特性、待焊面較小的曲率和大厚度堆焊層等,這些客觀因素容易引起結(jié)合面處過(guò)大的應(yīng)力集中,如有焊接缺欠,易形成剝離源。
(2)不銹鋼堆焊首層309L始焊位置優(yōu)選R較小部位,且在標(biāo)準(zhǔn)及焊接工藝評(píng)定允許范圍內(nèi),首層堆焊309L盡量減少焊接熱輸入量,減少結(jié)合面處的應(yīng)力,降低熔覆金屬結(jié)晶在高溫區(qū)停留的時(shí)間,降低易剝離誘因的產(chǎn)生。
(3)制定不銹鋼堆焊工藝時(shí),應(yīng)首選電加熱預(yù)熱、平焊位和自動(dòng)焊,且操作指導(dǎo)書應(yīng)詳細(xì)可執(zhí)行,以提供舒適焊接工位和環(huán)境,減少設(shè)備、人為和環(huán)境因素對(duì)焊接質(zhì)量的影響。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16