無磁承壓鉆桿接頭的堆焊修復
2023-11-04 02:34:56馬國良
電焊機 2023年10期
馬國良
中石化勝利石油工程公司管具技術服務中心,山東 東營 257200
0 引言
無磁鉆具(無磁鉆鋌、無磁承壓鉆桿和無磁穩定器)具有比普通鋼鉆具更低的磁導率,是定向井鉆進不可缺少的鉆具[1]。無磁鉆具大多用于裸眼井段,使用頻率較普通鉆具高,因此無磁鉆具接頭的磨損速度遠高于普通鉆具的磨損速度。隨著鉆具在油井鉆采的時間延長,鉆具自身材料性能發生劣化,鉆桿接頭部位失效的幾率也隨之增加。由于無磁鉆具的合金化程度高,大多選用磁導率低于1.01的鈹青銅(含有Be 及少量Ni、Cr、Ti 等元素)、蒙乃爾合金(Ni基體和Cu元素)等無磁系列不銹鋼合金制造,生產成本高昂;對于磨損失效的無磁鉆具,鉆采工藝流程上普遍采用降級和報廢處理兩種方式,導致定向鉆井的成本居高不下。鑒于無磁鉆具損耗成本在鉆井工程中所占巨大比例,研究無磁鉆具的接頭再制造修復技術,通過對鉆具損傷進行等級分類,針對分類結果進行再制造修復,能夠有效延長鉆具的使用壽命,并降低生產成本,使失效的無磁鉆具滿足再次入井的條件,對于鉆井平臺有明顯的經濟效益和工程價值[2-4]。
針對鉆具接頭損傷類型,有多種可采用的再制造修復工藝,例如焊條電弧補焊、激光熔覆修復再制造以及藥芯焊絲電弧堆焊等方法。其中,焊條電弧補焊的優點在于可以在現場對鉆具損傷部位進行修復,但其補焊效率較低[5]。激光熔覆工藝采用高能量密度的激光束作為熱源,可制備稀釋率低且結合強度高的熔覆層,能夠應對內部深度缺陷、厚度不均勻等復雜情況工件進行修復,是一種自動化程度較高的再制造修復工藝;但是,激光熔覆需要使用大量合金粉末和耐磨碳化物,粉末利用率低,導致成本較高[6]。藥芯焊絲電弧堆焊法不僅具有熔覆效率高、合金粉末利用率高等優勢,而且其工藝已經非常成熟,成分調節范圍廣泛。針對不同類型的無磁鉆具,可以通過調整藥芯的成分來降低稀釋率對堆焊合金性能的影響,從而實現無磁鉆具的理想修復再制造。因此,藥芯焊絲電弧堆焊法是一種理想的無磁鉆具修復再制造技術[7-8]。
石油工程領域已經有大量關于在鉆桿接頭上堆焊金屬耐磨帶的研究,并證明是一種有效的降低磨損措施。目前,無磁鉆具的耐磨帶堆焊材料在國內外存在大量開發應用案例。楊發蘭[9]等人研制了一種含Ti、Mo、Mn 元素的低磁導率激光熔覆WCFeNiC 復合涂層,并研究了合金元素含量對熔覆層磁性能和熔覆層微觀組織的影響。李子杰[10]等人構建了一種立體層次控碳方式,通過控制擴散到晶界的碳含量,使得熔覆層形成由隱針狀馬氏體團、原位析出的MC型碳化物和網狀奧氏體等組成的強韌性配合良好的顯微組織,解決了鉆桿環形耐磨帶韌性偏低和堆焊層首尾搭接處產生裂紋的問題。姚進利[11]則利用摩擦焊工藝技術成功修復了直徑168 mm的G105鉆桿,并且質量性能符合相關標準,滿足鉆井使用要求。Caltaru[12]等人通過氣保護電弧堆焊新型金屬芯含銅藥芯焊絲制備Cr-Mo 熔覆合金來修復鉆桿接頭,也取得了良好的效果。這些研究為石油鉆井行業提供了多種有效的耐磨帶堆焊材料和修復技術選擇。
目前,對于磨損失效的無磁鉆具,在國內鉆采工程上尚未出現行之有效的標準化修復方案。針對這一問題,本文針對無磁承壓鉆桿的失效接頭堆焊修復問題展開研究,開發了一種高強度、低磁導率的無磁鉆具修復材料,并提出了系統化的修復工藝。
1 無磁鉆具接頭磨損原因分析
無磁鉆具的完整部件主要包括:無磁鉆鋌、無磁承壓鉆桿、無磁穩定器、隨鉆測量工具(MWD)和隨鉆錄井工具(LWD)。由于無磁系列合金鋼的組織主要是奧氏體,其耐磨性遠低于鐵素體鋼鉆具,為了提高其硬度,奧氏體無磁鋼可采用冷作硬化,但硬度仍較低,一般布氏硬度為200~300 HB。低硬度的奧氏體組織必然導致無磁鉆具抗磨損能力差。鉆具接頭的損傷類型多樣,囊括并不限于接頭變形、端面刺漏、螺紋滑絲和螺紋根部斷裂等多種類型,對于無磁鉆具,大部分失效位置處于接頭部位。如圖1、圖2 所示,這是無磁承壓鉆桿常見的磨損及存在的受損問題[13]:(1)減徑。無磁承壓鉆桿多作業于近鉆頭裸眼井段,裸眼井筒不規則,因此磨損顯著。(2)鉗區及卡瓦區受損。無磁承壓鉆桿強度偏低,受擠壓磨損嚴重。(3)偏磨。隨著水平井的井眼曲率大、井斜大、水平段長、施工周期相對較長,鉆具偏磨越嚴重。

圖1 無磁鉆具減徑受損宏觀形貌Fig.1 Macroscopic appearance of damaged non-magnetic drilling tools with reduced diameter

圖2 無磁鉆具卡鉗劃傷宏觀形貌Fig.2 Macroscopic appearance of non-magnetic drilling tool caliper scratches
2 試驗材料與方案
2.1 堆焊修復材料
本文設計了一種適用于無磁鉆具接頭磨損及偏磨修復的金屬粉芯絲材,牌號為LoWare?-NMBU,絲材直徑1.6 mm,最大層間熔覆層厚度20 mm。電弧堆焊修復母材選用P530 無磁加重鉆桿,P530 母材成分見表1。

表1 P530不銹鋼化學成分(質量分數,%)Table 1 Chemical composition of P530 stainless steel (wt.%)
2.2 電弧堆焊及試驗方法
無磁鉆具堆焊修復設備采用中石化勝利石油工程公司管具技術服務中心自主研發的全自動鉆桿耐磨帶熔覆焊機,如圖3所示,采用MIG層間堆焊方式(使用純度99.8wt.%以上氬氣保護)對直徑為168 mm的P530無磁加重鉆桿進行修復試驗。在堆焊單道情況下,焊槍擺動頻率固定為50 次/min,分別調整堆焊電流和電壓,當獲得堆焊層寬度為25~30 mm、堆焊厚度為2~3 mm 時,確定此時電壓值和電流值作為最終參數,部分試驗參數的單道堆焊宏觀形貌如圖4 所示,最終確定的MIG 堆焊參數如表2所示。

表2 P530無磁鉆桿電弧堆焊工藝參數Table 2 Parameters of MIG surfacing of P530 non-magnetic drill pipe

圖3 全自動鉆桿耐磨帶熔覆焊機Fig.3 Automatic welding machine for drill pipe wear band cladding
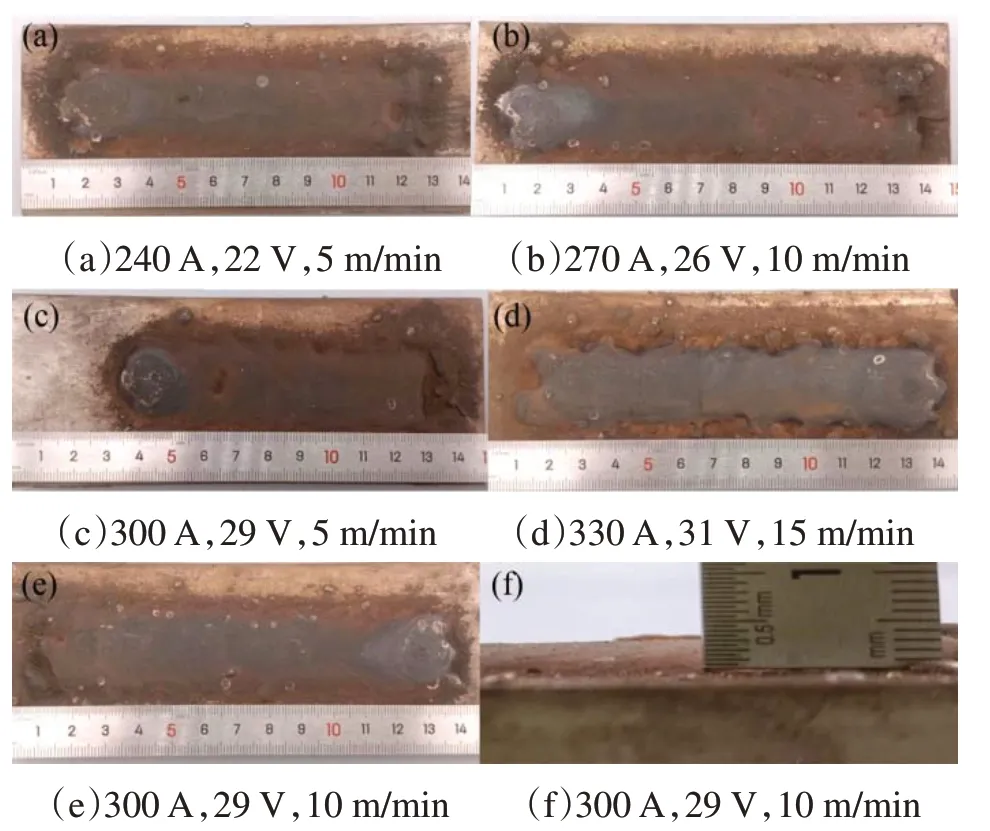
圖4 部分工藝參數單道堆焊宏觀形貌Fig.4 Macroscopic morphology of single-pass welding with partial process parameters
采用德國OLYMPUS-PMG3 型光學顯微鏡進行金相試驗;拉伸力學性能測試參照現行版ISO 6892-1:2009《金屬材料 拉伸試驗 第1部分:試溫試驗方法》測定,在修復后的熔覆層徑向加厚處縱向位置上截取圓柱形拉伸試樣,用0.2%殘余應變法,取3 個拉伸樣品結果做平均值;布氏硬度試驗位置應在上部加厚端的外徑處,按照現行版ISO 6506-1:2014《金屬材料 布氏硬度試驗 第1 部分:試驗方法》要求進行試驗,取10個硬度做平均值,最低達到285 HB 布氏硬度是堆焊修復后的鉆具有足夠力學性能的初步證據;沖擊試驗按照現行ISO 148-1:2016《金屬材料 夏比擺錘沖擊試驗 第1 部分:試驗方法》要求采用V 型缺口沖擊試驗制取試樣,在室溫(21±3 °C)測試;無磁性能檢測參照ASTM A342M標準要求,采用FOERSTER MAGNETOSCOP 1.069型磁通門磁強計測試,相對磁導率應低于1.01。
2.3 堆焊修復工藝流程
(1)堆焊修復前需對表面進行預處理,清除待焊部位油污、鐵銹、水分及其他污物。
(2)焊前預熱。由于無磁承壓鉆桿熱導率低,(約為42CrMo 鋼的1/3),因此堆焊前可不預熱;此外預熱溫度高易導致熔覆金屬凝固過程外溢出鉆具表面,影響熔覆成形。
(3)層間溫度控制。要求多層堆焊時層間溫度不大于100 ℃。
(4)焊后緩冷。堆焊后采用保溫桶自然冷卻。
(5)尺寸恢復處理。鉆具堆焊后通過機加工恢復鉆具至設計尺寸。車修外徑找正時,以母扣鏜孔和公扣水眼為基準。堆焊修復后的無磁鉆桿外徑不超過172 mm,為無磁耐磨帶堆焊留出余量。
2.4 無磁鉆具探傷檢測工藝
無損檢測參照ISO 3452,堆焊修復前檢測易磨損的無磁鉆具,確定熔覆厚度及缺陷情況。主要檢測工作如下:(1)管體檢測:刺漏、過量變形、機械損傷、直線度、水眼、外徑、壁厚;(2)接頭檢測:耐磨帶、外徑、長度、磨損、承載和密封面、螺紋;(3)無損檢測:接頭螺紋。
3 試驗結果與分析
3.1 無磁堆焊修復層宏觀形貌
如圖5 所示,在經過LoWare?-NMBU 熔覆層MIG層間堆焊修復后,P530無磁加重鉆桿的尺寸得到恢復,并且堆焊層成形性較好。經機加工處理后,表面粗糙度降低,同時未發現肉眼可見的氣孔,搭接位置也未發現冷裂紋等缺陷,說明該堆焊工藝參數能夠保證修復的順利進行,同時能夠形成熔合良好、飛濺小、成形優良且無裂紋的熔敷層。

圖5 修復后的無磁鉆具宏觀形貌Fig.5 Macro of non-magnetic drilling tool after repair
3.2 無磁堆焊層微觀組織
采用線切割加工制備無磁堆焊層樣品,對樣品進行400目、600目和1000目的砂紙粗磨處理,再采用金剛石懸濁液拋光成為一個光滑的鏡面。最后,采用混合酸溶液進行腐蝕處理,得到堆焊層和母材P530的金相組織,如圖6、圖7所示。

圖6 熔覆層微觀形貌Fig.6 Microscopic morphology of cladding layer
由圖6a、6b可見,在本試驗的電弧堆焊參數下,MIG 層間堆焊制備的熔覆層為純焊態的奧氏體組織。在無磁鉆桿堆焊修復過程中,電弧熱量使絲材在母材接觸面處熔化,并形成堆焊層,由于溫度梯度方向垂直于P530母材和堆焊合金的結合面,初生奧氏體晶粒為大量細長的柱狀樹枝晶,從母材界面開始生長并沿垂直方向逐漸生長;由圖6c 可見,隨著凝固的繼續進行,晶粒開始向外生長,逐漸增大,直至形成由細小胞狀樹枝晶組合成的粗大的胞狀奧氏體組織,奧氏體晶粒之間排列緊密,晶界之間未觀察到明顯的析出相,晶界很清晰。由圖7 可觀察到P530母材具備不規則多邊形特征的晶粒,并且可觀察到明顯孿晶組織,由此可見P530母材為鍛造奧氏體組織。對比圖6c、圖7 可知,P530 母材晶粒尺寸較為細小,平均尺寸小于50 μm,堆焊層組織具有明顯焊態特征,且胞狀樹枝晶較母材組織更為細小,胞狀晶內部存在大量尺寸小于10 μm 的細小樹枝晶,同一取向的細小亞晶粒組合成一個更大的胞狀奧氏體組織,其平均尺寸大于150 μm,這種奧氏體組織在確保焊縫韌性的同時,保持較高的強度,有助于保證堆焊層與P530母材結合面的穩定性。
3.3 無磁堆焊層力學性能與磁性能
室溫拉伸試驗結果見圖8a,堆焊修復后的試樣抗拉強度平均值為550 MPa,達到P530母材抗拉強度的60%以上;宏觀布氏硬度測試結果見圖8b,修復區域宏觀布氏硬度為300~340 HB,其平均值略高于P530 母材的平均值309 HB;其室溫下V 型缺口試樣的夏比沖擊功大于120 J,滿足無磁加重鉆桿基體耐沖擊的要求;熔覆層的相對磁導率測試結果小于1.01,滿足無磁加重鉆桿抗磁干擾性能的要求。

圖8 P530鉆桿與LoWare-NMBU堆焊修復后的力學性能Fig.8 Mechanical property of P530 drill pipe and LoWare-NMBU after overlay repair
4 結論
(1)采用MIG 層間堆焊LoWare?-NMBU 焊絲修復磨損失效的無磁加重鉆桿的尺寸,修復后其平均抗拉強度為550 MPa,已達到P530母材抗拉強度的60%以上;修復區域平均布氏硬度達到320 HB,與P530 母材平均布氏硬度相當;室溫下,修復后無磁鉆桿取樣的V型缺口試樣的夏比沖擊功大于120 J,滿足無磁鉆桿的力學性能要求。
(2)室溫下LoWare?-NMBU熔覆金屬為鐵基的焊態奧氏體組織,相對磁導率的測試結果小于1.01,滿足無磁加重鉆桿抗磁干擾性能的要求。
(3)采用層間堆焊的方式,并配合使用低磁導率高強度LoWare?-NMBU堆焊材料,可以實現對磨損失效的無磁鉆具修復和再利用,此方法具有極大的經濟和工程應用價值。