鈦合金小螺紋數(shù)控銑削加工技術(shù)的應(yīng)用
2023-11-05 12:16:32汪一鳴黃澤金
新技術(shù)新工藝 2023年10期
汪一鳴,黃澤金
(中國(guó)工程物理研究院 電子工程研究所,四川 綿陽 621000)
鈦合金因具有耐高溫、強(qiáng)度高、耐腐蝕性好、密度小、組織穩(wěn)定性好,以及良好的韌性、塑性和高溫抗變形性能等顯著優(yōu)點(diǎn)而被廣泛應(yīng)用。然而,鈦合金同時(shí)也具有熱導(dǎo)率小、高溫化學(xué)活性高和彈性模量小等特性,導(dǎo)致切削難度大,加工成本高,因此優(yōu)化切削刀具的使用、提升刀具壽命、提高加工效率在實(shí)際生產(chǎn)中具有重要意義。
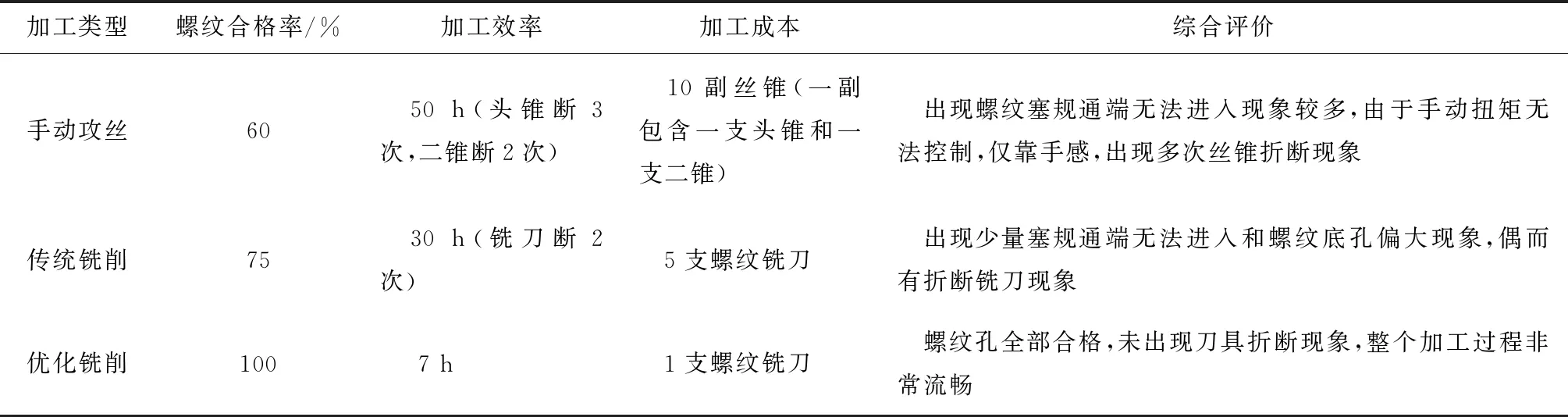
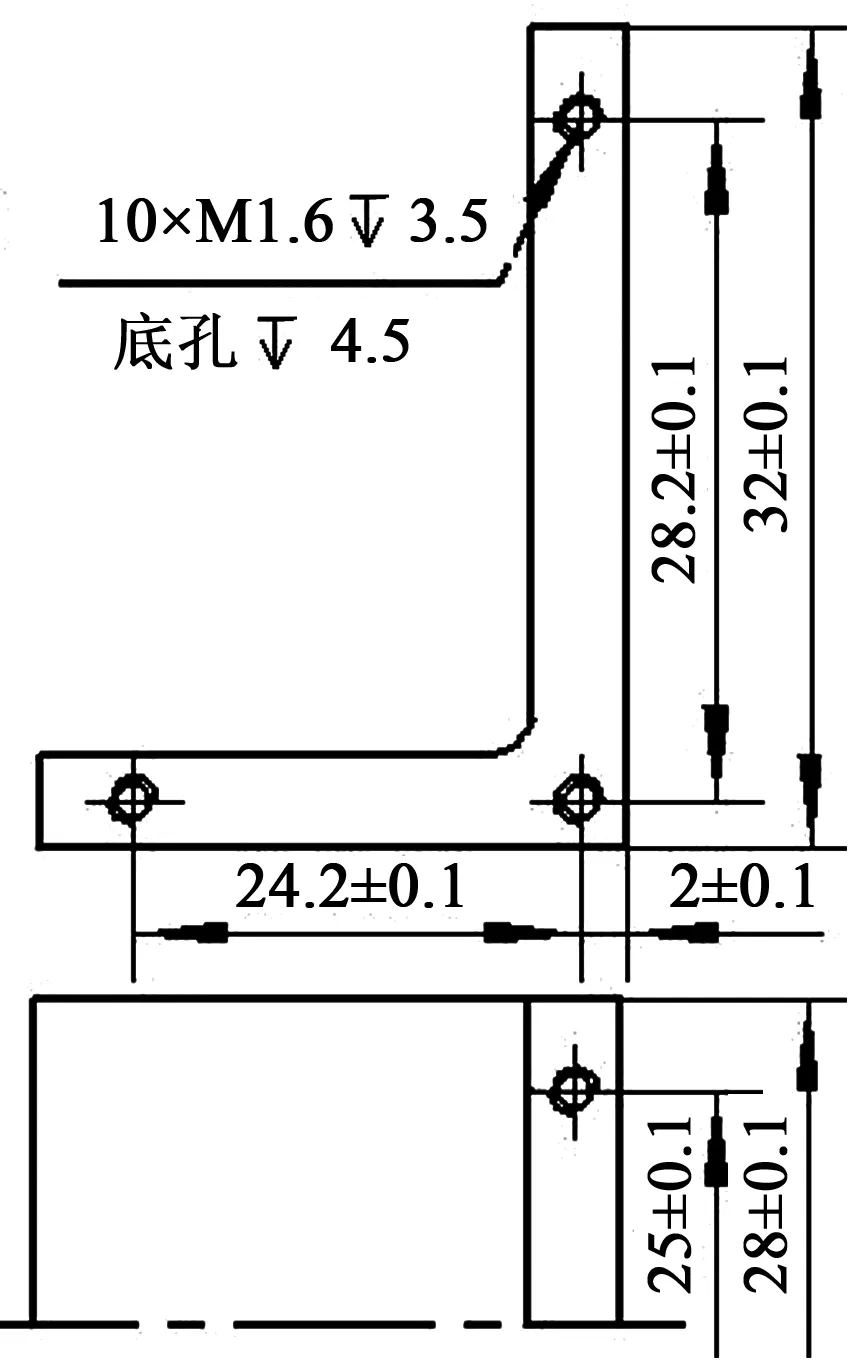
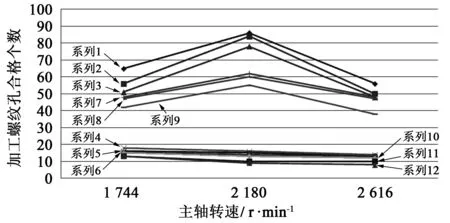
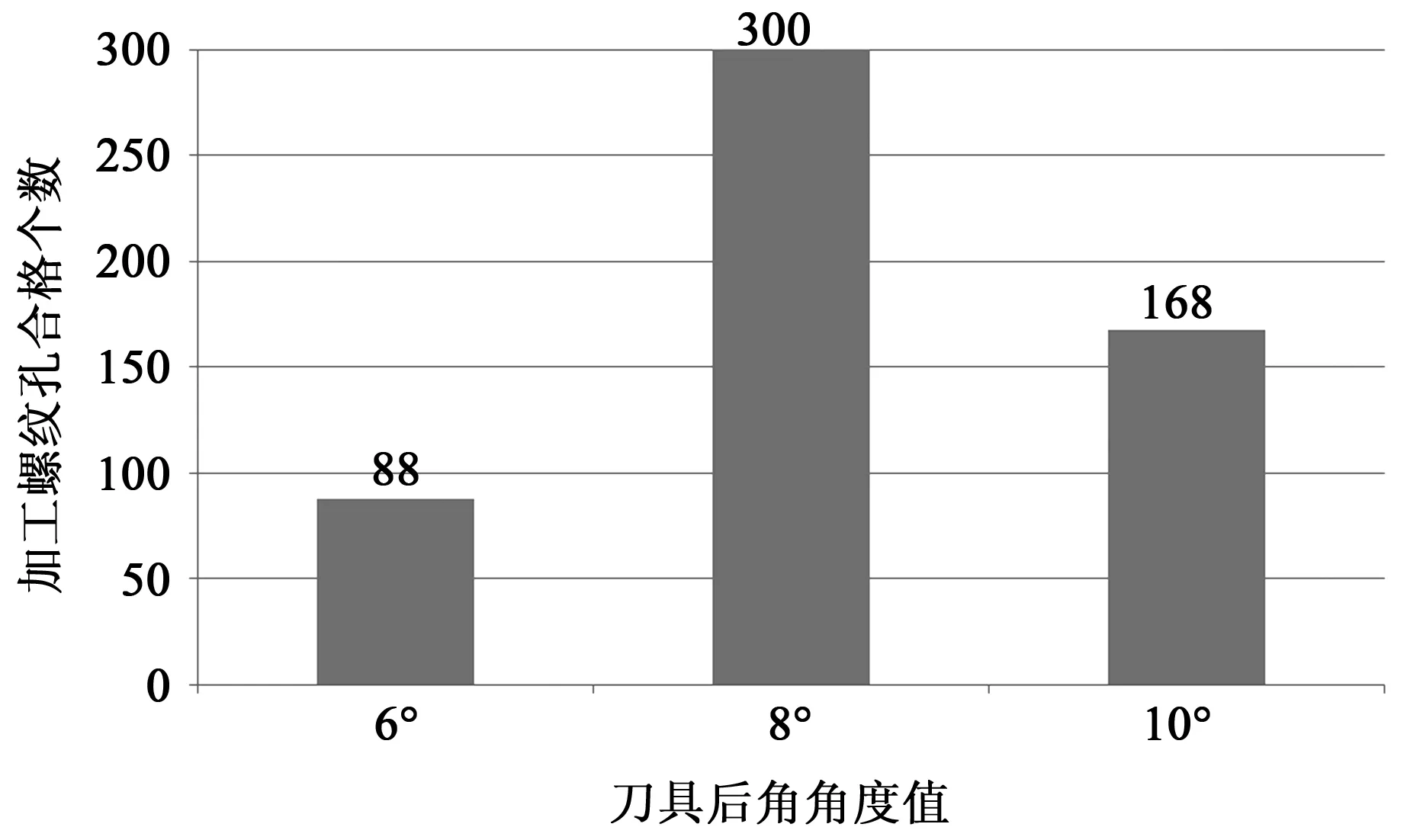
鈦合金的切屑加工性能介于不銹鋼和高溫合金之間,加工方法的難易順序如下:攻絲、車螺紋、鉆孔、銑削、車削。當(dāng)前針對(duì)鈦合金的常規(guī)切屑性能的研究已經(jīng)十分成熟,相應(yīng)的車削和銑削刀具也十分完備,但針對(duì)小螺紋攻絲,尤其是 夾板零件(見圖1)材料為TC4,需在零件周邊區(qū)域加工10個(gè)M1.6螺紋孔,螺紋有效深度不小于3.5 mm,底孔深度不大于4.5 mm。零件加工完成后,用標(biāo)準(zhǔn)螺紋塞規(guī)、極限光面塞規(guī)依次檢查螺紋各項(xiàng)技術(shù)指標(biāo)。 圖1 夾板零件示意圖 在開展鈦合金數(shù)控銑削研究之前,對(duì)夾板零件上的小螺紋進(jìn)行了如下試驗(yàn)。 1)普通絲錐:必須經(jīng)過技術(shù)處理后方能攻制鈦合金螺紋。對(duì)普通絲錐進(jìn)行處理的措施為:增大容屑空間,減少齒數(shù);在校準(zhǔn)齒上留出0.2~0.3 mm的刀帶后,將后角加大到20°~30°,并沿絲錐全長(zhǎng)磨去齒背中段,保留2~3扣校準(zhǔn)齒。當(dāng)條件完全相同時(shí)攻絲扭矩下降1/4~1/3。一副絲錐可加工2~3個(gè)合格螺紋。 2)修正齒絲錐:修正齒絲錐是把標(biāo)準(zhǔn)絲錐的成形法加工螺紋改為漸成法。修正齒絲錐的齒形角小于螺紋齒形角,使絲錐齒側(cè)與被切螺紋側(cè)表面形成一側(cè)隙角,并將絲錐螺紋做出較大的倒錐,使得摩擦扭矩大大減小,同時(shí)也利于切削液的冷卻潤(rùn)滑。但修正齒絲錐攻制的螺紋表面粗糙度不如成形式絲錐。一副絲錐可加工2~3個(gè)合格螺紋。 3)跳牙絲錐:跳牙絲錐是在切削齒和校準(zhǔn)齒上相間地去掉螺扣,其最大的特點(diǎn)是有效地減小了絲錐與工件的接觸面積,使攻絲扭矩顯著下降。由于間齒攻絲,相鄰螺扣側(cè)刃之間有較寬綽的空間,改善了容屑和切削液進(jìn)入切削區(qū)的條件,提高了絲錐的耐用度。跳牙絲錐的攻絲扭矩約為標(biāo)準(zhǔn)絲錐的30%~50%,修正齒絲錐的35%~60%,耐用度比修正齒絲錐高1~3倍。一副絲錐可加工4~6個(gè)合格螺紋。 1)刀具磨損快,刀具易折斷。在夾板零件加工過程中,由于鈦合金彈性模量小,銑刀齒磨損嚴(yán)重,每加工一定數(shù)量螺紋孔,便需檢測(cè)加工后螺紋孔合格情況,若出現(xiàn)螺紋塞規(guī)通端過緊,此時(shí)加工人員要停止加工并修改刀具補(bǔ)償后方能繼續(xù)加工。調(diào)整刀具補(bǔ)償3~4次后,銑刀齒磨損嚴(yán)重,刀具折斷風(fēng)險(xiǎn)增加,每批次零件加工都會(huì)有銑刀折斷在螺紋孔中現(xiàn)象,影響加工進(jìn)度和加工效率。 2)螺紋加工成本高,刀具壽命短。每加工4~5件夾板零件,螺紋銑刀便無法繼續(xù)通過加刀補(bǔ)的方式滿足加工需求,需更換新刀具并重新對(duì)刀后才能繼續(xù)加工,加工成本居高不下。 TC4為α+β雙相合金,材料抗拉強(qiáng)度高達(dá)900 MPa,同時(shí)鈦合金材料的彈性模量小,加工時(shí)材料回彈嚴(yán)重,刀具后刀面同零件已加工表面接觸面積增大,在刀具和工件相對(duì)運(yùn)動(dòng)(切削)過程摩擦嚴(yán)重,產(chǎn)生大量的熱量[3-7]。 鈦合金的另一特性是導(dǎo)熱性差,加工時(shí)摩擦、材料變形產(chǎn)生的大量熱量不易散去,導(dǎo)致刀具附近溫度持續(xù)升高,加之鈦合金的高溫活性強(qiáng),為刀具產(chǎn)生粘接磨損和擴(kuò)散磨損提供了必要條件,從而加劇了刀具的磨損速度,當(dāng)?shù)毒吣p到一定程度,刀具補(bǔ)償加了3~4次后,刀具與工件間摩擦力急劇增加,加之M1.6螺紋銑刀直徑最小處僅0.7 mm,三重因素疊加作用,導(dǎo)致螺紋銑刀折斷影響加工進(jìn)度和產(chǎn)品質(zhì)量。 通過前述原因分析,提高加工鈦合金小螺紋用銑刀使用壽命,主要是解決零件已加工面和刀具間摩擦嚴(yán)重的問題,可通過使用合適的切削液、銑刀的正確選型、刀具角度的優(yōu)化調(diào)整,輔以加工參數(shù)的優(yōu)化,匹配合適的切削三要素,使加工區(qū)域的溫度降低達(dá)到提高刀具壽命的目的[8]。 全牙型螺紋銑刀(見圖2)的銑刀頭上有多個(gè)螺距的切削刃,該型螺紋銑刀優(yōu)點(diǎn)是全牙參與切削,加工效率高,能在設(shè)備僅插補(bǔ)一個(gè)螺距就完成螺紋加工,缺點(diǎn)是加工時(shí)全牙同時(shí)參與切削接觸工件,同工件接觸面積大,切削抗力大,加工出的螺紋易產(chǎn)生由刀具讓刀引起螺紋合格深度不夠的缺陷。 非全牙型螺紋銑刀(見圖2)的銑刀頭上僅有一圈切屑刃,該型螺紋銑刀優(yōu)點(diǎn)是加工中同工件接觸面積小,產(chǎn)生的切削抗力小,同一銑刀能加工不同螺距的螺紋孔,特別適用于高精度的小螺紋銑削加工,不足之處是加工效率不高。 圖2 銑刀形態(tài)圖 基于降低切削區(qū)域溫度的目的,選用非全牙型螺紋銑刀用于后續(xù)的試驗(yàn)研究。同時(shí)銑刀在一個(gè)螺距上的銑刀齒數(shù)會(huì)對(duì)刀具壽命產(chǎn)生影響,故將銑刀齒數(shù)作為一個(gè)影響因素開展研究。 試驗(yàn)設(shè)備:小型數(shù)控攻絲鉆孔加工中心。 加工材料:TC4。 螺紋加工方式:銑削。 螺紋大小:M1.6。 試驗(yàn)?zāi)康?通過鈦合金小螺紋銑削參數(shù)選定試驗(yàn)確定TC4材料加工M1.6螺紋,優(yōu)選參數(shù)組合。 螺紋檢驗(yàn)方式:根據(jù)螺紋檢測(cè)標(biāo)準(zhǔn),螺紋加工必須滿足底孔和螺紋雙重檢測(cè)。一是用光面塞規(guī)檢測(cè)螺紋底孔精度不低于IT11級(jí),二是M1.6螺紋塞規(guī)檢測(cè)被加工螺紋中徑,要求通端通過深度大于3.5 mm,止端進(jìn)入螺紋深度小于0.35 mm,螺紋小徑使用1.32 mm光面塞規(guī)檢測(cè),1.32 mm塞規(guī)不得進(jìn)入M1.6螺紋底孔中。 利用前文分析出的影響因素,分別以主軸轉(zhuǎn)速、進(jìn)給速度、冷卻液類型、螺紋銑刀齒數(shù)作為試驗(yàn)變量,通過優(yōu)選參數(shù)試驗(yàn),以表1中的12種參數(shù)組合開展試驗(yàn),試驗(yàn)結(jié)果如圖3所示。綜合考慮刀具使用壽命和加工效率,系列2進(jìn)給速度f為15 mm/min、冷卻液選擇為MCF-4030(低霧切削油)、螺紋銑刀齒數(shù)為3齒時(shí)的參數(shù)組合用于螺紋加工效果較為理想。 表1 試驗(yàn)參數(shù)系列對(duì)照表 圖3 優(yōu)選參數(shù)試驗(yàn)結(jié)果統(tǒng)計(jì)圖 由于鈦合金材料彈性模量小導(dǎo)致加工困難,可通過進(jìn)一步加大刀具后角的方式來減少加工后材料回彈引起的摩擦加劇的影響,但刀具后角的增大會(huì)減小刀具強(qiáng)度而降低刀具使用壽命,通過刀具角度優(yōu)化試驗(yàn)確定刀具后角值。通過刀具角度優(yōu)化試驗(yàn)結(jié)果統(tǒng)計(jì)圖(見圖4)不難看出,當(dāng)螺紋銑刀后角為8°時(shí),刀具壽命最長(zhǎng),有利于鈦合金小螺紋的加工[9-12]。 圖4 刀具角度優(yōu)化試驗(yàn)結(jié)果統(tǒng)計(jì)圖 通過開展鈦合金小螺紋銑削參數(shù)選定試驗(yàn)、刀具角度優(yōu)化試驗(yàn),確定最佳銑削參數(shù)和刀具后角。綜合考慮刀具使用壽命和零件加工效率,鈦合金零件小螺紋銑削通過使用油基冷卻液(MCF-4030)、非全牙型3齒銑刀,將螺紋銑刀后角增加到8°,輔以2 180 r/min的轉(zhuǎn)速、15 mm/min進(jìn)給時(shí),螺紋銑削效果較為理想。 為進(jìn)一步驗(yàn)證所得試驗(yàn)結(jié)論的可靠性,特選取一批夾板零件(20件)與傳統(tǒng)加工方式進(jìn)行對(duì)比驗(yàn)證,零件合格率和質(zhì)量有較明顯的改善(見表2)。 通過分析鈦合金材料的加工特性,開展針對(duì)夾板零件TC4材料小孔徑螺紋銑削研究,并通過小螺紋銑刀的正確選型、切削液的合理選用、刀具角度的優(yōu)化、切削三要素的匹配等多方面的加工試驗(yàn),有效解決了鈦合金零件小螺紋銑削刀具使用壽命短的技術(shù)難題,保證了零件加工的高效性與批量化及螺紋規(guī)格的一致性,成功解決了鈦合金細(xì)小螺紋孔的加工瓶頸問題,完全滿足了鈦合金零件的高精密加工要求,經(jīng)濟(jì)成本大幅降低,對(duì)同類型的細(xì)小螺紋孔加工具有較大的借鑒意義。取得穩(wěn)定可靠的加工經(jīng)驗(yàn)如下。 1)加工參數(shù)對(duì)刀具壽命和螺紋孔的質(zhì)量、加工效率有明顯影響。螺紋銑刀齒數(shù)為3齒、進(jìn)給速度f為15 mm/min能獲得質(zhì)量和效率最佳匹配。 2)冷卻液應(yīng)具有良好的潤(rùn)滑、冷卻、清洗性能,摩擦因數(shù)低。選用冷卻液MCF-4030型可顯著提高切削效率和延長(zhǎng)刀具使用壽命。 表2 加工驗(yàn)證對(duì)照表 3)刀具的后角對(duì)刀具壽命有較大影響,螺紋銑刀后角選定為8°能獲得較理想的刀具壽命。1 鈦合金小螺紋加工特點(diǎn)現(xiàn)狀分析
1.1 傳統(tǒng)的鈦合金加工方法及加工效果
1.2 現(xiàn)行螺紋銑削存在的難題
2 要因分析
3 小螺紋數(shù)控銑削研究

3.1 鈦合金小螺紋銑削參數(shù)選定試驗(yàn)

3.2 刀具角度優(yōu)化試驗(yàn)
3.3 加工驗(yàn)證
4 結(jié)語