基于正交試驗的石英擺片金絲鍵合焊接方法
2023-11-05 12:16:34王建青王玉琢劉振宇劉代鑫
新技術新工藝 2023年10期
關鍵詞:工藝
郭 月,王建青,李 蔚,王玉琢,郭 偉,劉振宇,劉代鑫
(西安航天精密機電研究所,陜西 西安 710100)
引線鍵合技術是美國貝爾試驗室在1957年發明的,是歷史最悠久且目前應用最為廣泛的芯片內部連接技術[1]。在半導體芯片行業,引線鍵合具有工藝實現簡單、成本低廉、適用多種封裝形式等優點,目前超過90%的連接采用引線鍵合技術[2]。引線鍵合經歷了熱壓、超聲、熱壓超聲引線鍵合3個發展階段[3]。引線鍵合材料目前主要包括鋁絲、銅絲、金絲[4]。在微電子行業應用較多的為金絲、銀絲鍵合方式,鍵合基體材料如鎢層、陶瓷板[5]。本文研究的石英擺式加速度計石英鍍膜擺片金絲鍵合,其中鍵合基體材料為石英鍍金膜玻璃材料,在石英鍍膜玻璃上鍵合金絲,實現電氣導通及可焊接性。
目前,國外對引線鍵合工藝已有較為系統和深入的研究[6],但由于國外對工藝技術封鎖,對加速度計焊接關鍵技術掌握不足,同時缺乏成熟工藝的數據積累。國內加速度計行業尤其是石英撓性擺式加速度計多采用手工錫鉛焊接工藝方法,該方法存在助焊劑難清理導致不絕緣、多余物、焊點虛焊等風險,已經有相當一部分企業在加速度計行業使用金絲鍵合工藝方法,如硅-玻璃扭擺式加速度計、微機電系統MEMS加速度計等[7-10],但對石英擺式加速度計石英鍍膜擺片金絲鍵合焊接方法研究較少,有必要深入研究。本文通過對石英鍍膜擺片金絲鍵合單因素引線鍵合工藝參數摸索,確定單因素工藝參數最優取值范圍,并通過取值范圍,采用正交試驗法對影響金絲鍵合的鍵合壓力、鍵合時間和超聲功率等3個因素開展實驗影響分析,快速、高效地確認金絲鍵合的工藝參數,并采用最優工藝鍵合參數,裝配石英擺式加速度計,對合格產品開展環境溫度試驗、力學試驗等,以驗證工藝方法的可行性。
1 鍵合點拉力檢測及失效模式
依據GJB 548B—2005《微電子器件實驗方法和程序》中2011A破壞性鍵合拉力試驗,25 μm金絲最小鍵合強度標準不小于3 gf。
1)第一鍵合點引線拉力檢測。
通過單因素、單點引線拉力進行測試,鍵合力不小于5 gf。測試方法如圖1所示。
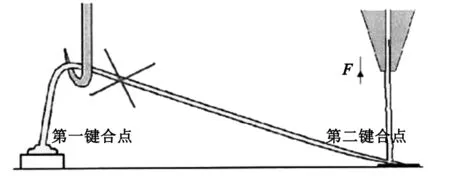
圖1 單點鍵合力測試
2)雙鍵合點引線拉力檢測。
通過正交試驗法對多因素雙鍵合點引線拉力進行測試,鍵合力不小于5 gf(行業通用)。測試方法如圖2所示。

圖2 雙鍵合力測試
3)環境試驗后鍵合點拉力等性能測試。
通過雙鍵合點拉力測試最優參數結果,進行環境試驗,試驗后雙鍵合點引線拉力進行測試,鍵合力不小于3 gf。
4)鍵合力失效模式。
鍵合點失效位置如圖3所示。圖3中,A是第一鍵合點,A處裂紋、變形、脫鍵;B是第一鍵合點根部,B處斷裂;C是弧形引線,C處引線斷裂;D是第二鍵合點根部,D處斷裂;E是第二鍵合點,E處脫落、引線翹起未焊接上;D到E是魚尾狀引線,該引線斷開。
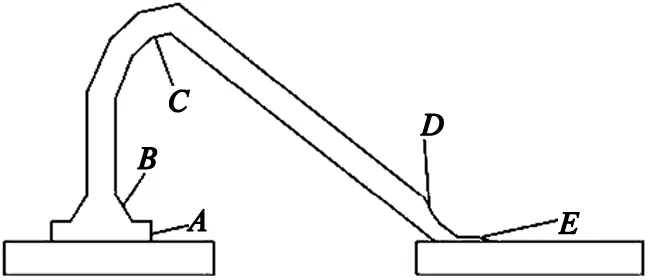
圖3 失效位置
2 單因素鍵合工藝參數試驗
金絲鍵合被焊接基體為石英鍍膜玻璃擺片,材料為石英玻璃及其上的鍍金膜,焊接過程將焊點焊接在金膜上,實現有效焊接。
2.1 工藝參數鑒定范圍及裕度
根據金絲鍵合機理的分析和微電子行業焊接經驗參數,初步確定了6個工藝參數經驗基準值,一焊和二焊工藝參數(鍵合壓力、超聲功率和鍵合時間)分別見表1和表2。

表1 一焊引線鍵合參數基準值

表2 二焊引線鍵合參數基準值
二焊工藝參數方法為楔形焊接,焊接完成后在焊接點再焊接,故二焊工藝參數僅參考基準值,試驗僅對一焊參數進行驗證。
2.2 單因素鍵合工藝參數試驗
根據金絲鍵合參數基準值及鍵合后外觀失效模式分析,焊接參數過大引起鍵合球變形,試驗初始參數以經驗基準參數為基準,上下調整進行驗證。單因素鍵合工藝參數見表3。
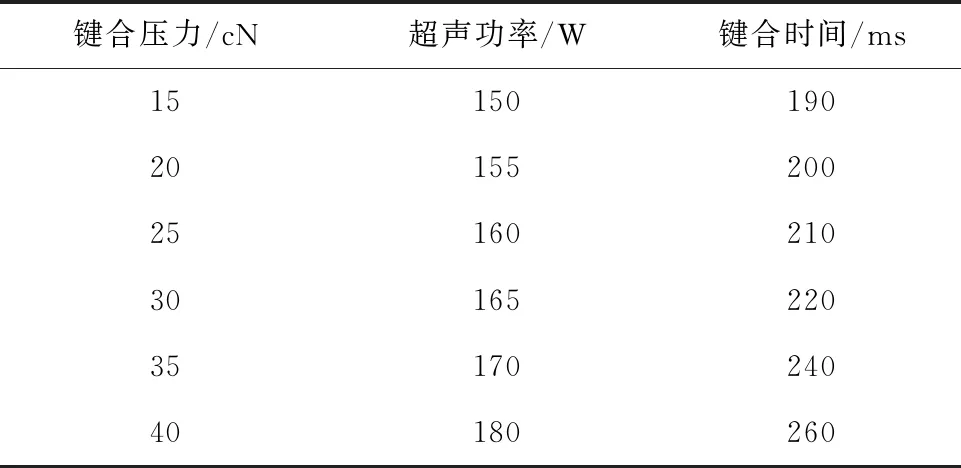
表3 單因素鍵合工藝參數
2.2.1 不同鍵合壓力下鍵合力檢測試驗
設置鍵合壓力值在15~40 cN范圍,每個鍵合壓力下進行10組參數測試,取其平均值(見表4)。隨著鍵合壓力增加,鍵合不斷加深,金球與鍵合界面的接觸面積不斷增大,提高了鍵合強度,但當鍵合壓力超過臨界點繼續增大時,鍵合壓力所帶來的引線振動會使鍵合強度降低,如鍵合點球形變形、斷裂等,容易造成提前斷線,同時過大的接觸應力,也可能造成零件損傷。鍵合壓力變化單點拉力值趨勢如圖4所示。
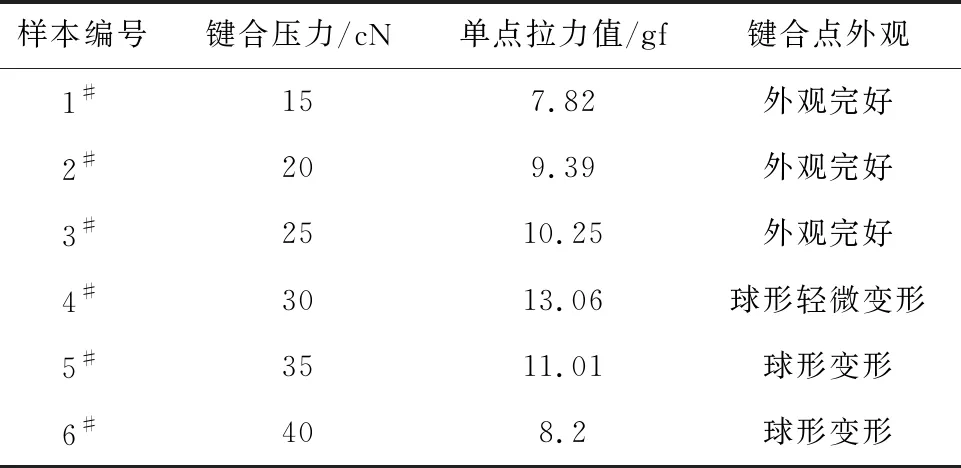
表4 不同鍵合壓力下單點鍵合拉力值
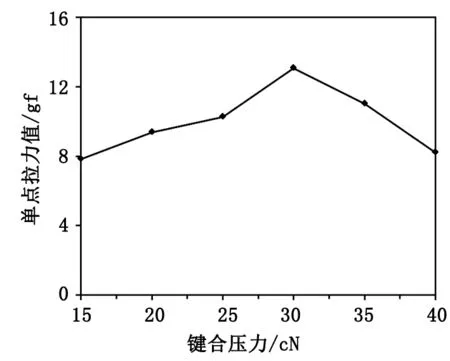
圖4 鍵合壓力變化單點拉力值趨勢
小結:由圖4可知,通過對拉力值、鍵合點外觀進行比較,選取鍵合壓力設置范圍為20~25 cN。
2.2.2 不同超聲功率下鍵合力檢測試驗
設置鍵合超聲功率范圍為150~180 W,每個超聲功率下進行10組參數測試,取其平均值(見表5)。超聲功率為焊接提供能量,能量過低導致鍵合強度過小,在鍵合過程中金絲向上抬起形成弧度時一般會被剝離導致無法連接成功,隨著超聲功率增加,超聲釋放能量使得焊接界面溫度升高去除表面氧化物,同時超聲振動產生往復式切向力,使得金球與焊盤直接發生摩擦,加大了接觸面積,提高了鍵合強度。當超聲功率超過臨界點增大時,鍵合強度會降低,這是因為超聲功率增大,鍵合區域摩擦磨損嚴重,導致鍵合失效。超聲功率變化單點拉力值趨勢如圖5所示。
小結:由圖5可知,通過對拉力值、鍵合點外觀進行比較,選取鍵合超聲功率設置范圍為150~165 W。
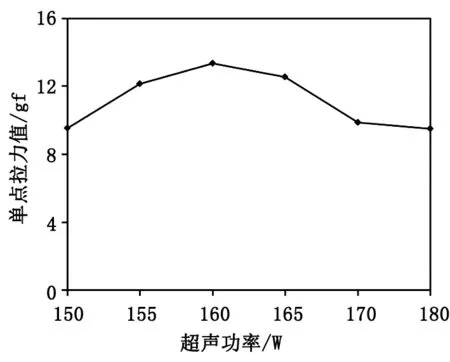
圖5 超聲功率變化單點拉力值趨勢
2.2.3 不同鍵合時間下鍵合力檢測試驗
設置鍵合時間范圍為190~260 ms,每個鍵合時間下進行10組參數測試,取其平均值(見表6)。隨著鍵合時間增加,吸收能量越多,焊點與焊盤之間的連接更可靠,鍵合強度增加,當鍵合強度達到臨界值后,鍵合時間增加會導致鍵合強度下降。鍵合時間變化單點拉力值趨勢如圖6所示。
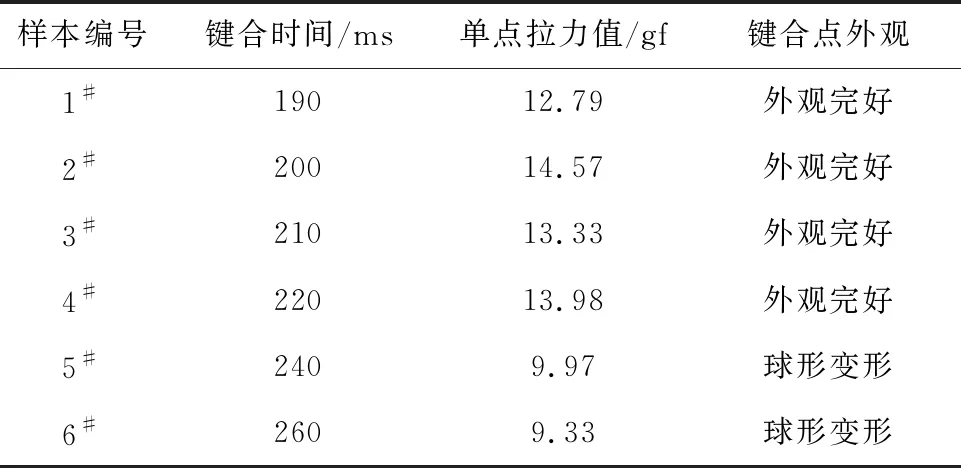
表6 不同鍵合時間下單點鍵合拉力值
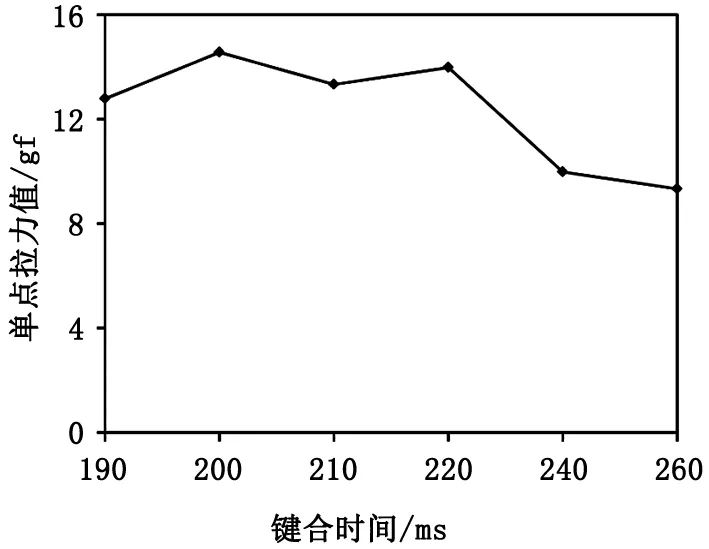
圖6 鍵合時間變化單點拉力值趨勢
小結:由圖6可知,通過對拉力值、鍵合點外觀進行比較,選取鍵合時間設置范圍為200~230 ms。
3 正交試驗法多因素鍵合工藝試驗
雙點鍵合試驗方法采用同一水平面鍵合力試驗,兩端鍵合點引線夾角θ為30°,測試方法如圖2所示,對工藝參數進行正交試驗。
正交試驗因素水平表設計:鍵合壓力、超聲功率和鍵合時間這3個因素,采用三因素四水平L16(43)正交表安排試驗(見表7),結果及分析見表8和表9。表8中有16種試驗方案,每種方案10組數據,共有160組測試數據。
根據極差大小判斷因素主次影響順序。R值越大,表示該因素的水平變化對試驗指標影響最大,因素越重要,可見拉力值影響力大小為鍵合壓力>鍵合時間>超聲功率。較優的工藝參數為A2B2C1,即鍵合壓力為23 cN,超聲功率為155 W,鍵合時間為200 ms。
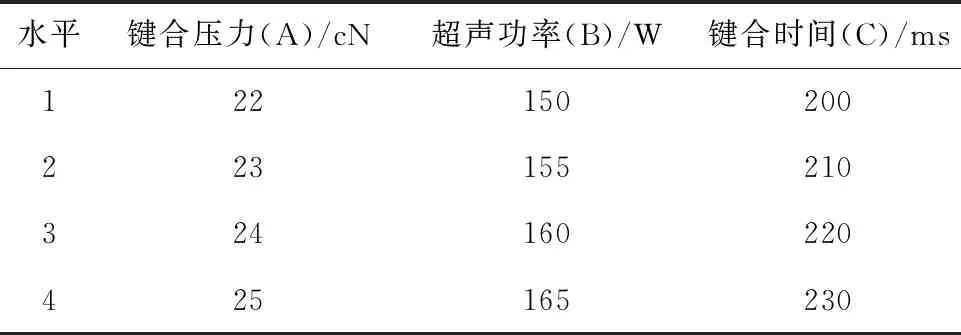
表7 正交試驗方案
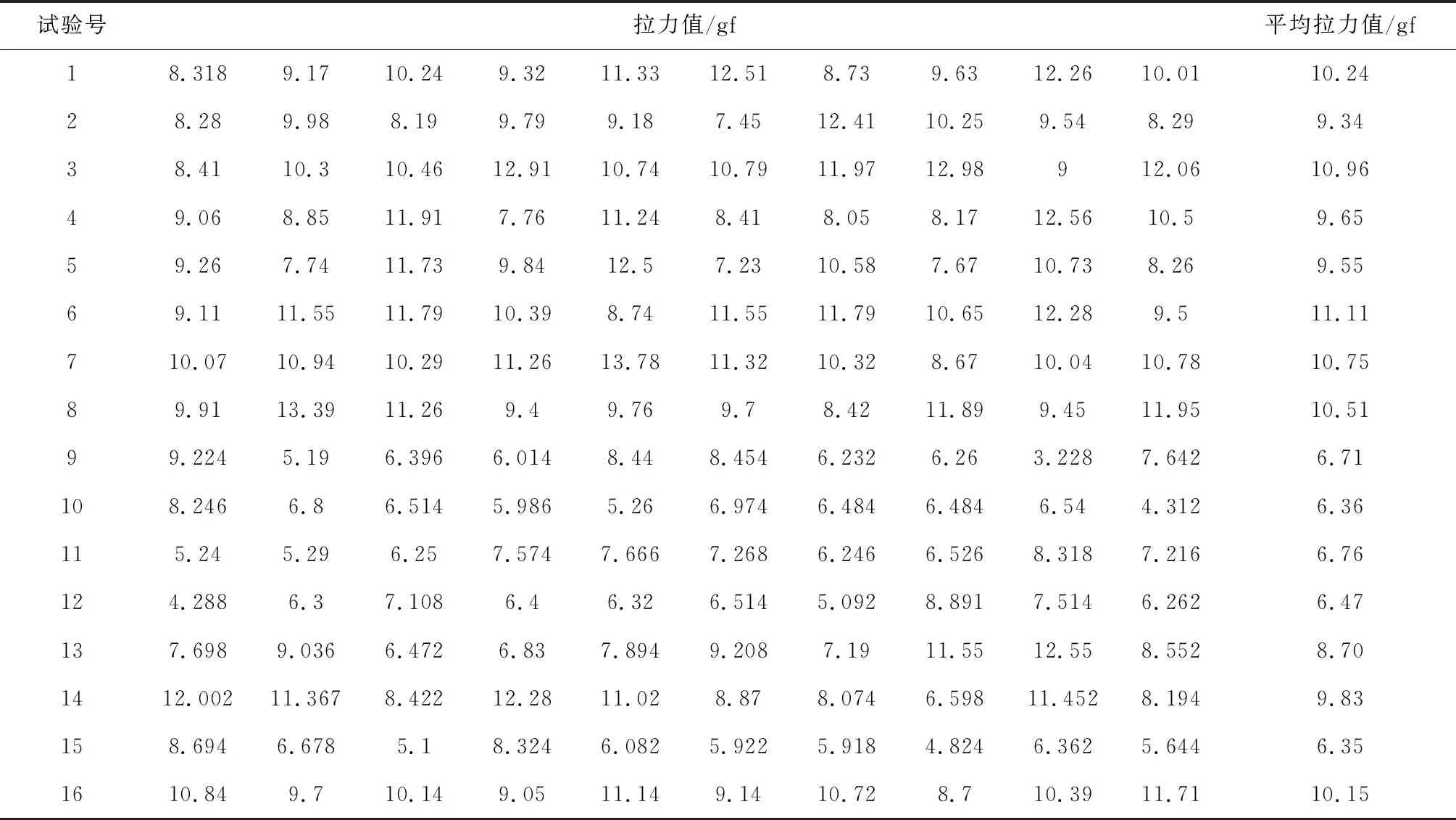
表8 正交試驗結果
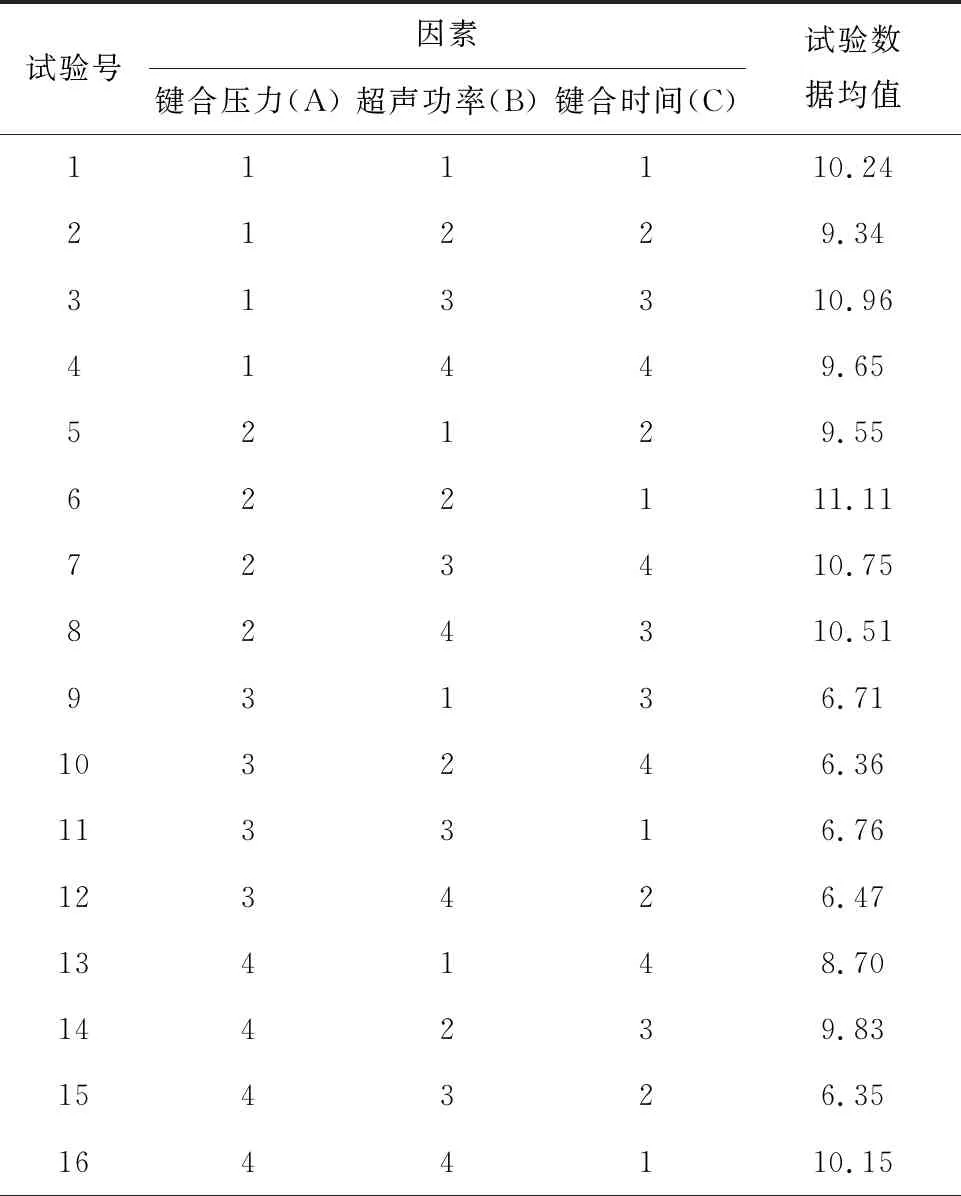
表9 正交試驗結果分析

(續表)
4 環境試驗鍵合拉力及推力影響
按照最優工藝參數A2B2C1,鍵合壓力為23 cN,超聲功率為155 W,鍵合時間為200 ms,開展鍵合拉力、推力環境試驗。選擇使用上述參數焊接試件,分別進行加速度計表頭高低溫、整表高低溫、高溫老煉試驗,分別進行不同環境下的鍵合拉力試驗。環境試驗雙點鍵合拉力結果曲線如圖7所示,環境試驗鍵合點推力結果如圖8所示。
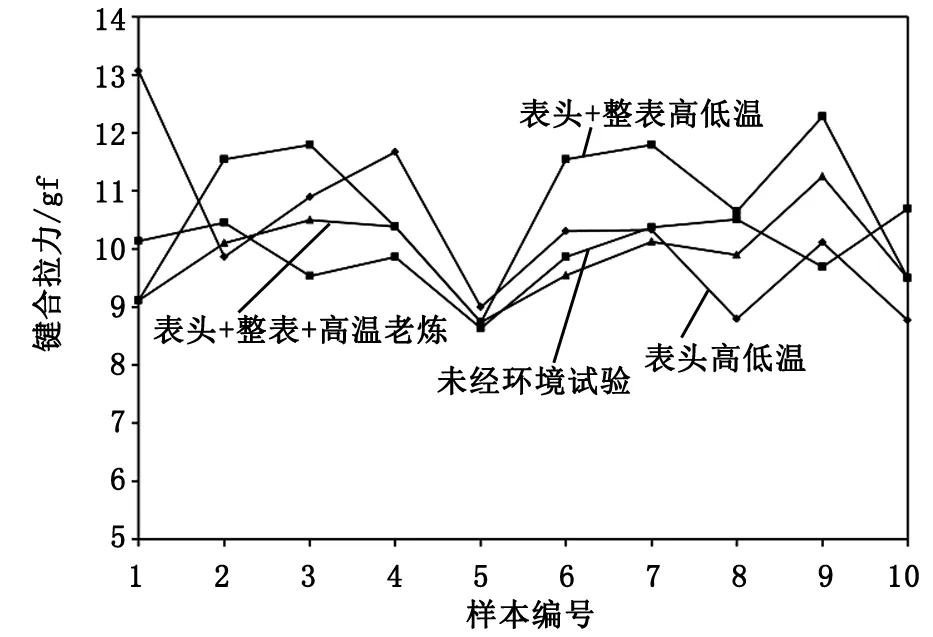
圖7 環境試驗雙點鍵合拉力結果曲線
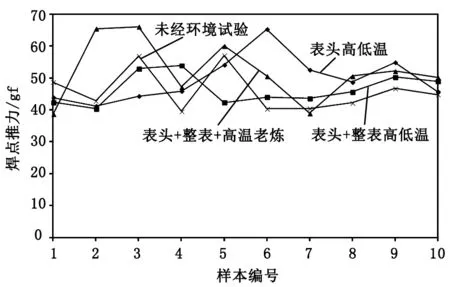
圖8 環境試驗鍵合點推力結果
小結:由上述試驗結果可知,不同溫度環境試驗鍵合點拉力值均分在8~14 gf之間,符合GJB 548B—2005《微電子器件實驗方法和程序》中2011A破壞性鍵合拉力試驗,25 μm金絲最小鍵合強度標準不小于3 gf的要求,滿足行業內不小于5 gf的要求。不同溫度環境試驗鍵合點推力值在38~70 gf之間,外觀符合200倍以上顯微鏡下擺片膜層上有金膜損傷,膜層上殘留金殘留20%~25%的要求。
5 加速度計環境溫度及力學影響
按照最優工藝參數A2B2C1,鍵合壓力為23 cN,超聲功率為155 W,鍵合時間為200 ms,裝配合格6塊加速度計,6塊加速度計進行裝配環境試驗、例行試驗、可靠性增長試驗,加速度計經過15項試驗驗證,測試結果加速度計輸出功能正常。隨機抽取1塊完成上述試驗的加速度計,檢查輸出K1過程數據(見圖9)。由試驗結果可知,試驗后加速度計輸出K1過程數據符合技術指標要求。
6 結語
通過鍵合點拉力及推力后失效模式識別及分析,對石英鍍膜擺片金絲鍵合單因素引線鍵合工藝參數進行摸索,確定單因素工藝參數最優取值范圍,
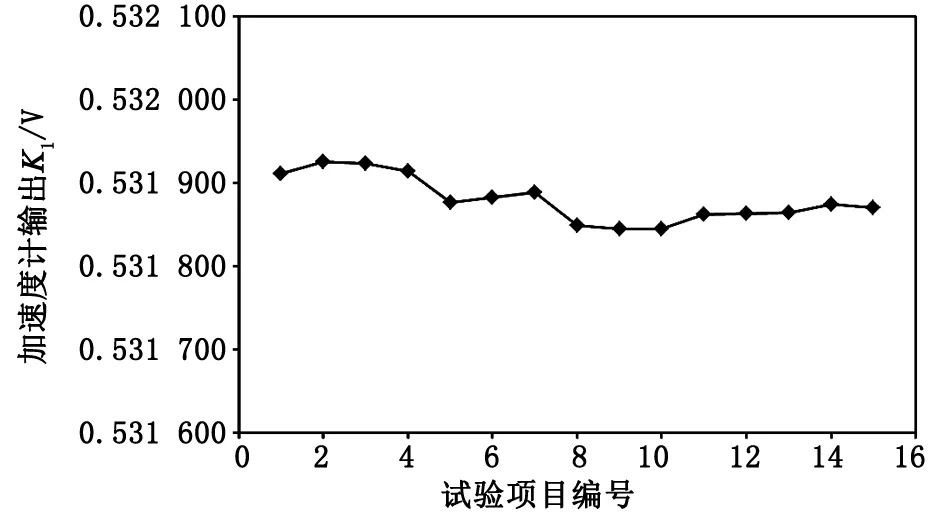
圖9 1#加速度計K1變化情況
并根據取值范圍,采用正交試驗法對影響金絲鍵合的鍵合壓力、超聲功率、鍵合時間等3個因素開展試驗影響分析,快速、高效地確認石英鍍膜擺片金絲鍵合的工藝參數,并對最優工藝參數進行裝配驗證。對裝配合格產品開展環境溫度試驗、力學試驗、長時間可靠性增長試驗等,最終驗證了金絲鍵合工藝方法的可行性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52