坐標(biāo)機(jī)測量超聲波探傷試塊法測量結(jié)果不確定度分析
2023-11-05 13:42:38姚興宇周原左欣欣王榮雙
品牌與標(biāo)準(zhǔn)化 2023年6期
姚興宇 周原 左欣欣 王榮雙
【摘要】超聲波探傷試塊是用于校準(zhǔn)超聲探傷設(shè)備常用的一種計量器具。本文介紹了采用三坐標(biāo)測量機(jī)對超聲波探傷試塊進(jìn)行誤差校準(zhǔn)的方法,并對該方法進(jìn)行了不確定度的分析,得出U=0.013 mm,k=2。
【關(guān)鍵詞】計量;坐標(biāo)測量機(jī);超聲波探傷試塊;不確定度
【DOI編碼】10.3969/j.issn.1674-4977.2023.06.006
Uncertainty Analysis of Blocks Used in Ultrasonic Testing Measured by Coordinate Machine
YAO Xingyu1, ZHOU Yuan2, ZUO Xinxin2, WANG Rongshuang2
(1.Liaoning Institute of Measurement, Shenyang 110004, China; 2.Haibin Electric Corporation〔Qinhuangdao〕Heavy Equipment Co., Ltd., Qinhuangdao 066000, China)
Abstract: Blocks used in ultrasonic testing is a common measuring instrument used to calibrate ultrasonic flaw detection equipment. This paper introduces the method of blocks used in ultrasonic testing by CMM, and analyzes the uncertainty of this method. The result is U=0.013 mm, k=2.
Key words: measurement; coordinate measuring machine; blocks used in ultrasonic testing; uncertainty
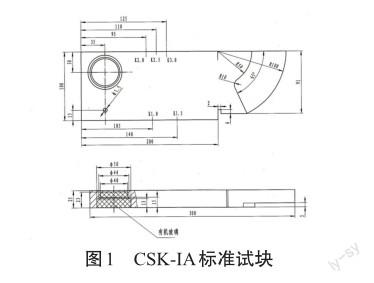
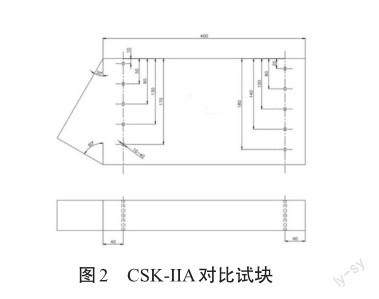
校準(zhǔn)超聲波探傷設(shè)備的常用方法是采用與已知量相比較的方法來確定其準(zhǔn)確性。具體方法是針對探傷儀需要測量的待測工件而特別制作一組具有相同材質(zhì)、熱處理工藝的超聲波探傷試塊。試塊具有規(guī)定的材質(zhì)、表面狀態(tài),也有已知的幾何形狀與尺寸,如深孔、凹槽,人工制造的缺陷等。試塊按照不同作用可分為標(biāo)準(zhǔn)試塊(如CSK-IA,見圖1)、對比試塊(如CSK-IIA、CSK-IIIA、RB-2等,見圖2),以及模擬試塊(如焊接模擬缺陷試塊)等。它的使用目的是校準(zhǔn)超聲波探傷儀的聲速及零點,以便得到比較準(zhǔn)確的測量厚度。
超聲波探傷試塊測量方法有很多,可以采用影像測量儀、萬能工具顯微鏡等光學(xué)測量方法進(jìn)行測量,這種方法適用于小孔或者一些具有刻線形狀的超聲波探傷試塊。對于一些深孔及不易測量到的地方可以采用注膠的方式進(jìn)行測量,這時需要通過膠槍把液體膠注入深孔中,同時在深孔中插入細(xì)鋼絲,以便于拔出凝固的膠狀物,通過測量固體膠來進(jìn)行復(fù)現(xiàn)探傷試塊的實際尺寸;還可以采用三坐標(biāo)方法進(jìn)行測量,三坐標(biāo)測量適應(yīng)范圍廣,可以適用于大多數(shù)探傷試塊的基本尺寸測量,具有測量準(zhǔn)確度高,速度快等優(yōu)點,缺點是三坐標(biāo)測量機(jī)價格昂貴,需要專業(yè)測量人員進(jìn)行操作,很多企業(yè)與計量院所不具備測量條件,但隨著坐標(biāo)測量機(jī)的普及采用坐標(biāo)機(jī)對超聲波試塊進(jìn)行測量的企業(yè)越來越多。本文著重對采用坐標(biāo)機(jī)進(jìn)行探傷試塊測量時的不確定度進(jìn)行分析,給相關(guān)的測量人員以參考。
坐標(biāo)測量機(jī)測量超聲波探傷試塊時,先使用無水乙醇或者汽油清洗試塊表面,然后按照試塊的外形,選擇合適的夾具,把超聲波探傷試塊定位在工作臺上,根據(jù)工件圖紙,建立工件坐標(biāo)系。采用自動測量模式對工件相應(yīng)的點、線、面、圓等元素進(jìn)行檢測,根據(jù)各個元素的坐標(biāo)值計算出相應(yīng)的測量結(jié)果。
2.1測量條件概述
2.1.1測量任務(wù)
用三坐標(biāo)測量機(jī)測量超聲波探傷試塊(300±0.05)mm的長度尺寸。
2.1.2測量條件
一般三坐標(biāo)測量機(jī)的工作在溫度(20±2)℃,溫度變化不超過1℃/h。
三坐標(biāo)測量機(jī)的光柵材料一般為光學(xué)玻璃,探傷塊通常為鋼制。
2.1.3計量標(biāo)準(zhǔn)
三坐標(biāo)測量機(jī)。
2.1.4被測對象
超聲波探傷試塊。
2.1.5測量方法
測量時按照測量要求裝夾試塊,使試塊保證在同一位置,測頭更換測針數(shù)量最少,旋轉(zhuǎn)角度最小,測量尺寸最多。測量前必須對測頭進(jìn)行校準(zhǔn),同時需要建立工件坐標(biāo)系,以保證坐標(biāo)測量無人為干擾。
2.2數(shù)學(xué)模型
2.3各不確定度分量評定過程
2.3.1由三坐標(biāo)測量機(jī)引入的不確定度分量u1
標(biāo)準(zhǔn)不確定度匯總情況見表1。
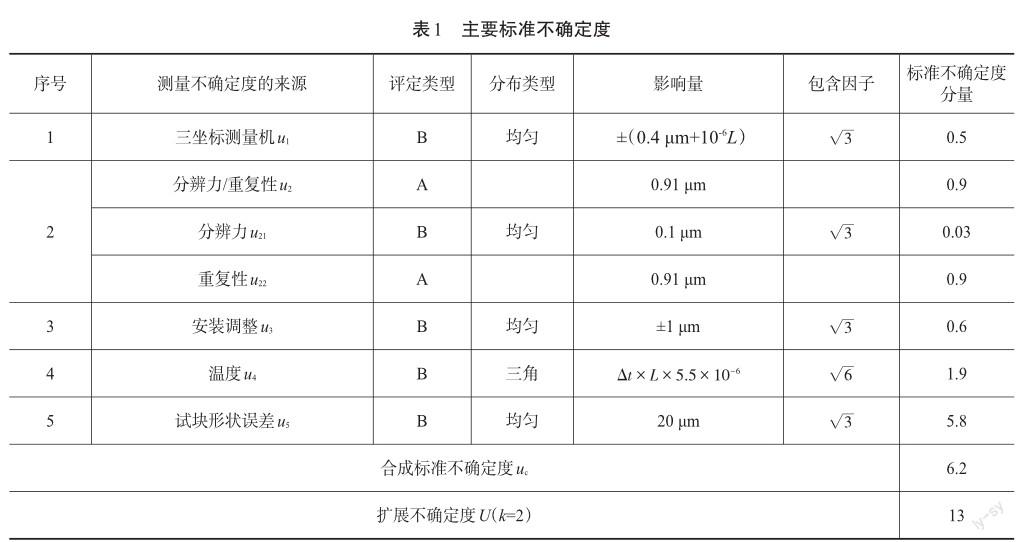
采用三坐標(biāo)測量機(jī),對300 mm超聲波探傷試塊進(jìn)行不確定度分析,得到U=0.013 mm,k=2。從表1中可以看出影響超聲波探傷試塊不確定度因素主要是溫度和試塊的形狀誤差,坐標(biāo)測量機(jī)本身誤差和裝夾問題引入的不確定可以忽略。
【參考文獻(xiàn)】
[1]超聲波探傷試塊校準(zhǔn)規(guī)范:JJF 1487—2014[S] .
[2]胡汝舜.超聲探傷試塊的設(shè)計[J].鍋爐技術(shù),1992(11):11-15.
[3]黎觀宇,池娟.超聲波探傷便攜試塊的制作[J].廣東建材,2018,34(6):30-31.
【作者簡介】
姚興宇,男,1981年出生,高級工程師,研究方向為線紋檢測。
(編輯:李加鵬)