超長(zhǎng)超薄大直徑無(wú)縫鋼管制造技術(shù)探討
2023-11-06 09:05:22謝榮華武漢重工鑄鍛有限責(zé)任公司
鍛造與沖壓 2023年19期
關(guān)鍵詞:檢測(cè)
文/謝榮華·武漢重工鑄鍛有限責(zé)任公司
某超長(zhǎng)超薄無(wú)縫鋼管鍛件,長(zhǎng)度≥11000mm,毛坯管壁厚≤25mm,精加工壁厚:m m,外圓直徑:。該產(chǎn)品廣泛應(yīng)用于某型航天產(chǎn)品旋壓工藝的坯料制備,該類超長(zhǎng)超薄大直徑無(wú)縫鋼管的制造,尤其是軋制過(guò)程、熱處理過(guò)程、機(jī)械加工等工序過(guò)程的技術(shù)參數(shù)控制十分困難,因此,開(kāi)展相關(guān)的技術(shù)研究、探討是十分必要的。現(xiàn)以42CrMoA 材料為實(shí)例,研究其工藝實(shí)現(xiàn)過(guò)程。
制造流程
超長(zhǎng)超薄大直徑無(wú)縫鋼管的制造流程:鋼錠冶煉→坯料鍛造→坯料粗車(chē)→筒體軋制→熱處理→相關(guān)試驗(yàn)→最終加工→包裝。
鋼錠冶煉
鋼錠采用經(jīng)電爐冶煉的鎮(zhèn)靜鋼,并經(jīng)爐外精煉。具體冶煉路線為:電爐冶煉(EF)+鋼包爐精煉及真空處理(LFV)+氬氣(Ar)保護(hù)下注。鋼錠凝固后采用熱送方式至鍛造工序。
鋼錠熔煉分析化學(xué)成分見(jiàn)表1。鋼錠實(shí)物如圖1所示。

表1 熔煉化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
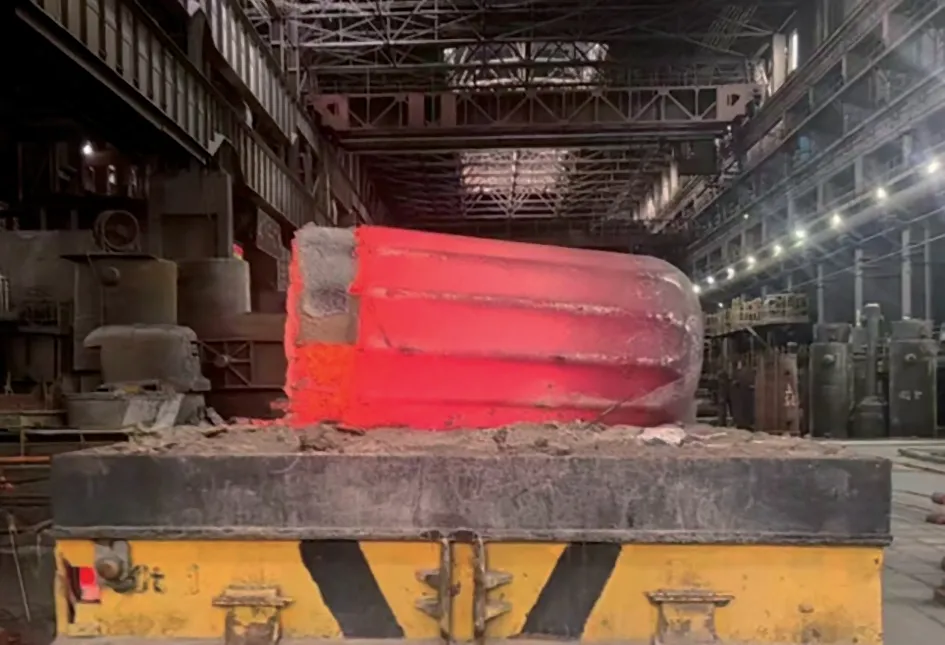
圖1 鋼錠實(shí)物
坯料鍛造
為滿足軋制尺寸要求,鋼錠需鍛造制備符合要求的坯料。
鋼錠加熱
鋼錠鍛造前經(jīng)過(guò)加熱。加熱工藝如圖2 所示。
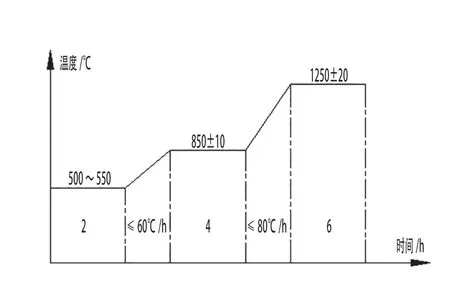
圖2 鋼錠加熱工藝
坯料鍛造成形
坯料成形的難度在于鋼錠鐓粗,鋼錠的高徑比較大,鐓粗時(shí)易產(chǎn)生彎曲變形,需要反復(fù)校直后再鐓粗。鋼錠加熱出爐后,錠身距冒口線50mm 壓鉗把,底部帶冒鐓粗,鐓粗后操作機(jī)夾持拔長(zhǎng)。鐓粗過(guò)程如圖3所示,拔長(zhǎng)過(guò)程如圖4 所示。
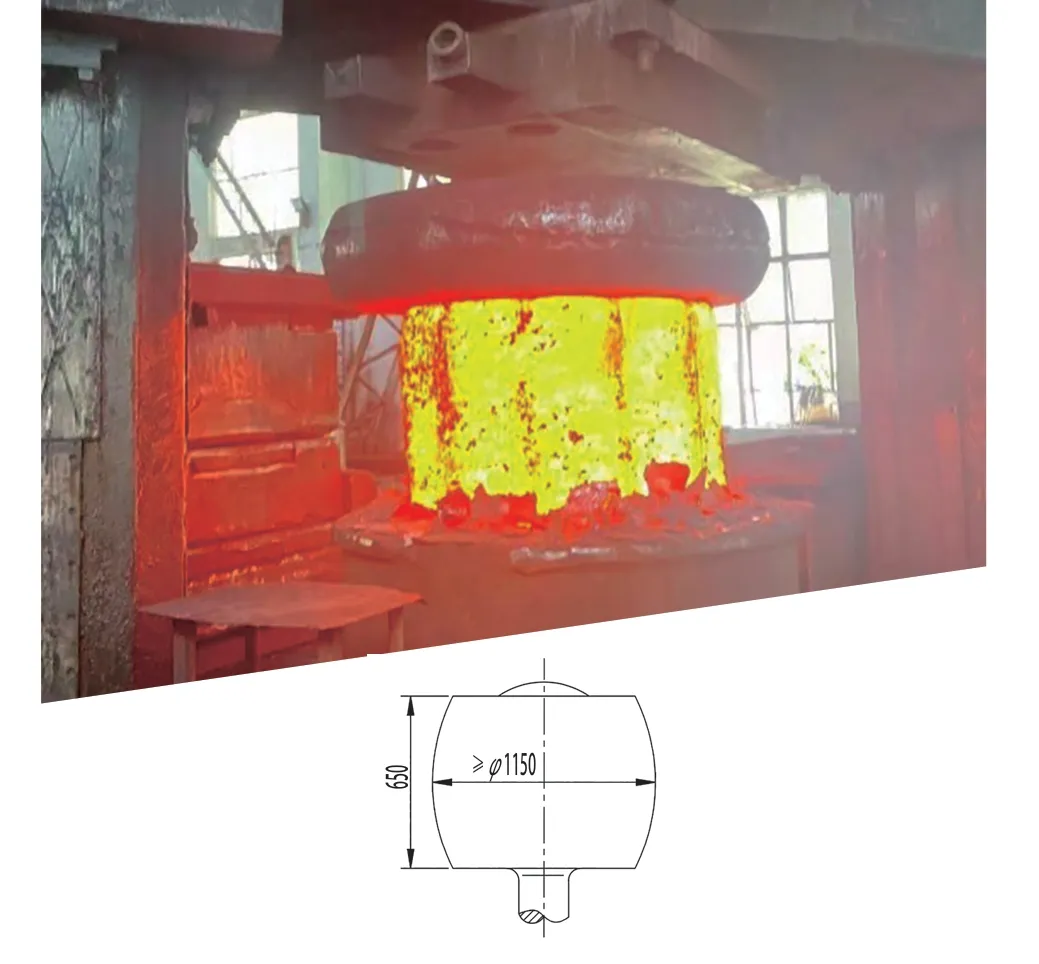
圖3 鐓粗過(guò)程及示意圖
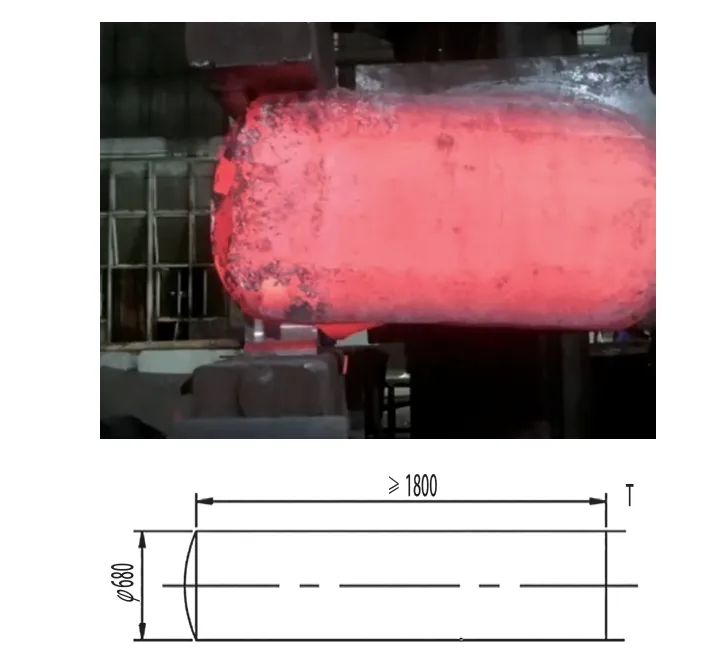
圖4 拔長(zhǎng)過(guò)程及坯料示意圖
坯料鍛后熱處理
坯料鍛后執(zhí)行等溫退火,主參數(shù)控制在620±10℃,均保溫時(shí)間根據(jù)直徑尺寸按1.5h/100mm執(zhí)行。
筒體軋制
坯料粗車(chē)
將坯料兩端鋸平,外圓帶白,并進(jìn)行摸底探傷。粗車(chē)后坯料如圖5 所示。

圖5 粗車(chē)后坯料

軋制設(shè)備
φ820mm 精密斜軋機(jī)組(穿孔機(jī)、精軋機(jī))。
軋制過(guò)程
熱軋過(guò)程為一穿、二穿(第一火)+三穿、精軋(第二火)。主要技術(shù)參數(shù)見(jiàn)表2。軋制后筒形件實(shí)物如圖6 所示。
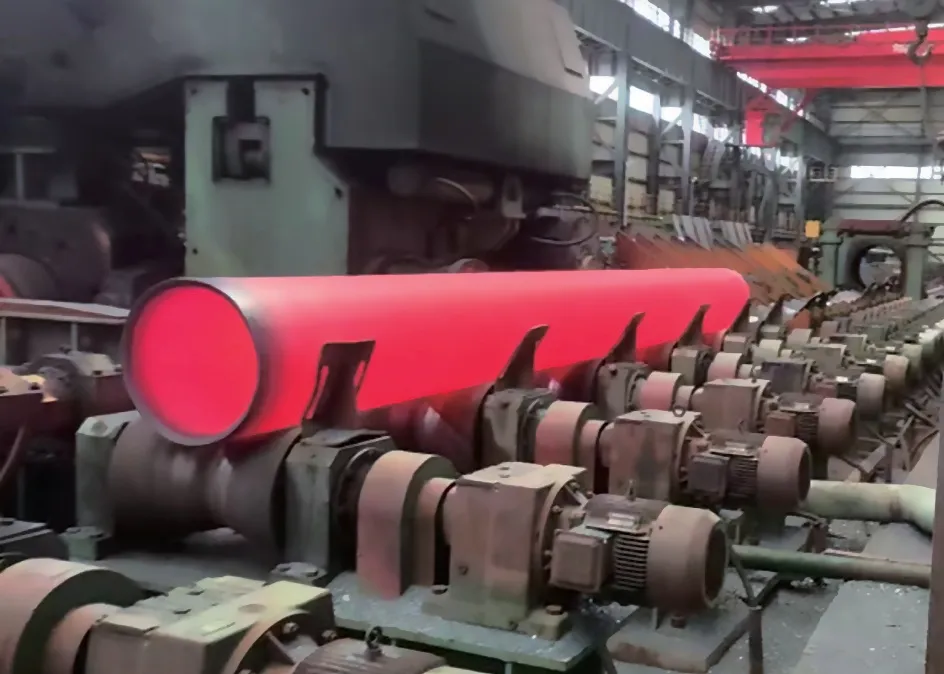
圖6 軋制后筒形件實(shí)物
熱處理
軋制后進(jìn)行調(diào)質(zhì)熱處理。
為防止軋件變形,在首尾兩端及中間部位墊U 形墊鐵。具體裝爐方式如圖7 所示。
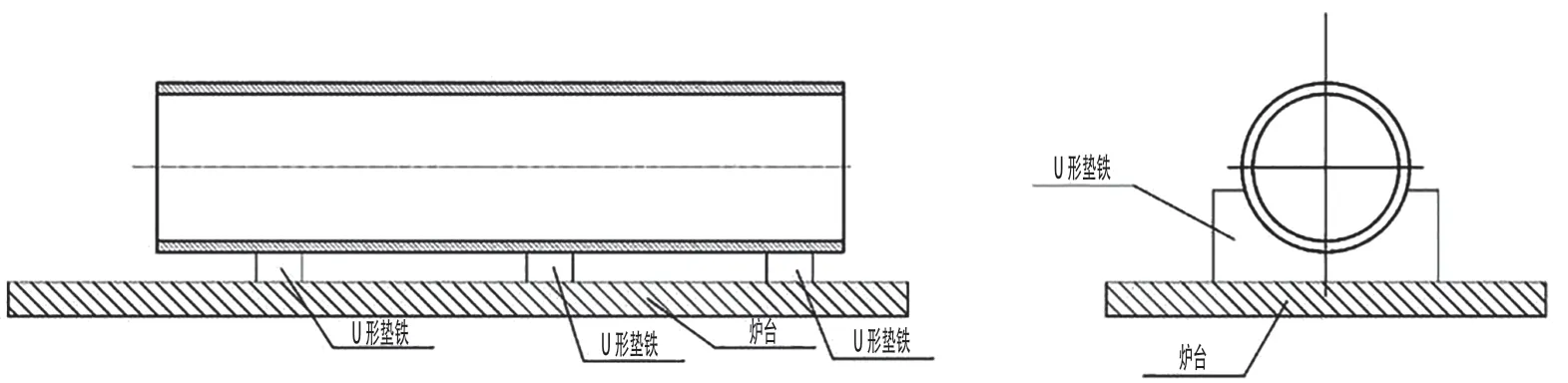
圖7 裝爐示意圖
熱處理曲線如圖8 所示,淬火時(shí)為保證冷卻效果,水冷時(shí)工件充分竄動(dòng)。
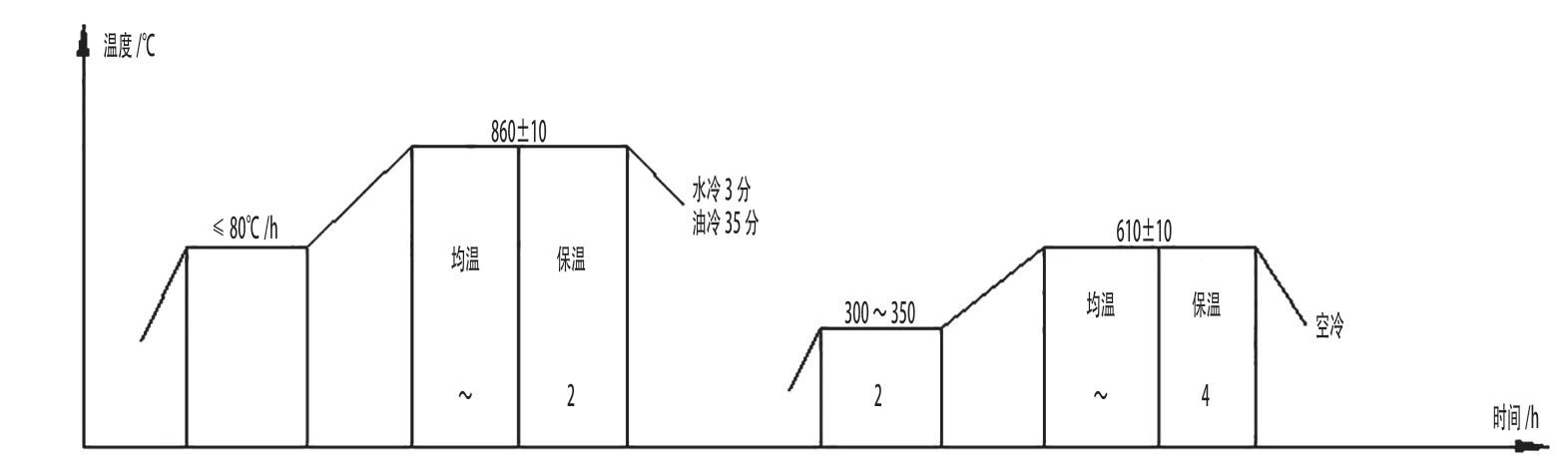
圖8 熱處理工藝曲線
熱處理后實(shí)物如圖9 所示。

圖9 熱處理后實(shí)物
檢測(cè)試驗(yàn)
熱處理后進(jìn)行相關(guān)檢測(cè)試驗(yàn)。包括:成品分析、超聲波檢測(cè)、力學(xué)性能檢測(cè)、非金屬夾雜物、晶粒度。
成品分析
成品分析結(jié)果見(jiàn)表3。

表3 成品化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
超聲波檢測(cè)
按GB/T 6402-2008 標(biāo)準(zhǔn)4 級(jí)驗(yàn)收。探傷合格。
力學(xué)性能
力學(xué)性能檢測(cè)結(jié)果見(jiàn)表4。

表4 力學(xué)性能
非金屬夾雜物
非金屬夾雜物檢測(cè)結(jié)果見(jiàn)表5。

表5 非金屬夾雜物(級(jí))
晶粒度
晶粒度檢測(cè)結(jié)果見(jiàn)表6。
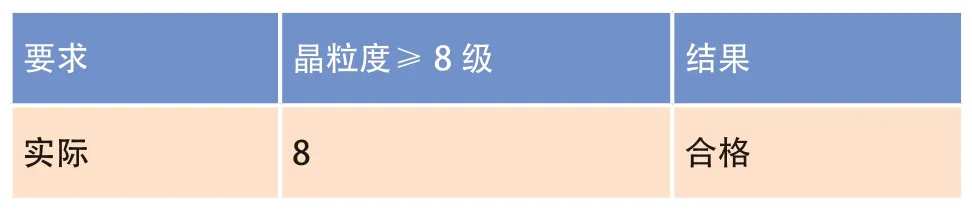
表6 晶粒度


最終加工
各項(xiàng)檢測(cè)試驗(yàn)合格后進(jìn)行最終加工。
兩端上端面套,上車(chē)床,以外圓為基準(zhǔn)找正,車(chē)外圓至最終交貨狀態(tài)。
再上深孔鉆鏜床,以外圓為基準(zhǔn),加工內(nèi)孔至最終交貨狀態(tài)。
因工件長(zhǎng)度≥11000mm,壁厚≤25mm,直徑≥800mm,在加工過(guò)程中極易產(chǎn)生變形,為解決該問(wèn)題采取以下措施:
⑴在車(chē)床上加工時(shí)采取以下措施:①兩端端面套,裝夾長(zhǎng)度應(yīng)控制在30mm 以內(nèi),且裝夾位置位于長(zhǎng)度本體以外;②刀具采用硬質(zhì)合金90°車(chē)刀;③切削時(shí),主軸轉(zhuǎn)速為20r/min~25r/min,進(jìn)給速度為0.2mm/r~0.3mm/r,吃刀深度控制在0.2mm ~0.3mm;④切削時(shí),必須使用切削液,對(duì)刀具進(jìn)行冷卻。
⑵在深孔鉆鏜床上加工時(shí)采取以下措施:①裝夾長(zhǎng)度應(yīng)控制在30mm 以內(nèi),且裝夾位置位于長(zhǎng)度本體以外;在架位處,采用套筒對(duì)架位處進(jìn)行加固;②刀具采用硬質(zhì)合金機(jī)夾刀;③切削時(shí),主軸轉(zhuǎn)速為18r/min ~20r/min,進(jìn)給速度為0.2mm/r ~0.3mm/r,吃刀深度控制在0.2mm ~0.3mm。
加工后筒形件實(shí)物見(jiàn)圖10。

圖10 最終加工后產(chǎn)品實(shí)物
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
