工廠設備的電氣控制與一種優(yōu)化方案
2023-11-07 09:13:28宋作明
電器工業(yè) 2023年11期
宋作明
(長沙礦冶研究院有限責任公司工程設計院)
0 引言
目前工廠設備的操作一般采用兩地操作模式:設備現(xiàn)場就地操作、控制中心遠程監(jiān)控;有些設備還會因為工藝流程的安全需要,采用三地操作模式:設備現(xiàn)場就地操作、現(xiàn)場異地操作、控制中心遠程監(jiān)控。無論是兩地還是三地操作模式,設備的配電屏、現(xiàn)場控制箱以及PLC 控制柜之間的連線均采用DI/DO電氣硬接線的方式,具有線纜多、成本高、敷設復雜,維護和技改升級困難等缺點。本文基于現(xiàn)有的電氣控制系統(tǒng)的上述缺陷,提出將DI/DO 轉(zhuǎn)換為總線信息傳輸,能簡化布線,節(jié)約投資,幫助企業(yè)提高運行和維護效率,是一種更優(yōu)方案。
1 現(xiàn)有工廠設備的電氣控制
(1)電氣控制系統(tǒng)介紹
目前工廠設備的電氣控制普遍采用DCS 控制系統(tǒng),結(jié)合視頻監(jiān)控系統(tǒng),對工廠設備進行遠程的集中控制和監(jiān)視。其中視頻監(jiān)控系統(tǒng)用于對現(xiàn)場環(huán)境進行監(jiān)視,確認現(xiàn)場環(huán)境是否安全,在確認現(xiàn)場環(huán)境安全的情況下,使用DCS 系統(tǒng)對工廠設備進行啟動和聯(lián)鎖控制,以及對工廠設備進行數(shù)據(jù)采集、監(jiān)視等,從而實現(xiàn)工廠設備現(xiàn)場的無人、自動作業(yè)。
現(xiàn)有的電氣控制方式一般在設備主機現(xiàn)場設置有現(xiàn)場控制箱,利用現(xiàn)場控制箱可對設備的工作模式進行選擇:現(xiàn)場控制/檢修/聯(lián)鎖控制。當選擇為“現(xiàn)場控制”時,可對設備主機進行現(xiàn)場手動控制;當選擇為“檢修”時,可對設備停電進行檢修;當選擇為“聯(lián)鎖控制”時,可使用DCS 系統(tǒng)對設備進行遠程集中控制。因此工廠設備一般具有現(xiàn)場操作、DCS中心遠程監(jiān)控的兩地操作模式,正常工作時一般使用DCS 控制系統(tǒng)對工廠設備進行集中控制,在現(xiàn)場有緊急事故或需要現(xiàn)場手動操作時,也可在現(xiàn)場啟停和控制設備。
(2)電氣傳動介紹
圖1為工廠設備電氣傳動的基本原理圖,配電屏主電源經(jīng)斷路器開關(guān)、接觸器控制、電機驅(qū)動和保護裝置后啟停和控制機電設備。其中SA 選擇開關(guān)、啟動SF 按鈕、停止SS 按鈕為機電設備的現(xiàn)場控制箱內(nèi)的器件,能在現(xiàn)場啟動和停止設備;其余器件包括斷路器、接觸器、中間繼電器等為安裝在配電屏內(nèi)的器件,PLC 節(jié)點為來自DCS 控制系統(tǒng)中PLC 的干接點,為DCS 控制機電設備的遠程電氣接口。無論是在現(xiàn)場操作還是DCS 聯(lián)鎖控制模式下,只有控制接觸器KM 閉合后,為設備接通電源,才能啟動和運行設備。
工廠設備的電氣傳動一般分為變頻控制、軟啟動、直接啟動三種方式,因此圖1 的電機驅(qū)動與保護裝置根據(jù)工藝需要可分別選擇變頻器、軟啟動器、馬達保護器或熱繼電器等。一般對工藝有變頻需求的機電設備,采用變頻控制的傳動方式,由變頻裝置對機電設備實施控制,并進行過載、過流等保護,對于重載設備或機電設備的電纜較長,一般放大一檔選擇變頻器;對于功率超過75kW 的機電設備,可采用軟啟動裝置對設備進行控制,并進行過載、過流等保護;其余機電設備一般采用直接啟動方式,采用馬達保護器或熱繼電器進行控制和保護。
圖2為工廠設備DCS 集中控制的原理框圖。若現(xiàn)場控制箱的SA 開關(guān)選擇“現(xiàn)場操作”模式時,則在設備現(xiàn)場啟動、停止設備;若選擇“聯(lián)鎖控制”模式時,則可在控制中心的PC 操作單站或PC 工程師站遠程啟動設備,多個設備可根據(jù)設定的聯(lián)鎖邏輯自動啟動和運行。P11…P1k,Pm1…Pmk為配電屏與設備的現(xiàn)場控制箱之間DI/DO 的連接電纜(常采用多芯控制電纜),而工廠設備一般較多,因此所需的控制電纜數(shù)量也比較多,電纜敷設復雜。在該外部控制線路故障時,因電纜敷設較多也較復雜,對故障進行診斷和檢修就比較困難。另外,在工廠設備電氣控制系統(tǒng)的后續(xù)技術(shù)升級或控制條件改變時,需要更改現(xiàn)場控制箱設計,重新敷設電纜,而現(xiàn)場控制箱安裝在設備現(xiàn)場,配電屏一般集中布置在配電室,距離較遠,因此敷設電纜較多也比較復雜,敷設電纜的成本也比較大。
D11…D1n為配電屏與PLC 控制柜間DI/DO 的連接電纜(常采用多芯控制電纜),這些電纜為PLC 控制柜對機電設備的遠程控制接口。配電屏通過這些電纜上傳機電設備的自動操作、運行狀態(tài)等DI/DO 信息至PLC 控制柜。而工廠設備一般較多,因此所需的控制電纜數(shù)量也比較多,成本也比較大,不便于日常維護和技術(shù)升級改造。
2 一種優(yōu)化方案
為解決上述電氣控制系統(tǒng)存在的缺陷,擬設計一種標準的I/O 模塊,該I/O 模塊主要功能為采集外部的DI/DO 信息并轉(zhuǎn)化為總線信息傳輸,從而簡化工廠電氣控制系統(tǒng)的布線,成為一種更優(yōu)的電氣控制方案。
(1)一種標準I/O 模塊
設計一款標準I/O 模塊,該模塊采用CPU 微控制器,具備CAN、以太網(wǎng)通訊接口,+5V 的DI、DO接口,以及220V 的輸入、輸出接口,內(nèi)部220V 電源接口。該標準I/O 模塊的原理框圖如圖3 所示。
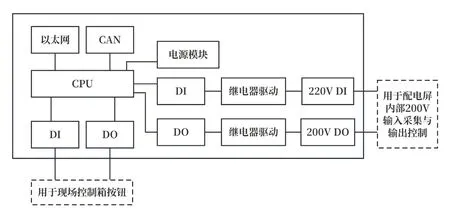
圖3 I/O 模塊原理框圖
圖3 中標準I/O 模塊的DI、DO 接口用于采集外部+5V 的DI/DO 信息,可采集現(xiàn)場控制箱(+5V)按鈕的啟動、閉合或開關(guān)的選擇狀態(tài);220V DI、220V DO 用于采集外部220V 的DI/DO 信息,其中220V DI 可采集配電屏內(nèi)部接觸器、繼電器或外部PLC 無源節(jié)點的斷開、閉合狀態(tài),220V DO 用于驅(qū)動配電屏內(nèi)接觸器、中間繼電器線圈等設備。
CPU 內(nèi)設3 個標準程序模塊:50ms 定時器處理程序、CAN 總線處理程序、以太網(wǎng)處理程序,以下分別介紹每個程序模塊的任務和作用。
1)50ms 定時器處理程序:主要是以50ms 的周期定時查詢各DI 輸入的狀態(tài),根據(jù)檢測到的DI 狀態(tài),對主接觸器閉合變量賦值0 或1,然后通過CAN 總線發(fā)送該變量值,主要完成對+5V 的DI/DO 采集。將I/O 模塊裝置在現(xiàn)場控制箱內(nèi),該50ms 定時器處理程序主要用于檢測現(xiàn)場控制箱外部按鈕的啟動、閉合狀態(tài),根據(jù)軟件內(nèi)設的邏輯判斷主接觸器是否需要閉合或者斷開,并對閉合變量相應地賦值,如圖4 所示。

圖4 50ms 定時器流程圖
2)CAN 總線處理程序:對接收的CAN 總線數(shù)據(jù)包進行解析,若接收到的主接觸器閉合變量值為1,則驅(qū)動220V DO 輸出,主接觸器相應閉合,否則主接觸器斷開,主要完成對220V DI/DO 的采集和驅(qū)動。因此,將I/O 模塊裝置在配電屏內(nèi),該程序主要用于配電屏接收現(xiàn)場控制箱發(fā)送的CAN 總線信息,并對該信息進行解析后來驅(qū)動主接觸器的閉合或斷開,從而為機電設備接通或斷開主電源,如圖5 所示。
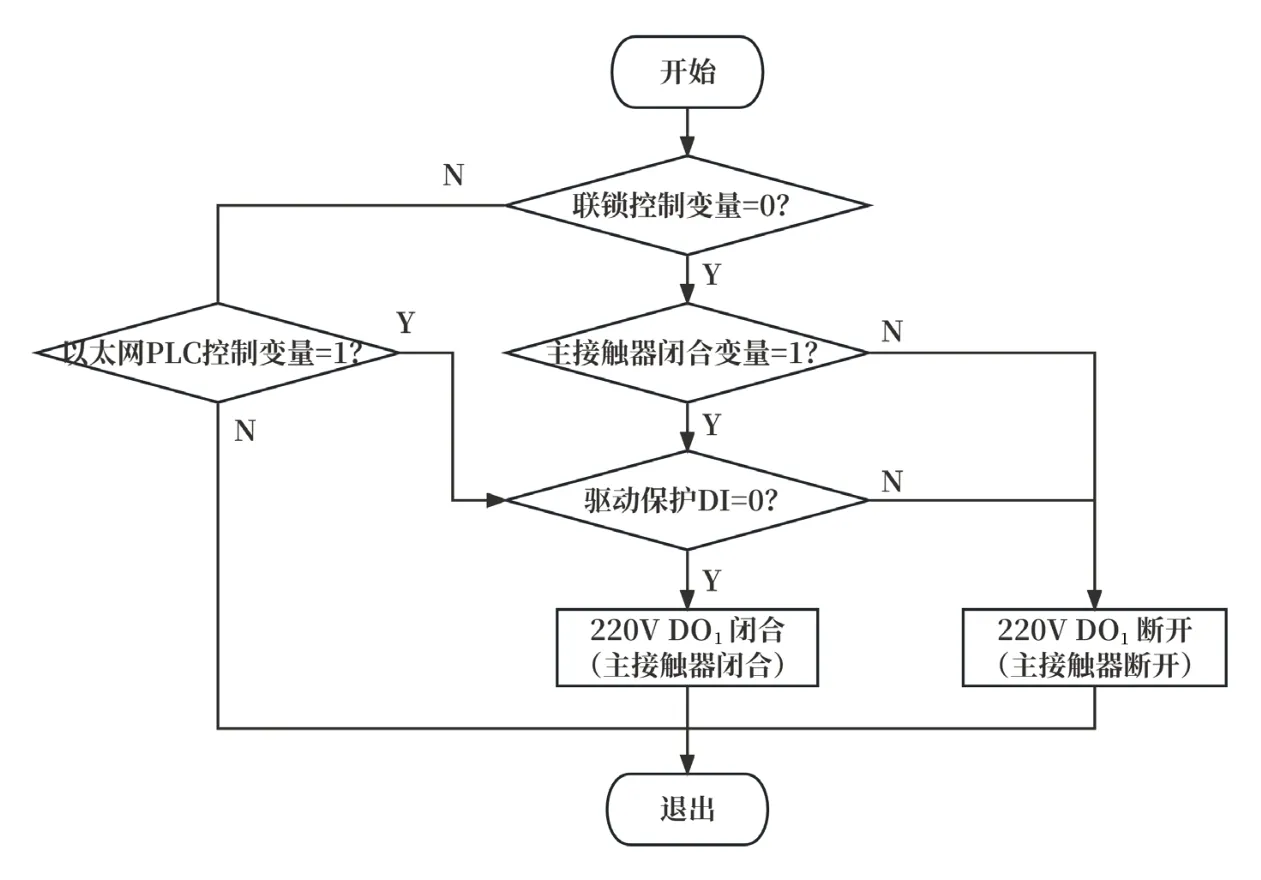
圖5 CAN 總線接收處理流程圖
3)以太網(wǎng)處理程序:與CAN 總線處理程序類似,在PC 操作單站或PC 工程師站遠程操作時,PLC程序設置PLC 控制變量為1,并通過以太網(wǎng)發(fā)送給配電屏。當配電屏收到以太網(wǎng)數(shù)據(jù)包時,解析數(shù)據(jù)包中PLC控制變量值:當該值為1 時,則I/O 模塊驅(qū)動220V DO輸出,主接觸器閉合;當該值為0 時,則I/O 模塊不會驅(qū)動220V DO 輸出,主接觸器保持斷開狀態(tài)。
(2)優(yōu)化后的電氣控制方案
將上述標準I/O 模塊分別裝配在現(xiàn)場控制箱和配電屏內(nèi),采集外部DI/DO 信息并轉(zhuǎn)換為總線信息發(fā)送。圖6 中,Y11…Y1k,Ym1…Ymk為配電屏(電源)至機電設備的配電電纜;R11…R1k,Rm1…Rmk配電屏至控制箱間的CAN 總線控制線纜;E11…E1n為配電屏至PLC 之間的以太網(wǎng)控制線纜。采用此種電氣控制方式,僅車間機電設備的配電電源采用電氣電纜,其余所有的控制電纜均采用總線通訊方式,極大減少了電氣電纜的數(shù)量。因此該優(yōu)化后的電氣控制方案,首先節(jié)省了投資費用,其次簡化了工廠布線,減少了線纜敷設安裝的復雜程度,便于日常維護和故障診斷,對今后可能的技術(shù)升級改造,不用重新更改控制箱設計和重新敷設控制線路,直接利用標準I/O 模塊擴展I/O,并采集I/O 信息后通過總線發(fā)送。優(yōu)化后的電氣控制原理框圖如圖6 所示。
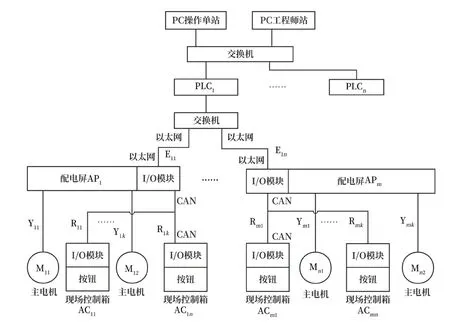
圖6 優(yōu)化電氣控制原理框圖
3 方案對比
本方案的重點在于增加了標準I/O 模塊,采集DI/DO 信息轉(zhuǎn)換為總線信息傳輸,簡化了工廠布線。該標準I/O 模塊設計簡單,采用CPU+I/O+通訊接口模式,同時內(nèi)部設計標準程序模塊,易于實現(xiàn),成本也較低。下表列出現(xiàn)有電氣控制方案與本方案的對比。
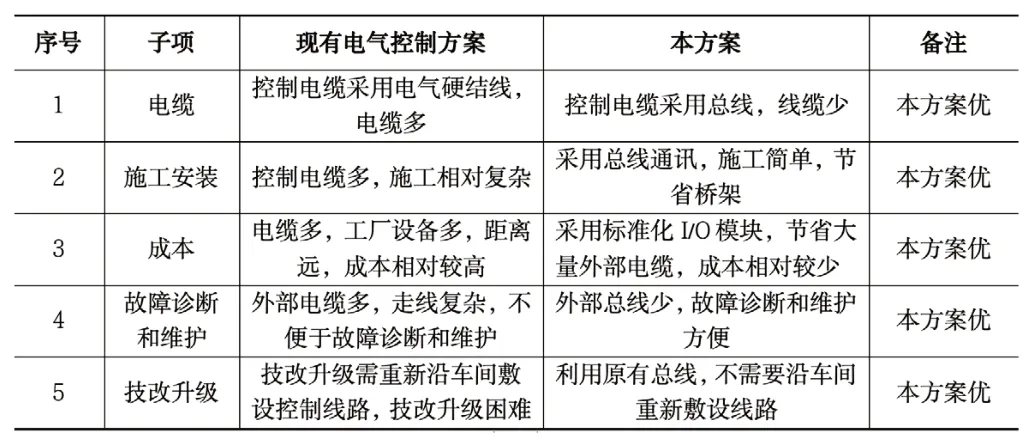
表 兩種方案的對比
另外,現(xiàn)有電氣控制方案的電氣可靠傳輸距離一般不超過300m,但在某些設備現(xiàn)場異地操作控制的情況下,電氣距離可能超過300m 甚至更遠,在此種情況下應用現(xiàn)有電氣控制方案,降低了可靠性。而本方案采用總線通訊,一般有效距離至少可達1km,在距離更遠的地方可以采用中繼,或者采用光纖模式。因此,綜合上表,本方案解決了現(xiàn)有電氣控制系統(tǒng)方案存在的一些問題,是一種更優(yōu)方案。
4 結(jié)束語
本文在介紹現(xiàn)有電氣控制方案的基礎上,介紹一種優(yōu)化方案。本優(yōu)化方案主要是增加標準I/O 模塊,將外部的DI/DO 轉(zhuǎn)化為總線信息傳輸,從而簡化工廠電氣控制系統(tǒng)的布線。在實際應用過程中,需注意將I/O 模塊的硬件和軟件均做好標準化,以便擴展,或者做成可二次開發(fā)模式。本方案的應用改變了現(xiàn)有電氣控制系統(tǒng)方案存在的一些問題,可幫助企業(yè)節(jié)省投資和運營成本,有很廣闊的應用前景和社會效益。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
通信電源技術(shù)(2018年5期)2018-08-23 01:16:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年19期)2017-02-02 07:08:54
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:49
工業(yè)設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
