毛紡織設備可編程控制器自動化系統的研究與應用
2023-11-08 08:48:22張一帆
毛紡科技 2023年10期
張一帆,程 琤
(1.漯河醫學高等專科學校,河南 漯河 462002; 2.鄭州航空工業管理學院,河南 鄭州 450046)
要實現毛紡工業的高質量自動化生產,就要提高毛紡織機械設備的自動化控制程度[1]。速度是紡織機械設備工作過程中最為關鍵的參數之一,受機械設備本身、生產工藝水平以及生產材料等因素的影響,生產過程中,設備的運行速度很容易偏離理想數值。速度過慢雖然能保證生產質量,但是無法保證高工作效率;速度過快雖然提高了效率,但是生產質量就會受到影響[2]。如何讓速度這一參數穩定在理想水平上一直是毛紡工業生產中研究的重點。在自動化系統設計中,控制器的選擇及其對應控制算法的使用是關鍵。控制算法通過不斷調節系統,糾正生產過程中產生的速度偏移,以便讓紡織設備的工作速度能盡可能地回到設定的理想水平上。目前,控制器對應的控制算法主要有3種,PID控制算法、模糊控制算法以及二者混合控制算法,其中前2種各有缺陷,PID控制算法容易產生累積誤差,模糊控制算法則是魯棒性能差,二者混合控制算法雖然彌補了彼此存在的缺陷,但是運算量大[3]。針對這一點,本文擬設計一種毛紡工業可編程控制器(PLC)自動化系統,通過研究數據訪問層、PL業務邏輯層和表示層的實現方式及其之間的交互方式,深入分析速度傳感器的工作原理,并優化實時濾波處理算法,同時研究可編程控制器中的粒子群PID算法,確保準確計算毛紡織設備的速度控制量,探究變頻器的工作原理和控制方法,以期設計一個功能完善的系統框架,將毛紡織設備運行速度數據轉化為控制指令并發送給變頻器,實現自動化運行控制,并驗證該系統在提高毛紡織設備速度控制精度和穩定性方面的效果,以期降低毛紡織設備速度誤差,提高產品質量,降低生產成本。
1 系統架構
基于B/S 3層結構模型,設計本文系統的框架結構。系統框架分為3層,如圖1 所示。數據訪問層主要負責采集實現PLC控制器所需要的基礎數據,并存儲到系統數據庫當中;中間層是PLC的業務邏輯層,負責運行各個功能模塊,解析控制指令、發送控制指令;表示層負責人與系統的交互以及結果的反饋。
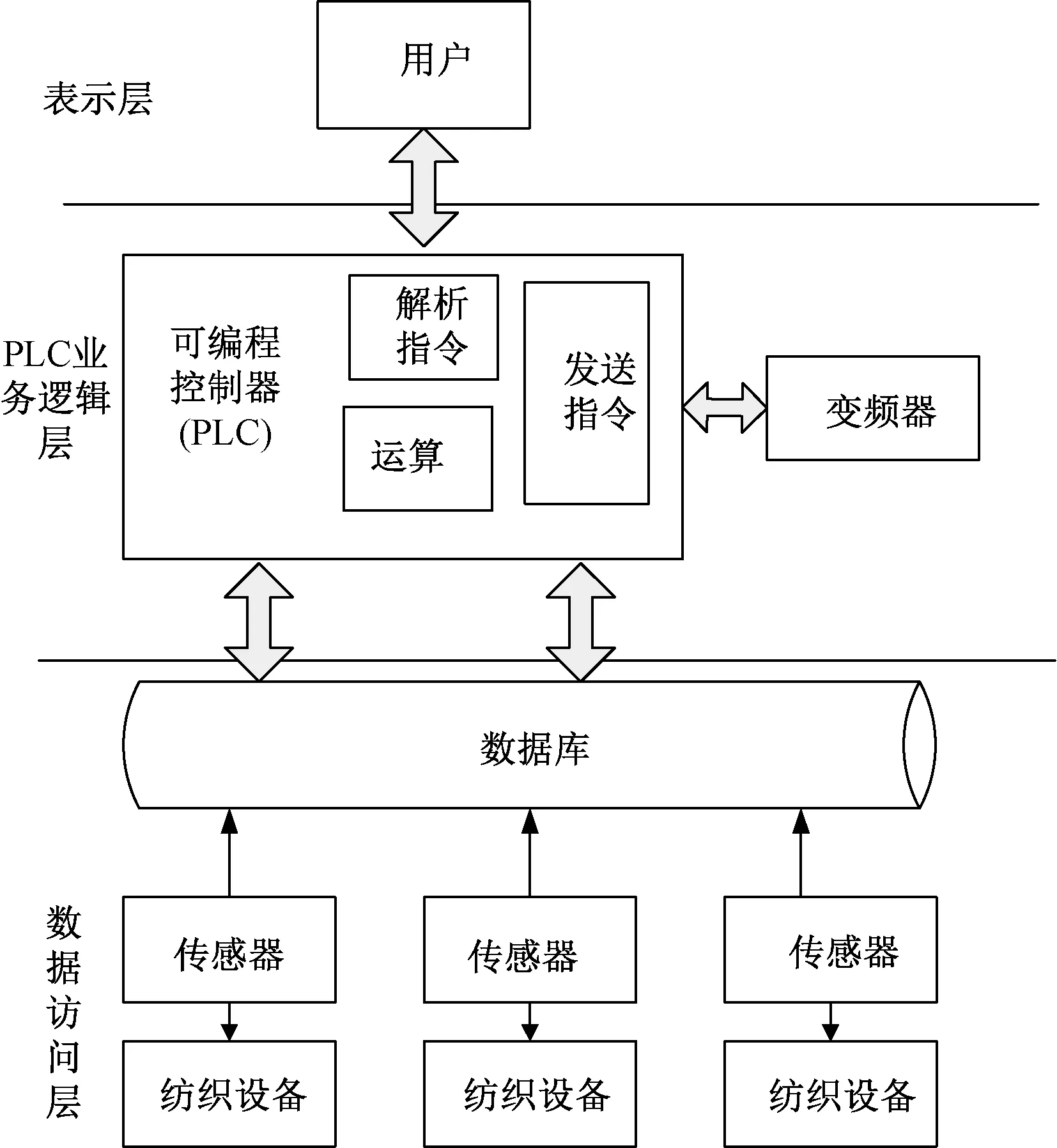
圖1 PLC自動化系統框架結構圖Fig.1 PLC automation system framework structure diagram
2 硬件設計
系統硬件結構以PLC為核心,上端連接觸摸屏顯示單元,下端連接傳感單元,左端連接系統電源單元,右端連接執行單元[4]。下面將對其中關鍵硬件進行分析。
2.1 磁電式速度傳感器
PLC運算得出的毛紡織設備速度控制量,以傳感器采集到的數據為基礎。本文系統是基于控制紡織設備運行速度而設計的,采用HCH-M12-C43T-H磁電式速度傳感器(湖北杭榮電氣有限公司)[5]為傳感器設備,其供電電源為DC 4.5~24V,輸出電流≤50 mA,響應頻率≤20 kHZ,環境溫度為-30~50 ℃,動作距離≤3 mm,如圖2所示。

圖2 磁電式速度傳感器Fig.2 Magnetoelectric speed sensor
紡織設備的運行速度主要來源于電動機。為了測量紡織設備的運行速度,首先需要在目標設備的電動機上安裝傳感器。傳感器中的感應元件可以感知電動機的速度信號,并通過感應元件帶動傳感器線圈產生磁力線變化。這個過程會在傳感器線圈中生成周期性的電壓,其電壓值與速度呈正相關關系。因此,通過測量電壓輸出頻率,可以準確測量紡織設備的運行速度[6]。
本文系統中使用的速度傳感器包含內置磁電式加速度敏感線圈,以及放大、濾波、積分等主要電路。該傳感器具有輸出信號強、頻率范圍寬、抗干擾性能好、動態范圍大和可靠性強等優勢,能夠保證對紡織設備運行速度的準確采集[7]。
2.2 可編程控制器PLC
PLC屬于一種特殊的計算機,是專門為工業控制應用而設計制造的。與普通類型的計算機相比,PLC的運算能力更強,抗干擾能力更為優秀,將其作為自動化系統的核心,能夠有效提高系統的整體運行能力[8]。本文系統中的PLC選用FX5U-80 MT/ESS三菱PLC(上海肯菱電氣有限公司),其優勢在于:①中央處理器CPU處理速度達到了0.065 μs/基本指令,能夠提高系統的運算速度;②內置高達64 K步的大容量RAM存儲器,幫助系統硬件更快地運行;③通過CC-Link網絡的擴展可以實現最多達384點的控制,可以實現同時控制多臺紡織設備;④內部軟元件的數量較多,能夠為系統軟件模塊的開發提供有力支持。
以PLC為核心,與外圍設備進行接線,實現互相通信。總接線圖如圖3所示。
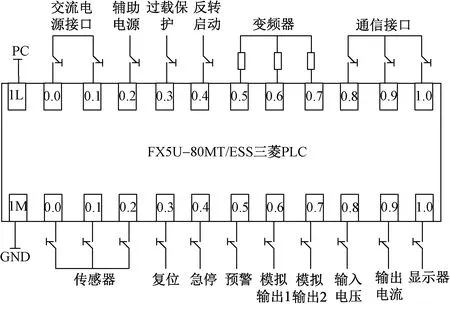
圖3 PLC總接線圖Fig.3 PLC general wiring diagram
2.3 變頻器
變頻器的主要作用是調節紡織設備中電動機的電壓或電流,從而控制電動機運行速度[9]。變頻器是系統執行單元中最為關鍵的執行設備,本文系統采用FR-E700型變頻器(上饒市共創電氣有限公司),其優勢是具有多種磁通矢量控制方式,在0.5 Hz情況下,使用先進磁通矢量控制模式可以使電動機的轉矩在短時間內提高到200%,使系統的自動化執行能力得到極大提升。此外,該變頻器短時超載增加到200%時能允許3 s持續時間,可以極大減少誤執行的發生。該變頻器通過三菱CC-LINK網路方式,與PLC直接通信以執行PLC下達的控制指令[10]。
3 軟件設計
在PLC可編程控制程序中主要包括2個子程序,即PLC輸入數據預處理子程序以及PLC自動化運算和控制子程序[11]。下面針對這2個子程序進行具體分析。
3.1 預處理
利用PLC算法進行控制時,需要以磁電式速度傳感器采集到的電動機運行速度信號為參照。電動機運行速度以電信號形式輸出,受到采集環境以及采集操作等因素的影響,輸出的速度數據需要進行濾波處理[12]。
變分模態分解(VMD,Variational Mode Decomposition)是一種多尺度、自適應的信號分解方法,可以將原始信號分解為多個具有不同調頻特性和能量分布的模態分量。這些模態分量表示了原始信號在不同頻率范圍和振幅變化上的特征。在振動信號處理中,IFM分量是指通過VMD方法對不同狀態下的振動信號進行分解得到的各個分量。每個IFM代表著振動信號中存在的一個特定頻率范圍內的振動成分。各個IFM可以根據其頻率特性和能量分布進行獨立的分析和處理,以提取其中的特征信息。
處理流程如下:首先輸入采集到的速度數據,記為A(t)。信號A(t)中包含:
(1)
式中:ai(t)代表第i個IFM分量;bn(t)代表殘余分量;n代表IFM分量總數;t代表數據采集時刻。
從式(1)可以看出,A(t)中包含若干個IFM分量和1個bn(t)。噪聲大部分都存在高頻分量,而有效成分多集中在低頻部分,因此只要從若干個IFM分量中區分出高頻分量和低頻分量就可以實現濾波處理。基于此,計算每個IFM 分量的能量值,能量值最小對應的IFM 分量就是臨界 IFM 分量,將能量值大于臨界 IFM 分量能量值的IFM 分量視為存在噪聲的高頻分量[13]。針對前高頻分量,利用小波閾值方法進行去噪。

(2)
式中:f(t)代表Harr小波函數;t代表支撐域。
(3)


3.2 粒子群優化PID算法
PLC自動化運算和控制子程序是系統的核心程序,其以PLC對應的控制算法為核心,包括PID控制算法、模糊控制算法以及二者混合控制算法,其中PID控制算法最為常用,它通過輸入采集到的紡織設備電動機實際運行速度與理想速度之間差值,在比例、積分和微分3種運算下,得出變頻器的控制量,從而實現電動機運行速度的調節[14]。然而,PID控制算法受到比例、積分和微分3個參數的影響,其累積誤差往往較大。針對這一點,本文利用粒子群算法對PLC的PID控制算法進行優化,即對PID 3個參數進行整定。將每個粒子都通過PID 3個參數描述出來,確定每個粒子的初始位置和速度,然后執行下述過程,得到3個最優PID參數[15]。具體過程如下:
①設置粒子群算法參數。
②確定PID 3個參數的取值范圍。
③生成初始化種群,種群中每個個體都代表1個PID 的3個參數取值組合。
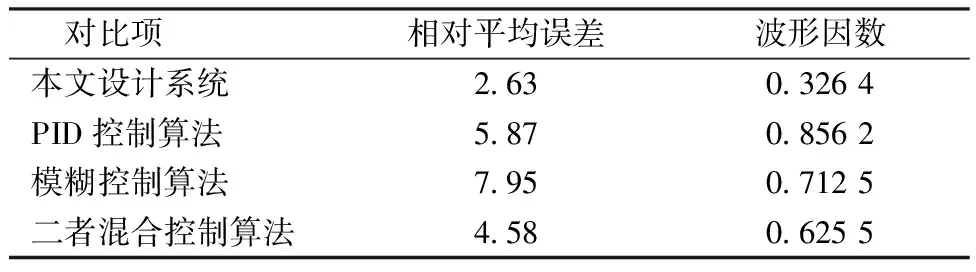
表1 相對平均誤差以及波形因數對比表Tab.1 Comparison of relative average error and waveform factor
④讓每個個體都執行PID控制過程,然后計算控制紡織設備電動機實際運行速度與理想速度之間差值,將差值的倒數作為適應度函數,即
(4)
式中:V′(t)代表理想速度;V(t)代表實際速度;f(xi)代表個體xi的適應度函數值。
由所求得的相對重要度可知,人力資源政策對精益生產實施結果的影響最大,其次依次是企業績效管理系統、持續改善思想等。由影響因素的相對重要度排序得,在企業實施精益生產時,最應該注意的就是企業的人力資源政策,好的人力資源政策可以凝聚員工的向心力,使員工可以更好地全身心參與精益改革的過程中去,推動改革的成功。
⑤個體最優和全局最優位置替換判斷。
⑥更新個體的位置和速度。
(5)
Ik+1=Ik+υk+1
(6)
式中:υk+1、υk代表k+1次迭代和k次迭代時的粒子速度,r/min;η1、η2代表0~1之間的隨機常數;Ik+1、Ik代表k+1次迭代和k次迭代時的粒子位置;Z1、Z2代表慣性因子;k代表迭代次數。
⑦重復上述過程,直至達到最大迭代次數。選出群體中適應度最大的個體,即為PID 3個參數的最佳組合。
確定最優參數后,按照式(7)計算變頻器的控制量。
(7)
ΔV(t)=V(t)-V′(t)
(8)
式中:ΔV(t)代表t時刻樓宇室內溫度差;R(t)代表PID控制器的輸出量;KP代表比例系數;Ki代表積分系數;Kd代表微分系數;V′(t)代表理想速度,r/min;V(t)代表實際速度,r/min。
得到R(t)之后,數據將被發送給變頻器,然后變頻器按照R(t)調節電動機工作電源頻率,從而控制紡織設備電動機的運行速度[16]。
4 系統應用測試
4.1 應用對象
為測試所設計系統在毛紡織自動化生產中的控制效果,以JY-01針梭兩用抻布機(常熟市金堯服裝機械有限公司)作為系統的應用對象進行測試,如圖4所示。

圖4 系統應用對象——毛紡織設備Fig.4 System application object-wool textile machinery equipment
4.2 設備理想速度與實際運行速度
針對圖4中的毛紡織設備,設置1個周期(50 s)內的理想運行速度,將傳感器布設到上述毛紡織設備的電動機上,利用傳感器中的感應元件感應電動機的速度信號并進行濾波處理,得到1個周期內該設備的實際運行速度值,如圖5所示。
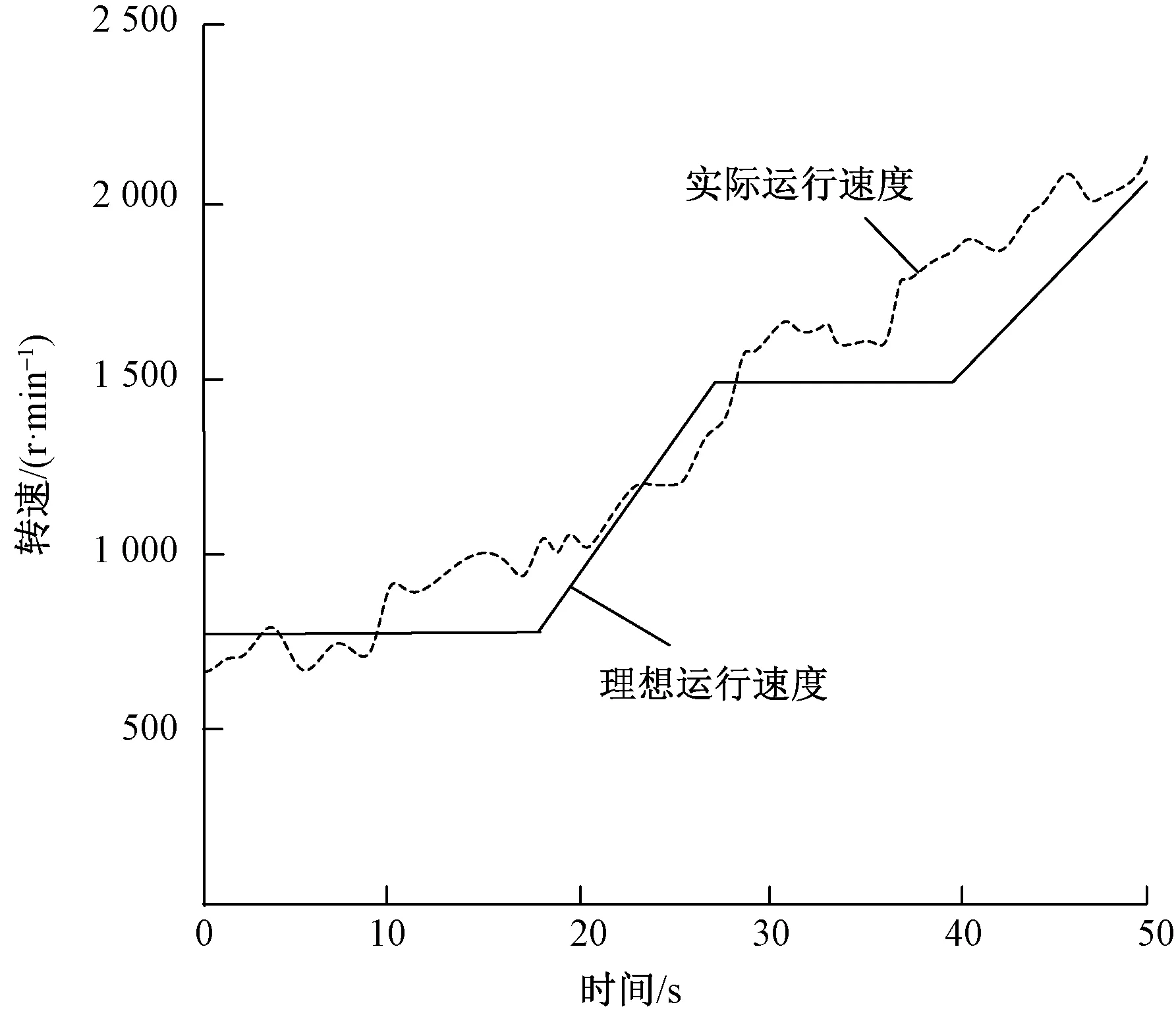
圖5 設備理想運行速度與實際運行速度對比Fig.5 Comparison between the ideal operating speed of the equipment and the actual operating speed
對比圖5中2條速度曲線可以看出,設備實際運行速度曲線明顯偏離理想運行速度曲線,且存在較大的波動,速度參數不僅無法實現準確控制,還存在穩定性差的問題。
4.3 粒子群算法優化PID 3個參數
利用粒子群算法對PID 3個參數進行優化,優化結果結果如圖6所示。
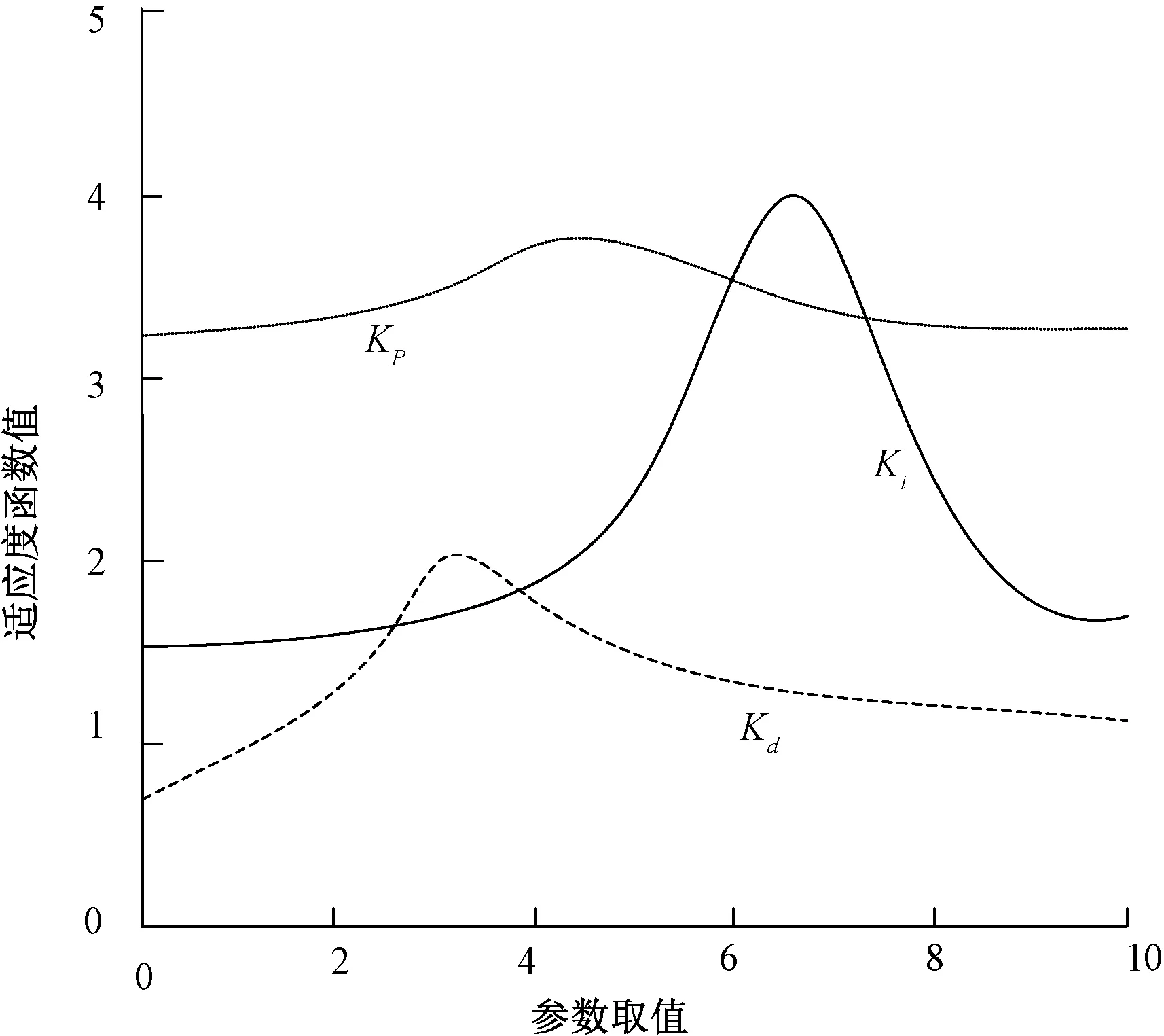
圖6 粒子群算法優化PID 3個參數過程Fig.6 Particle swarm optimization process for three PID parameters
從圖6可以看出,粒子群算法優化后,以適應度函數值最大值為參數選取依據,PID 3個參數KP、Ki、Kd的取值分別為4.23、3.14、6.52。
4.4 PLC應用后的速度曲線
將采集到的實際運行速度值輸入到PLC自動化運算和控制子程序中,計算控制量,實現對JY-01針梭兩用抻布機1個周期內的運行速度控制。相同測試條件下,利用傳統PID控制算法、模糊控制算法以及二者混合控制算法進行毛紡織機械設備的運行速度調節。調節后的周期速度如圖7所示。
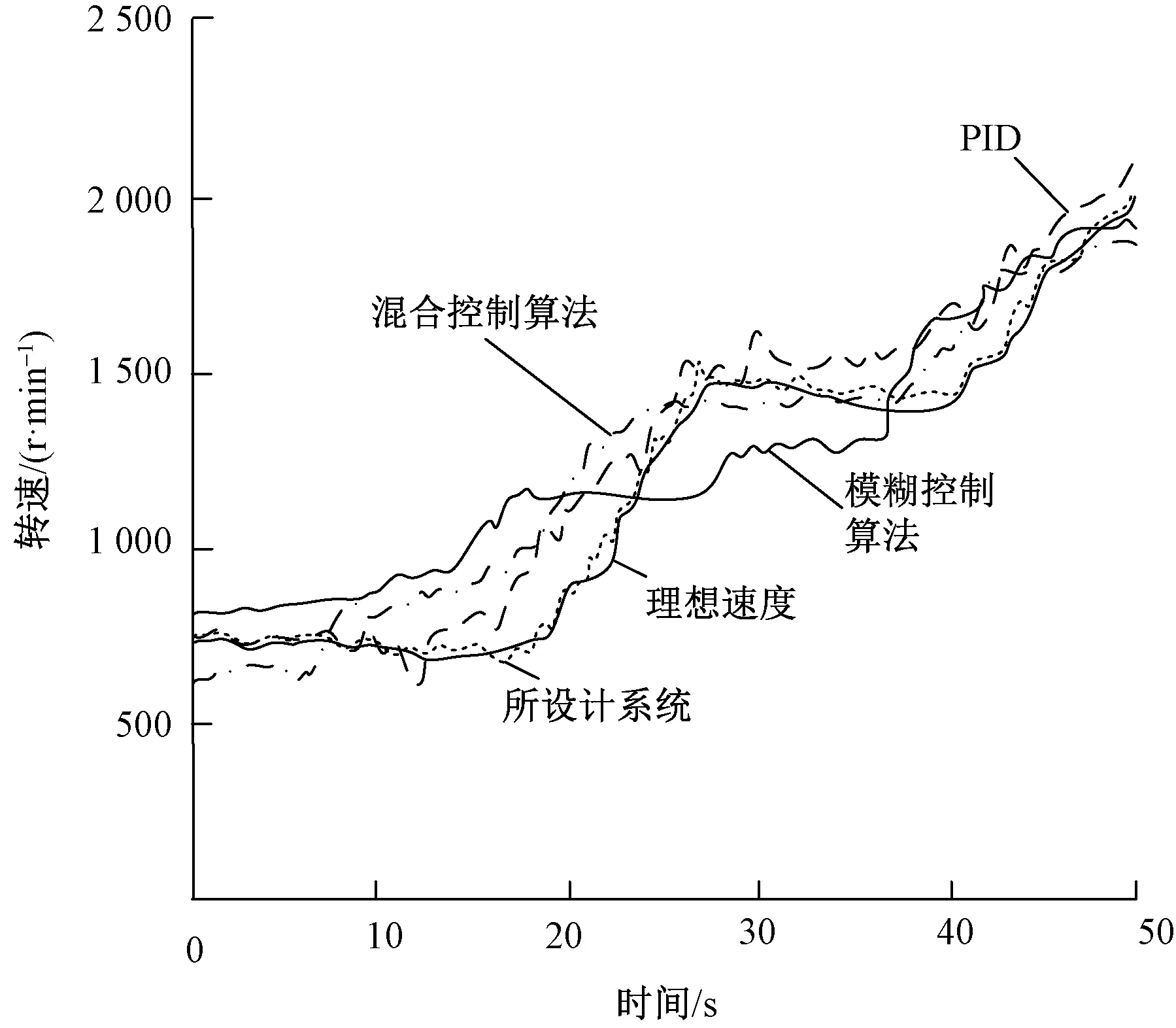
圖7 控制調節后毛紡織機械設備運行速度Fig.7 Control and Adjust the Running Speed of Wool Textile Machinery Equipment
將圖7中4條運行速度曲線分別與理想值進行對比,經過本文設計系統調節控制后,毛紡織機械設備運行速度曲線波動明顯變小且更加靠近理想運行速度,說明本文設計的系統起到了有效的自動化控制效果。
4.5 系統應用效果對比
為進一步證明本文設計系統的應用效果,分別計算3種傳統PLC控制算法應用后以及所設計系統應用后與理想值之間的相對平均誤差以及本身波動的波形因數,相對平均誤差波形因數評估自動化控制的準確性,波形因數用于評估自動化控制的穩定性,見式(9)(10):
(9)
(10)

相對平均誤差以及波形因數計算結果如表1所示。
從表1可以看出,與其他3個對比項相比,在本文設計系統應用下,紡織設備速度的相對平均誤差、波形因數更小,說明應用該系統能夠讓JY-01針梭兩用抻布機的工作速度更接近設定的理想水平且控制的穩定性強,減少了設備運行速度的波動。
5 結束語
通過設計一種毛紡織設備可編程控制器(PLC)自動化系統,采用B/S 3層結構模型實現了系統的框架結構,利用速度傳感器對毛紡織設備的運行速度進行實時采集,并進行濾波處理,將處理后的數據傳遞給PLC,通過內部的粒子群PID算法計算出毛紡設備的速度控制量,將控制量發送給變頻器,通過調節電動機工作電源頻率來實現毛紡織設備的自動化運行控制。得出以下結論:
①在實驗應用中,通過該自動化系統,毛紡織設備的速度相對平均誤差和波形因數較小,說明系統能夠使設備的工作速度更接近預設的理想水平。
②該自動化系統具有較強的控制穩定性和抗干擾能力,降低了設備運行速度的波動,提高了生產效率和產品質量。
本文設計的自動化系統不僅適用于毛紡織行業,同樣可以推廣應用到其他紡織行業,如棉紡、化纖等,由此實現對不同類型的紡織設備的精確控制和穩定運行,提高生產線的效率和產品質量。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
工業設計(2016年12期)2016-04-16 02:52:00