準干式切削微量潤滑裝置研究進展*
2023-11-13 07:52:50袁堯輝李偉秋王成勇顏炳姜
機電工程技術 2023年10期
汪 喜,袁堯輝,李偉秋※,王成勇,顏炳姜
(1.科益展智能裝備有限公司,廣州 510770;2.廣東工業大學機電工程學院,廣州 510006;3.匯專科技集團股份有限公司,廣州 510663)
0 引言
微量潤滑(Minimum Quantity Lubrication,MQL)技術是以高速霧粒的形式向切削區域供給潤滑劑。與傳統切削液相比,MQL 使潤滑劑更具滲透性,改善了冷卻潤滑條件,且使用高降解率的潤滑油,大幅降低了切削液對環境和人體的危害,避免了廢液處理難題,MQL 逐步取代傳統切削液已成為趨勢。
微量潤滑技術的發展與應用,離不開微量潤滑裝置或系統的輔助。為了充分發揮微量潤滑技術優勢,一方面要求微量潤滑裝置或系統具有良好的霧化、傳輸以及油量調控性能。霧化是微量潤滑技術的根本,潤滑劑霧化顆粒越小,滲透性和吸附性越強,在刀具和工件表面更易形成潤滑膜[1-2]。霧化顆粒在傳輸過程中,與通道壁碰撞,易堆積液化成大顆粒的油滴,甚至有可能在油霧出口處出現噴濺現象[3],因此提高潤滑劑霧粒的傳輸效率非常有必要。不同材料、不同加工方式,對油量的需求也不盡相同,如淬硬模具鋼的銑削加工,油量在32 mL∕h 時,切削力小,刀具磨損量少[4];蠕墨鑄鐵鉆削加工時,油量在5 mL∕h 時,能較好地改善鉆孔過程的潤滑性[5];不銹鋼車削時,油量在33 mL∕h 時,刀具磨損量少[6];而對于淬硬模具鋼的磨削,油量控制在200 mL∕h 時為最佳[7],因此油量的調控也非常重要。另一方面要求微量潤滑裝置或系統提供的油霧是集中噴射,油霧出口離刀尖及切削區比較近(30~50 mm)[8-9],其原因是距離越遠,油霧越容易發散,冷卻潤滑效果也就越差。
微量潤滑裝置或系統在實際應用過程中,由于絕大多數金屬切削工況條件較為復雜(機床結構、工件、加工工藝、夾具等),導致噴嘴布置存在諸多干涉,油霧出口難以接近刀尖及切削區,達不到較好的冷卻潤滑效果;此外,微量潤滑切削過程中產生的大量油霧在短時間內無法消散,對環境質量和人體健康的影響不容忽視。隨著微量潤滑技術的不斷推廣,對先進微量潤滑裝置的要求也越來越高,研發高性能微量潤滑裝置或系統對于促進國內微量潤滑技術的推廣具有重要意義。國家重點研發計劃“制造基礎技術與關鍵部件”重點專項也于2018-2020 年分別圍繞微量潤滑技術相關基礎理論、共性關鍵技術及其成套裝置示范應用設立了相應專項課題,促進微量潤滑裝置或系統的優化升級和推廣應用。
本文綜述了典型微量潤滑裝置的研究進展和應用,歸納了各類型微量潤滑裝置的原理、技術特點、涉及的關鍵部件和應用現狀,分析了各類型微量潤滑裝置應用形式及發展方向,通過綜述分析得出結論并展望微量潤滑裝置發展前景,旨在為微量潤滑裝置或系統的進一步升級優化和工程應用提供參考。
1 常用微量潤滑裝置
現有微量潤滑裝置根據潤滑油霧化方式的不同,可分為外置式微量潤滑裝置和內置式微量潤滑裝置兩種。
1.1 外置式微量潤滑裝置
外置式微量潤滑裝置的原理是利用壓縮空氣將定量的油在噴嘴出口處霧化,并噴射至切削區域進行冷卻潤滑。按照潤滑油供給方式,常用的外置式微量潤滑裝置可分為負壓引液型、壓力罐壓液型以及微泵供油型3 種。
1.1.1 負壓引液型微量潤滑裝置
負壓引液型微量潤滑裝置是通過吸液部件產生負壓從而使潤滑劑被吸入管道霧化后從噴嘴出口處噴出。如圖1所示為北京航空航天大學研制的負壓引液型微量潤滑裝置[10],其將壓縮空氣分成兩路,一路依次經過收縮-擴張孔來產生負壓,通過吸液管將潤滑液吸入吸液裝置中;另一路進入油罐內,將潤滑液經吸液管壓入吸液裝置中,最終潤滑液在吸液裝置中與壓縮空氣混合霧化,從噴嘴噴出。成都飛機工業有限責任公司[11]開發的微量潤滑裝置也采用了類似的供油方式。
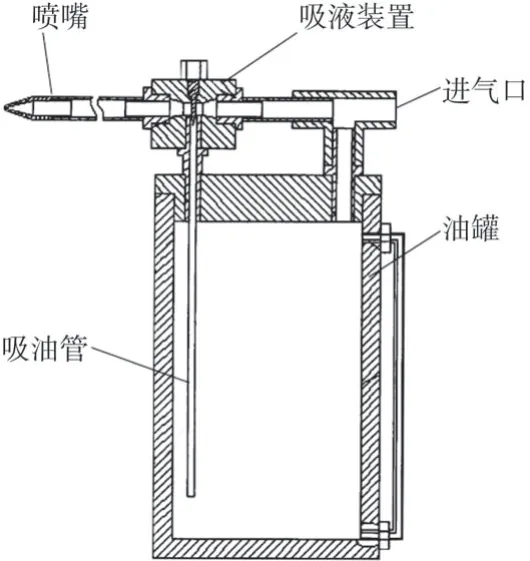
圖1 負壓微量潤滑裝置
此類裝置雖然結構簡單、體積小、便于安裝,但若氣源壓力不穩定,負壓吸油量會時大時小,難以精確控制油量,油霧顆粒也會時大時小,影響冷卻潤滑效果。
1.1.2 壓力罐壓液型微量潤滑裝置
壓力罐壓液型微量潤滑裝置通過壓力油箱產生的壓力,使潤滑劑流入傳輸管道,并在噴嘴端經壓縮空氣霧化形成微細油霧。圖2 所示為一款油氣同芯傳輸的壓液式供油的微量潤滑裝置[12],其通過調壓閥對油罐內部壓力進行穩壓,使得潤滑劑穩定地經油管輸送至噴嘴處,壓縮空氣在噴嘴處將潤滑劑霧化,同時在油路上設置有油量調節裝置,以便對油量進行控制,進而控制油霧大小。上海某公司[13]是通過壓縮空氣推動油缸內的活塞來控制缸內油壓的穩定,以保證油量的穩定供給,此裝置不僅設置有油量調節裝置,還設置有氣量調節裝置,可以實現不同比例的油、氣混合。
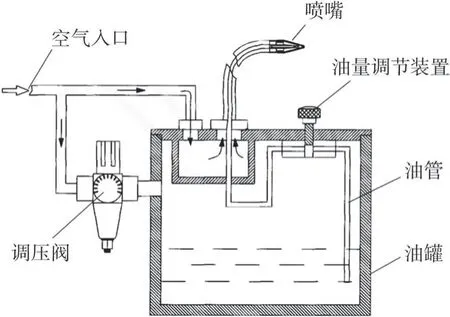
圖2 壓力罐壓液型微量潤滑裝置
壓力罐壓液型微量潤滑裝置同樣具有設備簡單、運動部件少、易操作、油霧輸出連續性好等特點,但在使用中仍存在潤滑油用量難調控、油霧輸出量受固有壓降影響大等缺點。
1.1.3 泵供油型微量潤滑裝置
為改善負壓引液型和壓力罐壓液型微量潤滑裝置難以精確控制油量的缺陷,小型氣動或電動微量油泵被用于精確控制切削過程中微量潤滑油的用量。
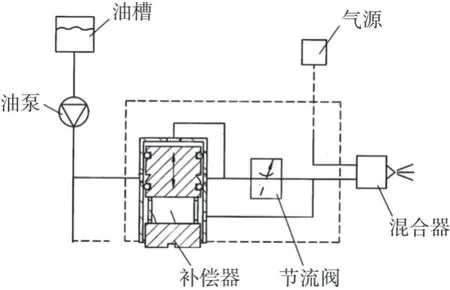
圖3 泵油MQL系統
如圖3 所示,意大利Dropsa 公司[14]利用液體泵從油槽中吸油,經補償器和節流閥定量地輸送至混合器中,與同時接入的壓縮空氣混合霧化。為實現多噴嘴噴射油霧,Dropsa 公司[15]還采用氣驅機械泵提供穩定的油量,并分配給多個混合塊,壓縮空氣將每個混合塊中的潤滑油混合霧化,從多個噴嘴噴出,實現多噴嘴對一個或多個切削區域進行充分冷卻潤滑,也可以適應多種工況的需求。該裝置雖能進行多點潤滑,但是氣體分成多路后,流量會減少,分流也會不均勻,會影響對切削區域的冷卻潤滑效果。
同樣采用機械泵供油的還有四川大學[16]利用蠕動泵向噴嘴穩定供給潤滑油;韓國首爾科技術大學[17]用抽水泵向混合器穩定供給潤滑液。為了監測潤滑液的流量,美國UNIST 公司[18]在氣驅泵供油的微量潤滑裝置中增加了流量計,以實時檢測流量。
以上所述的外置式微量潤滑裝置在油量調節上都是粗略調節,并且不具備可重復性,完全憑感觀判斷油量的大小。油量的精確可控性,是產生多種油霧量大小,滿足不同工況需求的先決條件。
某智能裝備有限公司[19]發明了一款用精密的電子泵來控制油量的微量潤滑裝置。如圖4 所示,其原理是通過壓縮空氣對油罐加壓,加壓后的潤滑油接入一個或多個精密電子泵中,通過PLC 控制電子泵的開關頻率和通電時間,即可精確控制油量的大小。雖然此裝置加油時也需要停機,但是其油量的調節是精確可控的,油量范圍較大(0~150 mL∕h),且可重復調節,在應對不同工況需求時,調節更方便,適用范圍更廣。

圖4 微量潤滑原理與裝置
1.1.4 外置式微量潤滑裝置的關鍵部件
在MQL 裝置使用過程中,一些核心部件起到了關鍵作用,如氣驅機械泵、噴嘴等。
圖5 所示為上海某科技有限公司[20]開發的一款應用于MQL 裝置或系統的精密機械潤滑泵,其原理為當壓縮空氣進入氣體腔時,活塞桿尾部壓力增大,推動活塞桿向前移動,使液體腔縮小,壓力增大,推開單向閥堵頭,潤滑劑泵出;隨后液體腔壓力釋放,單向閥堵頭復位,出油口密閉;當氣體腔壓力釋放,活塞彈簧推動活塞向后復位,同時在液體腔產生一定的負壓吸入潤滑劑,以備下一次泵油。雖然此類泵可實現連續定量供油,但油量調節的可重復性差。
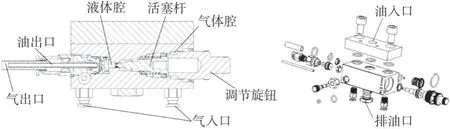
圖5 油泵結構
圖6 所示為某智能裝備有限公司[21]開發的微細油霧噴嘴。高壓氣流將輸送至噴嘴的潤滑油霧化后,撞擊在霧化錐上,霧化錐和支架產生高頻振蕩,使油霧二次霧化,形成更小的油霧顆粒從噴嘴噴出。該公司[22]還開發了一款約束型噴嘴,利用射流的柯恩達效應及卷吸作用,實現油霧的集中噴射,如圖7所示。
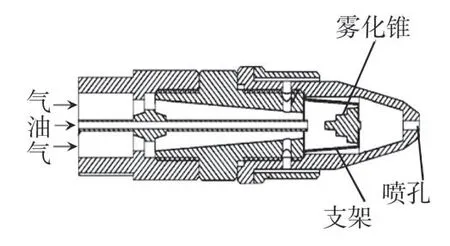
圖6 微細油霧噴嘴
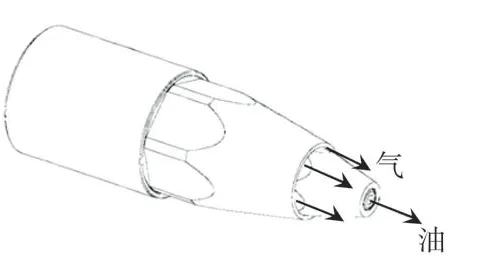
圖7 約束型噴嘴
圖8 所示為美國UNIST 公司[23]設計的混合噴嘴,油與空氣混合霧化生成的油霧從噴嘴中心噴出時,外圍還有一層空氣包裹著油霧,一方面使油霧噴射更集中,另一方面利于清掃切屑。
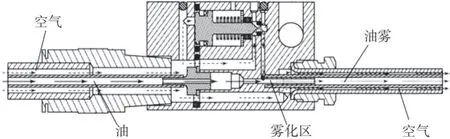
圖8 混合噴嘴
外置式微量潤滑裝置在實際應用時,通常需要架設噴嘴,但在復雜零部件和復雜走刀路徑加工條件下,外布噴嘴容易受到夾具、工件、裝卸料裝置等的干涉,其冷卻潤滑性能也受到一定的影響。
1.2 內置式微量潤滑裝置
內置式微量潤滑裝置是在裝置內部產生油霧,再通過管路接入內冷主軸或內冷刀桿,從刀具的內冷孔噴出,油霧出口離刀尖和切削區域更近。此外,由于內置式微量潤滑裝置產生的油霧顆粒相對較小,油霧的滲透性更好,更容易在刀具和工件表面形成潤滑油膜,冷卻潤滑效果也更佳[24]。
1.2.1 常壓型內置式微量潤滑裝置
北京某技術有限責任公司[25]在霧化罐的頂部安裝一個文丘里霧化器,如圖9所示,進氣口接入壓縮空氣后,在文丘里處產生負壓,經吸液管將霧化罐下部的油液吸入霧化器進行霧化,行成油霧后,從油霧出口引出,在吸液的管道處還設置有油量調節裝置,以實現不同油霧量的控制。日本株式會社[26]也采用了類似結構,不同的是其采用控制閥組對文丘里的霧化壓力進行控制,來實現不同油霧量的控制。

圖9 內冷微量潤滑裝置
東莞某節能環保技術有限公司[27]在油缸內設置有3個文丘里霧化器,通過控制霧化器工作個數,可提供3種油霧量。該裝置的油霧除了可以接機床的內冷系統從內冷刀具中噴射出來,也可以與外置噴嘴相接,應用于非內冷刀具加工的場合。
壓縮空氣經霧化器使潤滑劑霧化后,壓力都會降低,再加上長距離傳輸過程中壓力損失,使得上述內置式微量潤滑裝置針對直徑6 mm以上的內冷刀具時,表現為氣體氣壓不足、流量小、油霧供不應求。為此,德國ROTHER TECHNOLOGIE 公司[28]在裝置中加入了2 個比例閥,如圖10 所示。其中,一個比例閥控制霧化壓力,實現不同油霧量的供給,另一個比例閥控制霧化罐內部壓力,當內冷刀具內冷孔較大時,霧化罐內部壓力下降過快,低于比例閥設定的壓力值時,閥門打開,通過向霧化罐內補充壓縮空氣來穩住霧化罐內部壓力,保證油霧的穩定供給。而廣東工業大學與某智能裝備有限公司[29]是在裝置中增加了補氣系統,當霧化罐內壓力過低時,即可打開相應的補氣閥,向霧化罐內補充壓縮空氣,目的是調節霧化罐內壓力,保證油霧壓力的穩定。
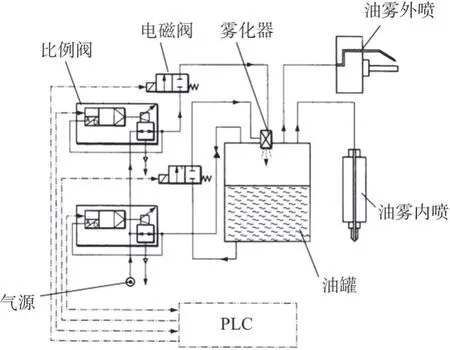
圖10 內置式MQL裝置
圖11 所示為德國BIELOMATIK 公司[30]開發的內置式微量潤滑裝置,其在裝置中加入補氣裝置的基礎上,在油罐內部還安裝有多層篩選結構,只有小顆粒的油霧才能通過篩選,從油霧出口被引出,大顆粒的油霧會回流至潤滑液當中,等待再次霧化。為了獲得多種油霧量,該裝置設置多達9 個油霧發生器,油霧發生器分別由電磁閥組控制,控制霧化器工作的個數,即可實現對油霧量的控制,進而滿足不同工況的加工需求。
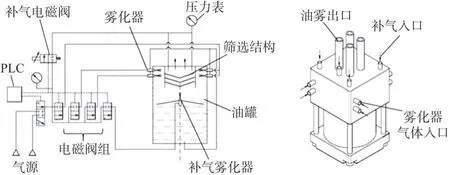
圖11 多流量的內置式MQL裝置
1.2.2 增壓型內置式微量潤滑裝置
常壓型內置式微量潤滑裝置的氣源壓力一般為0.5~0.7 MPa,經過霧化器后壓力更低,將其應用于深孔加工時,難以滿足斷屑排屑的要求,容易堵塞排屑槽,加速刀具磨損,甚至會斷刀。
針對此問題,東莞某節能環保技術有限公司[31-32]發明了一款增壓型微量潤滑裝置,如圖12 所示,其采用增壓泵將壓縮空氣加壓至1~1.6 MPa,再通過文丘里將潤滑油霧化,得到高壓的油霧,進而滿足深孔加工的要求。該裝置設置有2個增壓泵,分別向2個霧化器提供高壓氣體,控制霧化器工作的個數可實現油霧量大小的調節;另外由于油罐容積較小,且內部有壓力,而為了保證裝置長時間工作而不停機加油,此裝置還引入了自動補液的裝置,油罐內的低液位報警后,即可觸發補液系統進行自動補液,當液位到達高液位后,再觸發停止自動補液。在此基礎上,廣東工業大學與某智能裝備有限公司[33]對其進行了升級改造,聯合開發了一款增壓型可自動調節油量的微量潤滑裝置,該裝置使用兩個比例閥分別控制3個文丘里霧化器的霧化壓力和霧化罐內部壓力,當2 個比例閥形成穩定的壓力差,即可使裝置穩定地提供油霧。通過PLC 控制壓力差與霧化器工作個數的不同組合,即可實現不同油霧量的自動切換,其系統內部初始設定了24 種油量,還可根據實際情況自定義設置。該裝置與數控機床聯機后,可通過相應的代碼自動調用不同的油量,自動化程度高,可滿足多工序、多工況的需求。
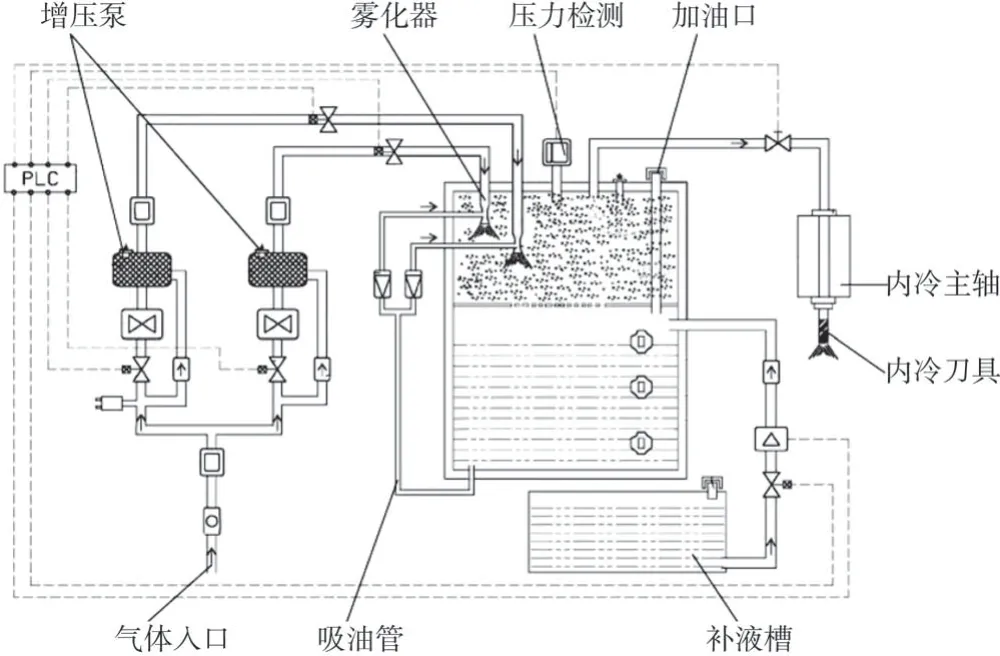
圖12 高壓型內置式微量潤滑裝置
1.2.3 內置式微量潤滑系統的關鍵部件
內置式微量潤滑裝置需要配合內冷數控機床一起使用,共同組成內置式微量潤滑系統。內冷數控機床中核心部件(內冷主軸、內冷刀柄等)的結構,直接影響微量潤滑的冷卻效果。
上述內置式微量潤滑裝置主要應用于具有單通道內冷主軸的數控機床,這類裝置產生的油霧顆粒雖然小,但始終擺脫不了離心力的影響,當主軸轉速(10 000 r∕min以上)過高時,只有少部分油霧從內冷刀具的內冷孔噴出,大部分油霧受離心力作用,會附在內冷通道的內壁凝結,形成大的油滴后從內冷孔甩出,其冷卻潤滑效果會大大折扣。
為提高油霧傳輸率,避免油霧液化,日本株式會社設計了3 款內冷刀柄。第一款[34]是在內冷刀柄設計有排氣通路,如圖13 所示,當刀具內冷孔堵塞,導致出氣量減少時,排氣通路的流量會增加,會使液化的油迅速再次霧化從排氣通路排出,也就避免了油霧液化堆積。第二款[35]是在內冷刀柄中安裝有多孔的整流器,如圖14 所示,由于整流器上的孔比較小,油霧通過時會被加速,能有效地阻止油霧的液化。第三款[36]是將第二款內冷刀柄中的多孔整流器換成空腔組透過層,如圖15 所示,此部件為微小空洞呈密集狀態的燒結金屬塊,當刀具內冷孔噴出油霧量有減小趨勢時,空腔組透過層中高壓的油霧會膨脹加速流出,進而補充刀具內冷孔噴出的油霧量,總而言之,此部件具體有緩沖壓力變化的作用,可保障油霧噴射的穩定。
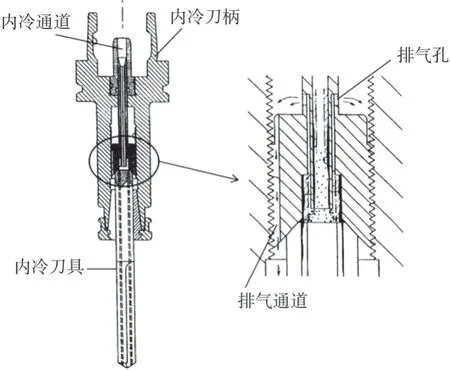
圖13 帶排氣通路的內冷刀柄
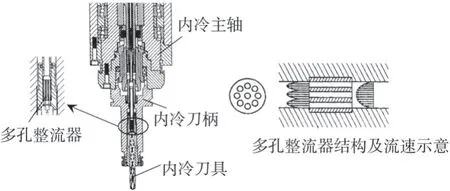
圖14 帶整流器的內冷刀柄
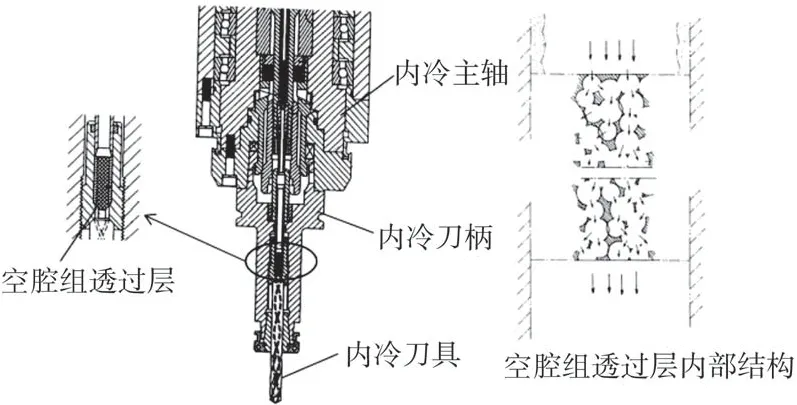
圖15 帶緩沖器的內冷刀柄
類似的結構,廣東工業大學與某智能裝備有限公司[37]聯合開發了一款內冷刀柄,如圖16所示。其通過調節內部調節件與內冷針的位置,來提高油霧的傳輸效率,此外,該刀柄的還結合了超聲波技術,切削過程中,刀柄的高頻振動使工件與切削刃之間會有周期性的短暫分離,分離的瞬間,油霧更容易進入切削區域,冷卻效果更佳。
考慮到多數金屬切削加工采用的機床不具備內冷功能,且時常由于機床結構、工件結構、夾具結構等的影響,無法在主軸外圍架設噴嘴,此時可以將內置式微量潤滑裝置產生的油霧接在特殊的噴嘴上。某智能裝備有限公司[40]開發了一款可自動換刀的環形噴嘴,如圖18 所示,此噴嘴是套在刀柄上,噴嘴的多個噴孔環形布置,噴射方向向刀具中心匯聚,油霧噴射出來時將完全包裹住刀具,為了使該噴嘴隨刀柄一起自動換刀,該噴嘴嵌套在固定件上,而固定件安裝在主軸旁邊的支架上。此款噴嘴能很好地避開各種干涉,此外,由于不隨主軸轉動,油霧完全不受離心力的影響,進而保障了油霧對刀具及切削區域的有效冷卻潤滑。
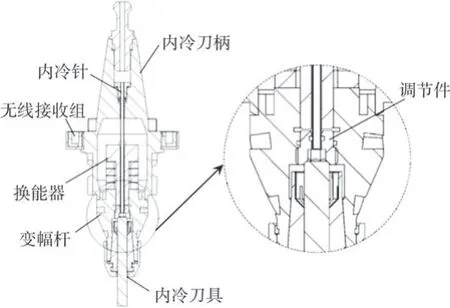
圖16 超聲波內冷刀柄
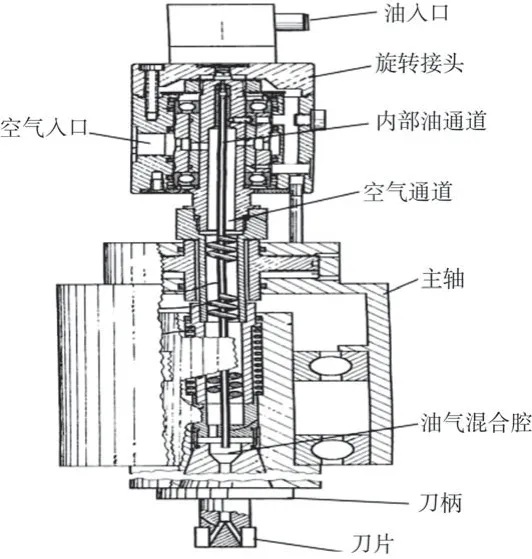
圖17 內冷雙通道主軸
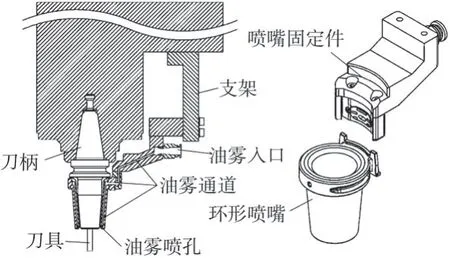
圖18 環形噴嘴結構
為了讓不具備內冷功能的數控機床使用內冷刀具,該智能裝備有限公司[41]還開發了一款適用高速加工的外冷轉內冷刀柄,如圖19 所示,內置式微量潤滑裝置產生的油霧經入口進入刀柄內部通道,再通過內冷刀具內冷孔噴出。此款刀柄在軸承座與刀柄之間采用非接觸式迷宮型間隙密封,從而解決了接觸式密封的外冷轉內冷刀柄在長時間高速轉動時發熱嚴重,密封件易損壞,轉速不能過高的問題,將外冷轉內冷刀柄的轉速由原來的3 000~4 000 r∕min 提高至18 000 r∕min,使此類刀柄既可滿足粗加工的要求,也可以滿足精加工的加工要求。
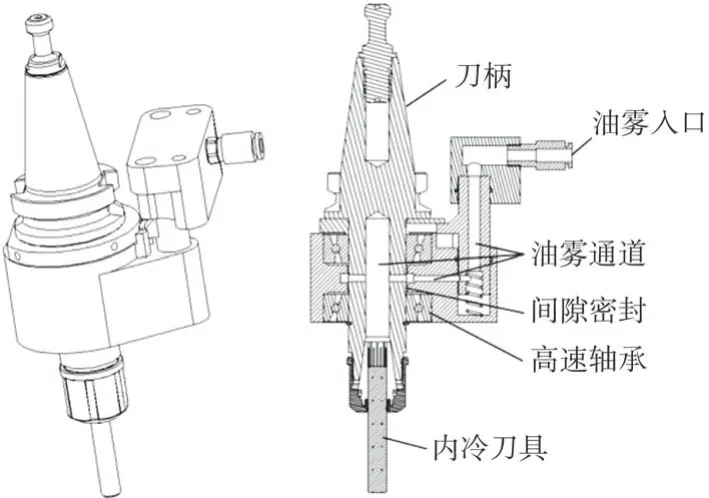
圖19 外冷轉內冷刀柄
2 復合增效型微量潤滑裝置
準干式微量潤滑切削技術通過高速氣體將霧化油霧顆粒噴入切削區域,增加了潤滑劑的滲透性,減輕刀具與工件的摩擦。但微量潤滑冷卻性能不足,高溫易導致油膜破裂、解吸附甚至氧化失效,切削區域不能形成連續的油膜潤滑[42]。為此,一些學者在現有微量潤滑裝置基礎上,從潤滑和冷卻兩方面進行了一些探索,形成一些復合增效型微量潤滑裝置,如靜電微量潤滑裝置、油水復合微量潤滑裝置和納米流體微量潤滑裝置。
2.1 靜電微量潤滑裝置
靜電微量潤滑裝置的原理是通過對潤滑液或潤滑液氣霧荷電,有效減小潤滑液滴的粒徑、表面張力和潤滑角,提高潤滑液的潤濕和滲透能力,進而提高荷電潤滑液滴的蒸發散熱能力[43],同時荷電液滴在電場力的作用下沉積吸附性能增強,潤滑油膜更易生成,潤滑性能更佳。
如圖20 所示,浙江工業大學[44-45]在噴嘴上設置有電極,壓縮空氣將油泵輸送過來的切削液在噴嘴處霧化同時,噴嘴處的電極放電,使切削液氣霧帶電并從噴嘴噴出。考慮到壓縮空氣流速較快,油霧荷電的時間較短,導致油霧顆粒的帶電量多少不一,浙江工業大學[46-48]還考慮將在電極設置在輸液通道上,利用高壓靜電裝置經電極對潤滑液進行荷電,再通過壓縮空氣與荷電的潤滑液混合霧化,經噴嘴噴出,其原因是微量潤滑裝置中潤滑液的流速較慢,消耗量較少,一般為20~30 mL∕h,對其荷電的時間充足,霧化后顆粒帶電量均勻。
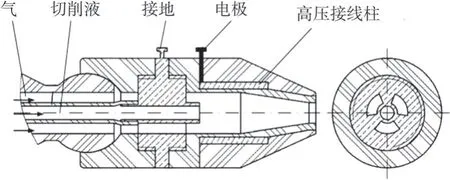
圖20 荷電微量潤滑裝置的噴嘴
青島理工大學與內蒙古民族大學[49]共同開發一套靜電微量潤滑磨削系統,如圖21 所示。該系統除了通過負極對噴嘴放電,還通過正級對工件進行放電,帶負電荷的油霧顆粒從噴嘴噴出后,一方面受噴嘴負電荷的排斥,另一方面受工件正電荷的吸引,更容易更均勻地在工件表面形成潤滑油膜,進而使潤滑效果更好。
據了解,2017年安徽省啟動“兩治三改”(治理違法建設、違法用地和改造棚戶區、城中村、老舊小區)。截至2018年9月下旬,全省已累計完成違法建設治理322.01萬平方米、違法用地治理面積11519.09畝,分別占全年目標任務的88.90%、89.56%。
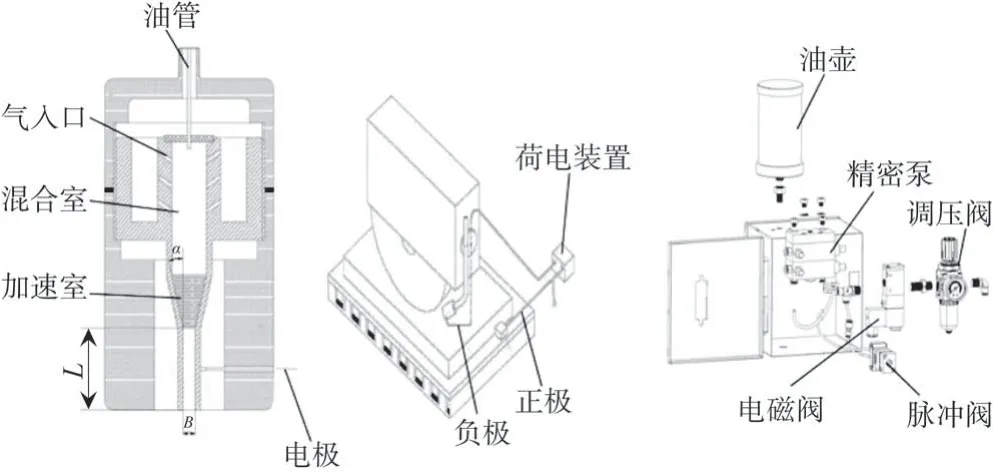
圖21 荷電微量潤滑裝置
2.2 油水復合微量潤滑裝置
油水復合微量潤滑裝置的原理是壓縮空氣將水和油充分混合霧化后經噴嘴噴射至切削區域,其中微量潤滑油參與潤滑,而水遇到切削熱后,氣化帶走大量的熱,達到強制降低切削溫度的目的。
上海某科技有限公司[50]在普通型外置式微量潤滑裝置中增加水供應系統,如圖22 所示,潤滑油通過精密氣動泵泵至噴嘴處,水通過壓力罐經壓縮空氣壓至噴嘴處,最后在混合噴嘴中通過壓縮空氣將水、油同時霧化,形成油膜附水滴噴射至切削區域。某有限公司[51]也采用類似的結構發明了一款油水復合微量潤滑裝置,不同的是該裝置設置有霧化單元,定量的油、水、氣充分混合后再從噴嘴噴出,這種混合方式能使水和油混合更充分,更容易形成油膜附水滴。
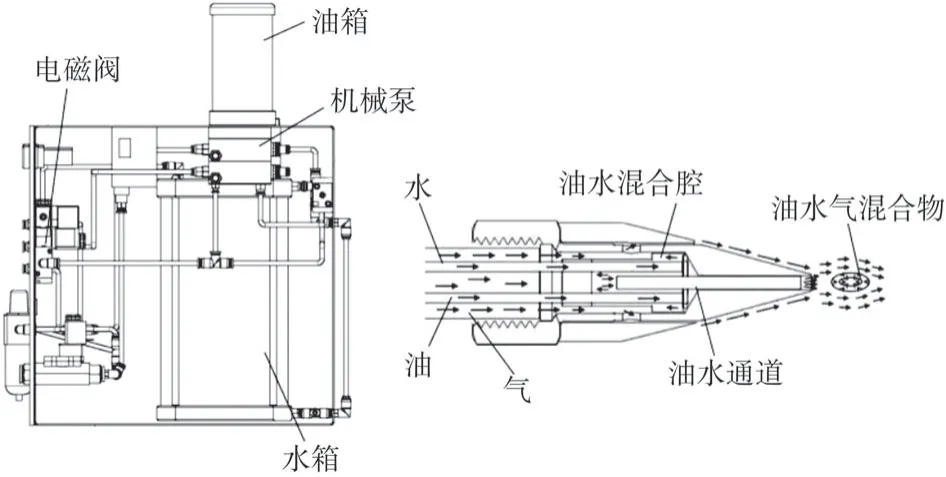
圖22 油水氣三相微量潤滑裝置
為了減小油霧顆粒的大小,使其更容易產生油膜附水滴,某智能裝備有限公司[52]將內置式微量潤滑裝置與外置式微量潤滑裝置結合,開發了一款油水復合裝置,如圖23 所示,該裝置的油霧由油罐內的霧化器產生,細小的油霧由壓縮空氣輸送至噴嘴處,而水是經過壓縮空氣加壓后,通過精密微量泵精確定量控制后,傳送至噴嘴處,最后再由壓縮空氣將定量的水和細小的油霧顆粒進行混合,進而更多地形成油膜附水滴,提升對切削區域的冷卻潤滑性能。該裝置的優點是油霧顆粒相對較小,水量可以精確控制,且可重復調節。
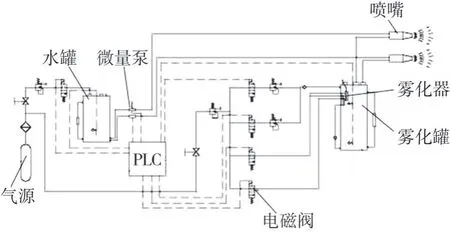
圖23 油水復合微量潤滑裝置原理
為了使油、水混合更充分,能形成更多的油膜附水滴,油水復合噴嘴起到關鍵的作用。上海某科技有限公司[53]開發了一款油水復合噴嘴,如圖24 所示。該裝置中氣、油、水在噴嘴內部分開傳輸,在柯恩達效應的卷吸作用下,氣水混合形成水氣兩相流,氣油混合形成油氣兩相流,最后在噴嘴前端形成油膜附水滴。

圖24 油水復合噴嘴
油水復合微量潤滑裝置的特點是讓水參與對切削區域的強化換熱,水量過多油量過少會影響潤滑性能,水量少油量多,冷卻性能受限,因此需控制油水比例,盡可能多的形成油膜附水滴,使冷卻與潤滑效果同時達到最佳。
2.3 納米流體微量潤滑裝置
相關研究表明,微量潤滑氣流的冷卻效果很有限,針對磨削加工時,滿足不了磨削區強化換熱的需要。由強化換熱理論可知,固體的傳熱能力遠大于液體和氣體[54]。為了讓固體材料參與潤滑劑強化換熱,同時讓固體材料有良好的流動性能和穩定性能,一些高校考慮將納米顆粒與潤滑液混合制成納米流體,再通過微量潤滑裝置將其霧化噴射至加工區域進行冷卻潤滑。
如圖25 所示,青島理工大學[55]采用納米級的石墨顆粒與潤滑劑混合,制成穩定的納米流體,再通過液體泵輸送至噴嘴處,壓縮空氣與納米流體在噴嘴混合室中充分混合霧化,從噴嘴出口噴出。
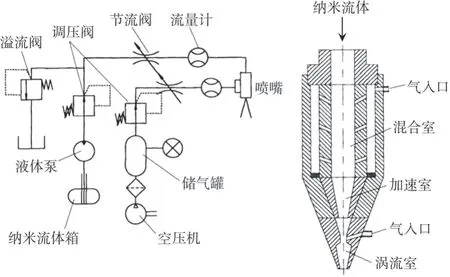
圖25 納米流體微量潤滑裝置原理
青島理工大學[56]還開發了另外一款納米流體微量潤滑裝置,不同的地方是其對噴嘴進行了改造,噴嘴中心通道穩定地輸送納米流體,四周的多孔通道輸送壓縮空氣,并以一定角度向中心匯集,一方面產生空氣隔離層,另一方面將定量的納米流體霧化噴入加工區域,如圖26所示。
上述納米流體微量潤滑裝置是以氣動力作為納米流體潤滑液霧化的驅動力,霧粒分布不夠均勻,且不可控。為此,江蘇科技大學[57]將高壓靜電場引入納米流體微量潤滑裝置,如圖27 所示,其將可調高壓靜電發生器的正極與刀具相連,負極與噴嘴相連并提供直流負高壓,從而在刀具與噴嘴間建立高壓靜電場,納米流體經注射泵輸送至噴嘴后,在電場的作用下破碎成帶電霧滴從噴嘴噴射出,帶負電的霧滴受噴嘴同性電荷的排斥,并受到刀具表面異性電荷的吸引,在電場力的推動下沿著電力線作定向運動,從不同方向飛向切削區。通過調節靜電場可調控納米流體霧滴的大小、分布及運動軌跡。該系統可以有效減少霧滴的飄移散失,降低空氣中霧滴濃度,改善工作環境。青島理工大學[58]也開發了一款類似工作原理的納米流體微量潤滑裝置。
江蘇科技大學[59]還通過兩個注射泵同時向帶電噴嘴提供水基納米流體和油基納米流體,兩種納米流體在高壓靜電場的作用下,在混合腔充混合形成帶電的納米流體油膜水滴后從噴嘴口噴出,有效結合水和固體納米顆粒的高冷卻性能與油的優異潤滑性能,同時利用電荷的吸附性,一方面使油膜附水滴分布均勻,另一方面使周圍環境中的霧狀顆粒盡快沉積,減少對環境的污染。

圖26 納米流體噴嘴
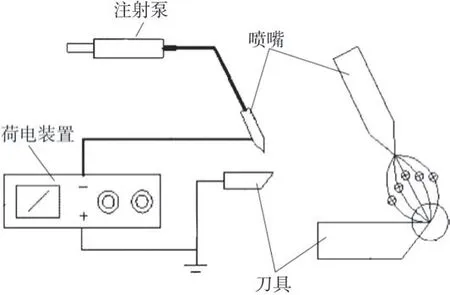
圖27 可控納米流體微量潤滑裝置原理
納米流體微量潤滑裝置的主要特點是使固體參與強化換熱,同時引入高壓靜電場可以增加霧粒分布的均勻性和可控性。
3 結束語
本文針對準干式微量潤滑切削技術,對微量潤滑裝置的研究進展和應用進行了系統性介紹,總結了微量潤滑裝置或系統在實際應用中的技術特點,如表1 所示。同時綜述了各類型微量潤滑裝置的原理、技術特點、涉及的關鍵部件和應用現狀,主要結論如下。
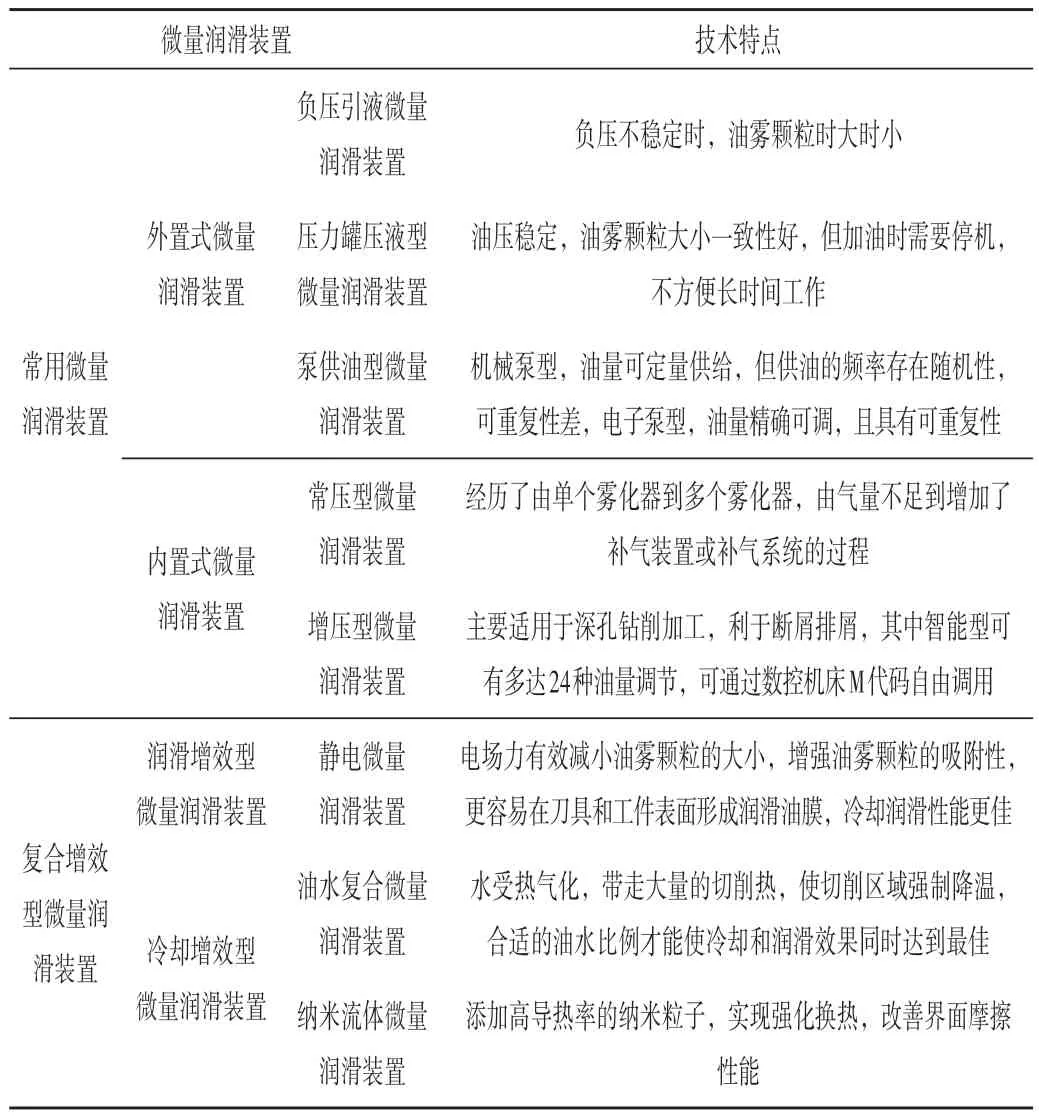
表1 常溫微量潤滑裝置的分類與技術特點
(1)外置式微量潤滑裝置的發展經歷了從簡單的負壓引液式供油和壓力罐壓液式供油,到精密微量泵供油的發展趨勢,油量由粗略調節逐漸過渡到了可重復式精確調節;同時,為了解決外置式微量潤滑裝置在實際應用中存在的噴嘴易干涉、界面成膜性能難保證等問題,適用于主軸內冷傳輸的內置式微量潤滑裝置得到了較好發展。為了適應多工況的需求,內置式微量潤滑裝置的油霧變化量由幾種發展至多達24 種或以上;為了提高微量潤滑裝置或系統的自動化程度,由手動調節發展為自動調節,并開發了一系列的核心部件,如精密供油泵、微量潤滑噴嘴以及微量潤滑專用內冷主軸和內冷刀柄等。
(2)復合增效型微量潤滑裝置有兩個增效方向,潤滑和冷卻。潤滑方面的增效是一方面通過電場力減小油霧顆粒的粒徑,提高霧粒的滲透性,另一方面帶電的油霧顆粒在電場力的作用吸附力更強,從而使油霧在刀具和工件表面更容易形成潤滑油霧,潤滑性能更佳。冷卻方面的增效是讓復合在油霧中水分和納米級的固體顆粒參與切削區域的強化換熱,以達到強制降溫的目的。
近年來微量潤滑裝置在微量潤滑技術的推動下得到了快速發展,應用范圍也在不斷擴大,如應用于汽車領域發動機的加工,應用于航空航天領域難加工材料(鈦合金、高溫合金、復合材料等)的加工,應用于3C領域的手表、手機零件的加工等,但其依舊存在一定的局限性。微量潤滑裝置的未來發展方向可能在以下幾個方面:
(1)現有微量潤滑裝置多為數控機床的附加品,推廣模式對限于單元技術的推廣,在裝置調控方面不僅需要手動調節,還時常受現場的加工條件的限制,難以發揮微量潤滑的優勢,需要考慮微量潤滑裝置與加工機床的集成化設計,提高微量潤滑裝置與加工機床的集成度和自動化程度;
(2)微量潤滑裝置應用于難加工材料加工時表現為冷卻不足、潤滑性能難維持,除本文綜述的靜電微量潤滑、油水復合微量潤滑以及納米流體微量潤滑技術外,也有部分高校研究了系列低溫復合增效微量潤滑技術,如低溫冷風微量潤滑技術、超臨界CO2微量潤滑技術、液氮微量潤滑技術等,進一步發揮常規微量潤滑裝置與低溫切削裝置的技術優勢,開發高穩定性和高可靠性的低溫復合增效微量潤滑裝置也是未來研究方向之一。