塑料件超聲波焊接工藝技術與質量檢測分析
2023-11-13 08:35:38陳錦權曾慶平池澤鋒田家榮謝漢毅黎正午
機電工程技術 2023年10期
陳錦權,曾慶平,陳 劍,池澤鋒,田家榮,謝漢毅,黎正午
(珠海格力電器有限公司,廣東珠海 519070)
0 引言
隨著工業技術的發展,各種焊接工藝在生產中廣泛運用,比如,塑料的焊接技術有熱板焊接、激光焊接、摩擦焊、超聲波焊接等[1]。國內外大量生產、研究發現,傳統機械連接、膠粘接等固接方式難以滿足塑料組合件固接高效率、高可靠的要求[2]。而超聲波焊接過程不需要添加助焊劑,也沒有電弧和煙塵產生,且焊接所需能量僅約為電阻點焊的2%[3-4],是一種綠色節能、環境友好的焊接方法[5],并且超聲波焊接工藝在裝配工藝領域中的加工節拍、質量一致性也具有明顯優勢。
現階段的汽車車燈、小家電、小型水箱等行業,較多運用超聲波焊接的加工方法,例如對熱塑性材料,在借助超聲波來進行零件連接處理時,設備系統將會對產品零件組合傳遞特定頻率的高頻振動,引發塑料表層強烈摩擦產生大量熱量,熔融部分熱塑性材料并冷卻結合成近乎均相的形態,從而達到牢固連接的目的[6]。
在實際運用中,與塑料件焊接后的質量關聯最突出的就是焊接的工藝參數,超聲波焊接并不能焊接所有的塑料,這是超聲波焊接最大的局限性[7]。因此了解焊接機理及焊接質量問題,分析并掌握相關影響因素對實際的生產有益處,是提高超聲波焊接質量和推廣超聲波焊接的首要任務。
本文將從超聲波焊接原理、焊接工藝、焊接應用和焊接檢測4 個方面,綜述超聲波焊接工藝技術與質量檢測的有效方法。
1 超聲波焊接原理和優點
1.1 超聲波焊接原理及影響因素
超聲波焊接系統的主要組件包括超聲波發生器、換能器(變幅桿或者焊頭)的組合設備、模具與機架設備[8]。
超聲波焊接是一種破壞性的焊接[9-10]。原理是將低頻的50、60 Hz 電流經過超聲波發生器轉換成15、20、30、40 kHz的高頻電能,把機械振動能量傳達到焊頭,焊頭再把振動能量傳送到塑料件焊接面。由于焊接界面聲阻大,塑料件導熱性差,塑料件振動摩擦產生的熱能無處散發,熱能聚集致使焊接界面融化,以分子聯接的形式融合[11]。
焊接材料、焊接工藝過程的變化,將影響產品的外觀以及焊接的質量。
塑料基材的超聲波焊接可焊接性評估,可參考式(1):
其中超聲波焊接可行性與零件材料彈性模量E、產品零件間的摩擦因數μ和材料本身的導熱系數λ成正比,與材料密度ρ、比熱容c、熔點t成反比[12]。
1.1.1 零件焊接接觸面結構的影響
(1)焊接面導能筋:焊接面面積越大,能量分散越嚴重,導致無法破壞端面材料分子結構。為提高可焊接性,在焊接面設置導能筋[13],如圖1 所示。
(2)超聲波焊接面常見的有4 大類:對接接頭、臺階接頭、溝槽接頭、剪切接頭。如圖2 所示。

圖1 超聲波焊接導能筋

圖2 超聲波焊接面
1.1.2 焊頭到焊接面距離的影響
超聲波的焊接距離與焊接質量密切相關。在塑料中,超聲波縱向振動傳遞能量,波的能量損失與距離成正比,焊頭到焊接面距離越長,超聲波能量損失就越多。
業內焊接面與焊頭的距離以6 mm為界限,如圖3 所示。當焊接面距離焊頭接觸面的位置小于6 mm時,能量傳遞效率高,焊接效果較好,此時稱為近場熔接;當焊接面距離焊頭接觸面的位置大于6 mm時,能量傳遞效率相對變低,焊接效果相對變差,此時稱為遠場熔接[14]。
對于遠場熔接,當焊接面到焊頭的距離達到材料頻率半波長值時,超聲波傳遞給焊接界面熱能量最多,能達到較好的焊接效果,焊縫強度最大。實驗針對不同厚度的HS1000(芳基磷酸鹽和粘土改性的聚苯醚,半波長為38.6 mm)進行超聲波焊接,結果發現存在臨界厚度為38.6 mm,如圖4 所示。小于臨界厚度時焊接接頭強度隨厚度的增加而增加,大于臨界厚度時,焊接接頭強度迅速降低[15]。

圖3 超聲波焊接距離臨界點
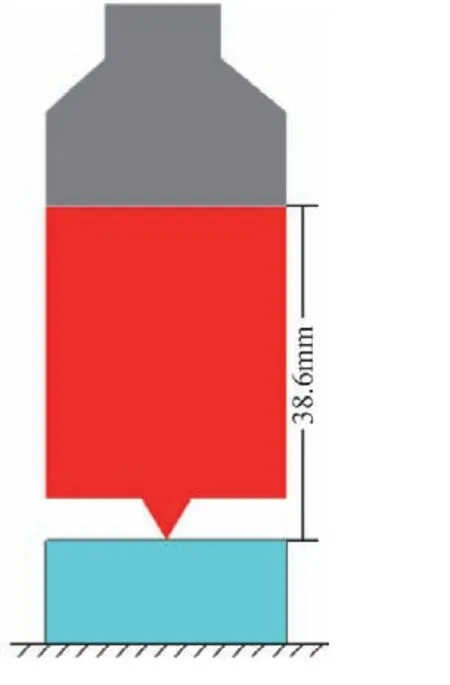
圖4 HS1000 材料超聲波焊接距離臨界點
因此進行超聲波焊接時,優先選用近場焊接;對焊接件厚度或與模頭裝配方式無法優化最終焊接距離大于6 mm 時,最佳的能量傳遞距離選材料頻率半波長值(HS1000:38.6 mm)。
1.2 超聲波焊接優點
傳統的塑料焊接工藝,如熱板焊接工藝,其能量輸入依靠發熱板,生產時不可避免存在散失的熱量,導致能耗大幅增加,且零件直接接觸高溫,容易發生變形,對零件的定位與夾持要求高。摩擦焊接只能針對部分存在回旋焊接面的產品焊接。超聲波焊接工藝具有高效率、低成本、高強度、焊接結構易于設計的優點,有良好的表面外觀和焊接質量,可無縫焊接,操作方便,可做到自動化焊接,質量穩定可靠,能量消耗低。
2 超聲波焊接工藝
2.1 超聲波焊接的步驟
超聲波焊接詳細步驟如圖5 所示。
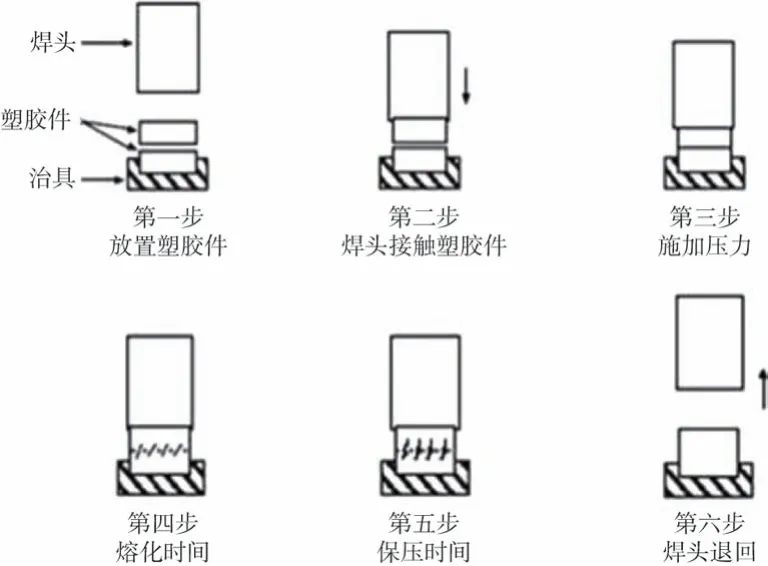
圖5 超聲波焊接詳細步驟
第1 步:取一套將焊接的塑料件,按先后次序擺放在焊接定位工裝中。
第2 步:焊頭向下移動到焊接工作區域,與上端塑料零件接觸。
第3 步:焊頭在氣壓作用下對塑料件施加壓力,壓緊待焊塑產品。
第4 步:焊頭按照設備固有的頻率作縱向高頻振動,當焊接界面溫度達到熔點后,停止振動,受熱部分從固態轉變為粘流態。
第5 步:繼續維持恒定壓力,直至焊接處熔化的塑料流體冷卻凝固,此段時間即為焊接保壓時間。
第6 步:當熔融塑料固化,移去壓力,焊接頭縮回,熔化后的零件間相互結合,整個超聲波焊接過程完成。

圖6 超聲波焊接的微觀過程
2.2 超聲波焊接的微觀過程
從微觀看,兩個塑料件由開始接觸到最后熔合分4個階段,如圖6所示。
第1 階段:開始熔化階段。兩個待焊零件表面摩擦及內部分子相互作用,產生大量熱量并開始融化塑料。
第2 階段:連接階段。塑料零件間開始融合,形成一個薄的融合層,隨著熱量的不斷的增加,融合層的厚度繼續增加。
第3 階段:穩態熔流階段。熔合層厚度持續增加,直至一定的厚度并保持恒定,振動停止。
第4 階段:壓力保持或冷卻階段。保持焊接壓力,熔體逐漸冷卻凝固,形成近乎均相的結構,連接塑料零件[16]。
2.3 超聲波焊接中的重要工藝參數
超聲波焊接的影響因素很多,主要以焊接能量來概括。焊接能量高低,都影響著焊接實際效果,對超聲波焊接原理剖析,可以得出以下幾個關鍵工藝參數,工藝參數大小的調整直接影響著焊接能量的大小。
(1)頻率。焊頭振動的頻率即超聲波的頻率,常用的有15、20、30、40 kHz 幾種。超聲波頻率為固定值,不可連續調整。
(2)振幅。是指焊頭與塑料件接觸面的振動幅度,其大小等于換能器表面振動幅度、調幅器增益和焊頭增益的乘積,調節調幅器和焊頭即可調節其振幅。
(3)焊接能量正相關于振幅。塑料特性不同,對應的振幅相差也大,在振幅參數大小選取上,由于半結晶塑料微觀結構規整度較高,破壞該結構需比無定型塑料需要選取更高的振幅。
(4)焊接時間。是指焊接頭表面與塑料件相接觸,并傳遞超聲波振動能量,使塑料件融化整個過程的時間,通常取值在0.1~0.6 s。焊接時,越長的焊接時間往往代表越大的焊接能量。
(5)保壓時間。是指焊頭振動停止,焊頭壓力卸除并開始上升的時間。在此期間,熔化的塑料降溫凝固。保壓越久,焊接能量越大。
(6)焊接氣壓。是指焊頭在焊接進行的過程中,施加在焊接件上的壓力。越大的氣壓,往往表明更大的焊接能量。
3 超聲波焊接在家電中的應用
3.1 超聲波焊接實驗方案設計
工藝參數變動對生產質量的影響極大,導致產品焊接過程中焊接狀況差別很大。現以家電產品零件組件焊接為例進行探究。
本次實驗焊接涉及零件均為ABS。本次實驗焊接所用設備有3 種模式:時間模式、能量模式、功率模式,并有氣壓、振幅、深度觸發等可調參數。
以兩組試機物料探究初始參考值,在此基礎上設計DOE L9(3/4)正交實驗,對功率、時間、能量3 種模式,氣壓、振幅、深度觸發、功率/時間/能量4 種因子,各設計9 實驗組進行分析,方案如圖7 所示。
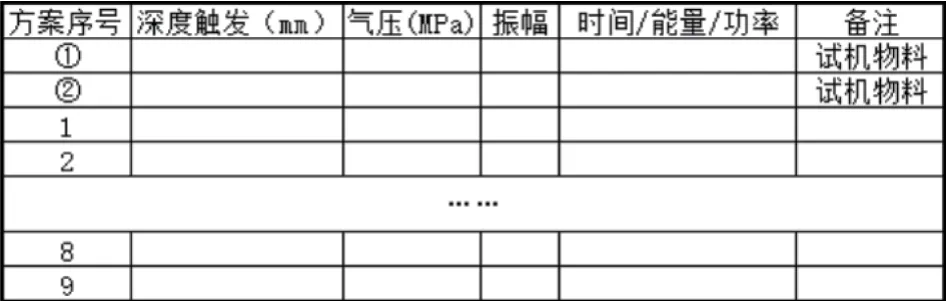
圖7 實驗總體方案
全部焊接完成后,使用壓力機壓頭對零件持續輸出壓力至破壞焊接結構,記錄壓力峰值。將數據整理到表格中,以各因子為一大組(作為橫坐標),計算每組的破壞力均值(作為縱坐標)繪制折線圖,如圖8所示。
圖8 破壞力均值與各因子關系
3.2 超聲波焊接實驗數據分析
分別重復上述步驟得出3 種模式各因子共同作用下,破壞力均值與不同因子的關系圖。
(1)時間模式,如圖9所示。超聲時間:破壞力與超聲時間正相關,且在0.3~0.4 s 變化相對平穩,更利于焊接穩定,建議超聲時間取0.3~0.4 s之間;觸發深度:小于89.8 mm,破壞力與觸發深度為負相關,大于89.8 mm,破壞力與觸發深度為正相關,且在91 mm處破壞拉力滿足需求;振幅均值:振幅小于55 μm,破壞力與振幅為正相關,大于55 μm,破壞力與觸發深度為負相關,且后半段急劇下降,建議選擇振幅50~55 μm之間;氣壓均值:氣壓小于0.5 MPa,破壞力與氣壓為負相關,大于0.5 MPa,破壞力與觸發深度為正相關,兩部分趨勢相同,建議選擇焊接強度更大數值。
圖9 時間模式破壞力均值與因子關系
由此可知,實驗最佳方案為:超聲時間0.4 s,深度觸發91 mm,振幅55 μm,氣壓0.4 MP。依據實驗數據考慮零件外觀得出時間模式下最佳的工藝參數配比為:超聲時間0.4 s,深度觸發91 mm,振幅55 μm,氣壓0.4 MP。
(2)能量模式,如圖10 所示。焊接能量:能量小于450 J,破壞力與能量為負相關,大于450 J,破壞力與能量為正相關,兩部分趨勢相同,建議選擇焊接強度更大數值;觸發深度:破壞力與觸發深度正相關,整體變化平穩,建議取91.5 mm;振幅均值:振幅小于55 μm,破壞力與振幅為正相關,大于55 μm,破壞力與觸發深度為負相關,且前半段急劇下降,建議選擇振幅55~60 μm之間;氣壓均值:氣壓小于0.5 MPa,破壞力與氣壓為正相關,大于0.5 MPa,破壞力與氣壓為負相關,建議選擇中間數值。

圖10 能量模式破壞力均值與因子關系
由此可知,試驗最佳方案為氣壓0.5 MP,振幅55 μm,能量400 J,深度觸發91.5 mm。依據實驗數據考慮零件外觀可得出能量模式下最佳的工藝參數配比為:氣壓0.5 MP,振幅55 μm,能量400 J,深度觸發91.5 mm。既節能焊接強度又高,而且節省焊接時間。
(3)功率模式,如圖11 所示。焊接功率:破壞力與焊接功率正相關,整體變化平穩,建議取2.5 kW;觸發深度:小于90.5 mm,破壞力與觸發深度為負相關,大于90.5 mm,破壞力與觸發深度為正相關,整體趨勢接近,取較大值;振幅均值:破壞力與振幅正相關,整體變化平穩,建議取60 μm;氣壓均值:氣壓小于0.5 MPa,破壞力與氣壓為負相關,大于0.5 MPa,破壞力與氣壓為正相關。

圖11 功率模式破壞力均值與因子關系
由此可知,試驗最佳方案為,氣壓0.4 MPa,振幅60 μm,功率2.5 kW,深度觸發91.5 mm,綜合考慮得出功率模式下最佳的工藝參數配比為:氣壓0.4 MPa,振幅60 μm,功率2.5 kW,深度觸發91.5 mm。既節能又強度高,焊接時間短。
圖12 溢膠示意
3.3 實驗過程異常分析與解決
(1)熔接過度
原因:輸入塑料件能量太多,塑料件聲阻大,傳熱效率低,熱量聚集無法快速散去,焊接區熔融層在焊接壓力作用下向兩側空隙擠壓,形成溢膠(圖12)和披鋒。
解決辦法:降低氣壓;削減焊接時間;降低振幅段數。
(2)熔接不足
原因:輸入塑料件能量太少,焊接區域融化層厚度過薄,導致虛焊。
解決辦法:增加氣壓;加長焊接時間;增大振幅段數;運用較大功率的機型。
(3)塑料件開裂、振斷
原因:超聲波振幅過大;塑料件強度不足。
解決辦法:削減輸出振幅;塑料加加強筋或加厚。
(4)塑料件外表穿孔
原因:超聲波振幅偏低,超長時間焊接所造成的;超聲波匯集損害。
解決辦法:增加焊接頭輸出振幅數值,同時削減焊接時刻,如若要求大的功率焊接設備,則替換;焊接頭非焊接區域選擇避空設計;增強塑料件的厚度或在相應位置加加強筋,以提高塑料件的強度。
4 超聲波焊接質量檢測技術
4.1 超聲波焊接檢測方法介紹
塑料件完成焊接后,應依據塑料件的受力狀況和設計要求,確定有效的檢測方式。檢測方法通常有以下兩方面:(1)非破壞性檢測,外觀目視檢查,X 射線探傷,超聲波測試,性能測試,高電壓檢測;(2)破壞性檢測直觀,拉力破壞實驗,彎曲破壞試驗,壓力破壞試驗和拉伸蠕變試驗等。
4.2 超聲波焊接檢測方法選取
如何簡單快速地檢測焊接質量,通常可以運用如下多種方法來判斷。
首先應注意的是,超聲波焊接處結構相對于母材,焊接層較薄,其強度也弱于母材,焊接檢測應作出合理的判斷:
(1)進行高處跌落試驗,觀察是否開裂;
(2)用一定質量的鋼球撞擊焊接后的塑料件,觀察焊接處是否有開裂狀況,鋼球具體重量選取、跌落高度的設置、撞擊次數,由塑料件材質以及外形來決定;
(3)測量焊接前的總高,并與焊接后的總高比較,得出焊接熔深;
(4)檢測氣密性,需要焊件通入高壓氣體,而后浸沒于水中,并觀察水中是否有氣泡冒出,以此驗證氣密性是否可靠。若要承受外部壓力,則需要放入密封罐中,并進行抽氣或加壓,觀察焊接處有無開裂,以此測試判斷整體焊接效果。
5 結束語
本文綜述了超聲波焊接的影響因素、工藝過程、工藝參數對焊接質量的影響及部分焊接不良的原因分析和解決思路,對于導入新的焊接產品時的識別風險工作及處理超聲波焊接異常問題上具有一定的指導作用。
提出一種基于DOE 實驗分析方法,對3 個固定因子,1 個變化因子進行整合分析,探究與焊接強度的關系,找到最優參數組合,確定超聲波焊接工藝參數,并以家電產品零件操作面板(ABS)零件為實驗對象進行驗證其方法的可行性,按照此方法確定的最優工藝參數,焊接質量較好,且能耗成本較低,效率高。
提出超聲波焊接質量檢測的8 種方法,根據對焊接產品的性能要求而研究并制定相應的檢測方案。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
海峽科技與產業(2016年3期)2016-05-17 04:32:12