基于電信號的離散制造車間設備生產數據在線監測方法研究*
2023-11-13 08:35:34李永菲王玉國譚正祥薛宗淵
機電工程技術 2023年10期
唐 佳,李永菲,王玉國,譚正祥,薛宗淵
(1.無錫汽車工程高等職業技術學校城軌工程系,江蘇無錫 214151;2.南京工程學院汽車與軌道交通學院,南京 211167)
0 引言
近年來智能制造不斷推廣,國內的制造水平穩步提升[1]。無錫雖然是我國制造業的重點發展城市,但相當一部分制造企業處于產業鏈中下游,以中低端傳統家電、機械加工等離散為主[2-3]。在現有條件下根據需要融入制造車間設備生產監測環節,有助于中小制造企業增效降本,對企業的決策和生產任務安排都能產生積極的影響[4],其重要性一直是研究的熱點問題。如果直接引進先進設備,不僅成本較高,且后臺生產數據安全性無法保障,不利于企業后期轉型升級[5]。
離散制造車間設備生產數據采集的信息量龐大,同時具有實時性、動態性變化等特征,這使設備狀態信息采集的過程中增加了難度。韓國的Kim Dong Hoon 等[6]利用電機電流與切削力矩存在必然聯系的特性,參考生產加工現場的需求,研究開發了一套U-Manufacturing系統,并設計了現場終端實現對車間內數控設備加工狀態的監測。衢州學院的鄧小雷等[7]對現有的機床主軸系統采集多類信號,研發出多源異類信息采集試驗平臺,實現對數控立式加工中心定轉速下的溫度、加速度動態監測。重慶大學的劉飛等[8]基于功率電信號對生產車間數控設備實時采集,參考功率變化中的特征值,實現對數控設備狀態監測。
目前對機械加工設備的電氣信號進行采集,不依賴于數控系統,靈活選用傳感裝置,適用于中小型制造企業轉向智能制造升級過渡。為了較低成本實現信息化、數字化生產,提高生產效率和設備綜合效率(OEE),本文以人工上下料的錠子軸數控車削組合加工工序為例,數據采集裝置采集加工過程中的電信號,經數據預處理,形成零件加工特征序列與標準特征序列庫匹配,驗證生產現場數據在線監測的可行性。
1 車間設備生產數據采集
電信號數據采集設備現場接線圖如圖1 所示,數據采集裝置外接220 V 的電源,其中,傳感裝置的三相分別為3 根紅線,與火線連接,數據采集裝置的21、22 端口與串口轉換器RS485 或RS232 端口連接。轉換的另一頭通過USB接口與PC端連接,通過查詢可用COM 端口完成連接通信。
在制造車間以人工上下料的某數控機床為例,數據采集裝置在保障數控機床正常加工的情況下,進行電信號采集。在實際安裝過程中,數據采集裝置穿刺主軸電機線纜獲得電壓信號,實現電流、電壓、功率信號的采集。數據采集設備現場接線如圖2 所示,打開數控車床的背面PLC控制面板,找到對應的線纜完成電信號傳感裝置、數控采集裝置、電源等安裝,完成數據采集裝置接線,同時與PC端完成COM 端口測試,實現監測系統軟硬件聯通。

圖1 電信號數據采集設備現場接線

圖2 數據采集裝置現場采集
錠子軸加工為半自動生產,需要人工進行上下料,待加工時長不固定。數控機床現場加工如圖3 所示,生產加工人員需要將加工完成的錠子軸零件用檢具進行測量,檢驗是否為合格品,再將待加工的棒料放入數控機床中,完成作業目標,流轉至下一道工序,是實現制造執行系統的重要環節。
利用搭建的電信號數據采集平臺,完成數據采集。錠子軸電流信號數據折線如圖4 所示,通過數據采集點形成的圖像清晰可見,零件加工過程規律性很強,且存在待加工時間長短不一的現象。因此,需要對曲線的特征進一步分析,來實現錠子軸生產過程監測。
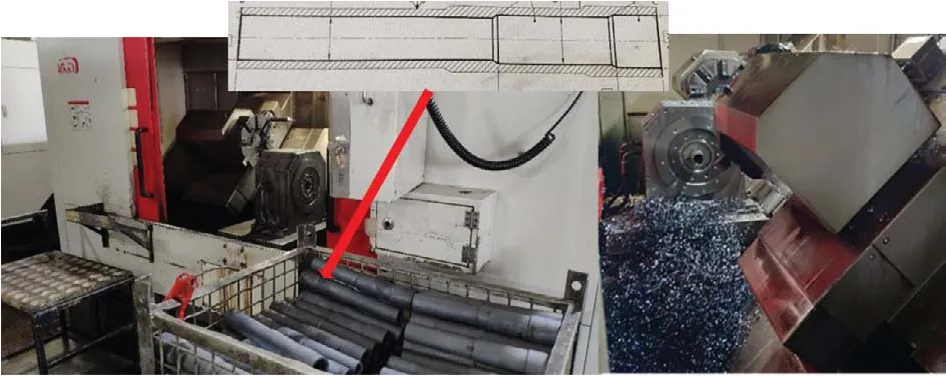
圖3 數控機床現場加工
2 車間生產數據預處理算法研究
傳感器技術的不斷發展為離散制造車間設備生產數據監測系統提供頻率保障,但在采集過程中原始信號存在各種噪聲,如刀具進給的快慢、零件過程中的振動、供給電壓不穩定產生的不穩定因素。針對原始數據存在大量噪聲的問題,提出對原始數據進行預處理的方法,實現了準確描述零件加工過程的特征信息和減小生產數據監測的輸出結果誤差。將常用的降噪濾波如移動平均濾波、高斯濾波和小波降噪等,用信噪比(SNR)、均方根誤差(RMSE)來評價降噪效果[9],比較得出適合錠子軸的數據預處理方式。
2.1 移動平均濾波
在信號處理的時候,常用到移動平均濾波進行降噪處理[10]:
式中:x為輸入值;y為輸出值;n ≥N。
2.2 高斯濾波
高斯濾波是一種根據高斯函數的形狀來選擇權值的線性平滑處理[11]。其公式為:
高斯濾波相比于移動平均濾波,特點在于:數據中離某一點越近的點對其產生的影響越大,讓其權重大。相反,相離越遠的點對其產生的影響越小,權重也越小。
2.3 小波閾值降噪
小波降噪不僅能保留原始數據中的特征值,還能消除采集過程中的噪聲。設含有噪聲的離散信號為g(x),其公式為:
式中:f(x)為原始信號;n(x)為N(0,σ2)的高斯白噪聲。
噪聲不僅干擾實際信號,還會增加后期數據處理的任務量和計算時間。基于小波分解的公式,可以對實際原始信號變換進行分解與重構,信號的快速正交小波變化為:
式中:cjk為信號的尺度系數;djk為小波系數;j為信號分解層數。
確定高斯白噪聲在小波系數中的閾值,需要閾值函數對含有噪聲系數的小波系數進行過濾,常用的閾值函數有軟閾值和硬閾值[12]。
硬閾值絕對值大于小波系數x 時,其值不變。硬閾值絕對值小于等于小波系數時,其值為0。在降噪過程中,硬閾值處理閾值點處存在不連續的情況,且會對數據產生振蕩信號。硬閾值的形式為:
另一種為軟閾值降噪。小波系數的絕對值大于或者等于所設定閾值λ 時,小波系數的值不保留,以平滑的方式體現。小波系數絕對值小于閾值其值為0,形式為:
小波降噪的主要影響因素為基函數的選取、分解層數的確立、閾值方法的選取和值的確定。在實際應用中沒有固定統一的選取標準,針對不同的信號選取不同的方案,其降噪效果也有所不同。
信噪比是評價降噪性能的標準,將降噪信號表示為標準信號f(n)、原始信號s(n)、信號長度L,信噪比(SNR)公式定義[13]為:
均方根誤差是原始信號與降噪處理后的信號之間的,其中s(i)為原始信號,f(i)是降噪后的信號,公式定義為:
為了評價移動平均值濾波、高斯濾波、小波軟硬閾值降噪算法的效果。一般采用的信噪比(SNR)、均方根誤差(RMSE)來評價降噪的優劣。由式(7)和(8)可知信噪比(SNR)越高,均方根誤差(RMSE)越小,降噪處理后的信號越接近原始信號,保留其特征值的效果越好[14]。
4 種濾波降噪處理結果如圖5 可以看出,原始數據存在大量的噪聲,經過不同降噪處理效果不同。原始數據經高斯濾波、移動平均值濾波、小波軟閾值處理、硬閾值降噪處理,在不同程度上減少了對離散車間設備生產數據監測信號的干擾。從4 種不同的數據預處理方式和處理結果來看,高斯濾波的信噪比最大,且均方根誤差最小。高斯濾波在數據預處理整體效果相比移動平均值濾波、小波降噪處理更好。因此,選用高斯濾波作為數據預處理的方式。
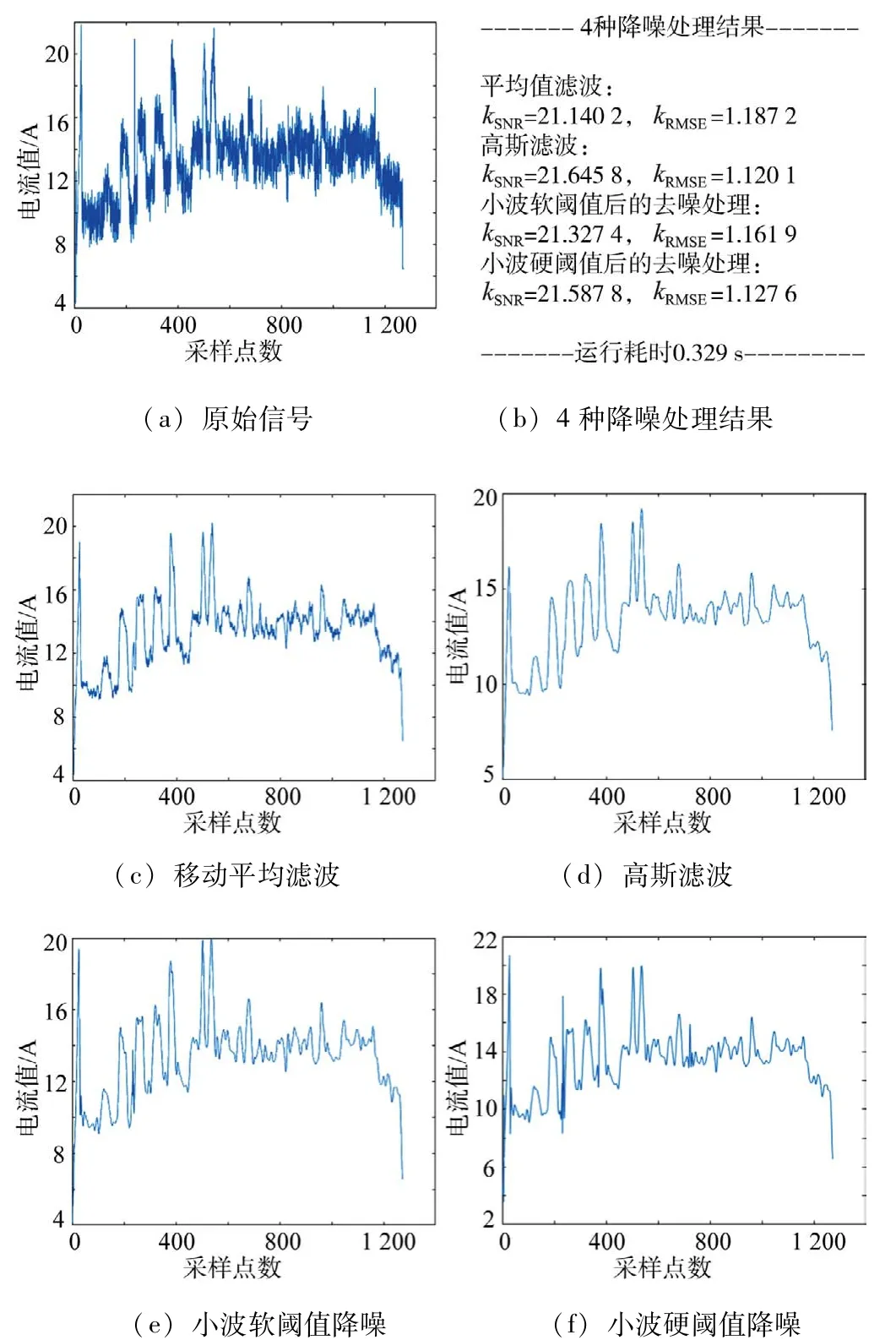
圖5 4 種濾波處理結果
3 在線監測算法研究
通過高斯濾波的方式完成原始數據預處理,實現錠子軸曲線特征生成特征序列,與標準特征序列庫匹配識別得到錠子軸的生產數據,完成錠子軸的生產過程在線監測。以某制造車間內,數控機床加工錠子軸為例共有5 道工序,分別為小孔平端面、大孔平端面、車內孔、小孔倒圓角和大孔倒圓角。如圖6 所示,標準特征序列標定則通過多次人工暫停的方式,實現對每道工序與電信號一一對應,形成標準特征序列庫。

圖6 某錠子軸零件工序流程
某錠子軸一個完整加工過程如圖7 所示,將預處理后的曲線特征段與加工工序對應。相鄰兩道加工工序間存在換刀等待時間,連續采集離散制造車間設備中加工與待加工的生產數據,實現對零件加工各個工序、完整加工過程、待加工過程中的數據做特征提取作為特征序列,形成該零件的標準特征序列庫。
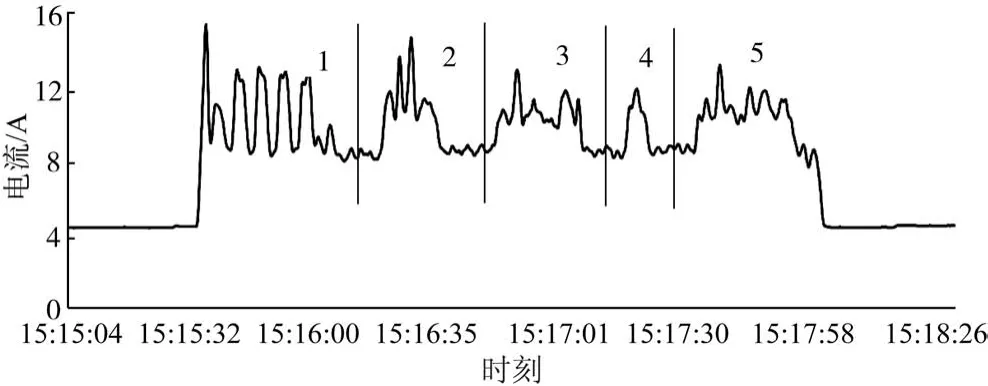
圖7 某錠子軸完整加工過程
在持續監測數控機床過程中,設備監測系統不斷進行工序匹配識別判定零件加工是否正常,同時累加零件加工個數、加工時長和待加工時長,形成一組設備生產信息特征集,并向制造執行系統上傳數據[15]。離散車間設備工序監測流程如圖8 所示,檢測是否與終端設備連接成功,實時獲取電流數據,進行高斯濾波處理,首件檢查。將首件檢測合格的特征數據錄入標準數據庫,形成標準特征,工序換刀過程的時間為T,將收到的第一特征序列與換刀標準序列比對。其中第一特征序列由工序持續時長、電流幅值與方差3 個特征值組成,這些特征值可以較好地描述各工序之間的差異。如果匹配成功,將此加工過程截斷,得到一段X的待判定序列,將待判定序列與零件各加工工序的標準序列比對,輸出相對應的加工工序且為加工狀態,記錄加工時長。如果匹配失敗,再將待判定工序X 按照單位時間劃分為A 段,將A段電信號數據的第二特征序列分別與單位時間內待加工標準特征序列進行比對,若能完成匹配,則將該電信號段標識為待加工狀態,記錄待加工時長。待加工狀態下電流值相較于加工工序變化平穩,可用平均值作為第二特征序列。若不能完成匹配,則將該特征序列標識為異常狀態保存在本地存儲。在現場終端顯示屏中,實時顯示目前的車間設備生產狀態信息,處于加工狀態顯示當前加工工序,處于待加工狀態記錄待加工時長。能夠進一步得到該車間加工設備的生產數據,其中包括零件加工個數X、加工時長T、待加工時長TD和異常數據Y。
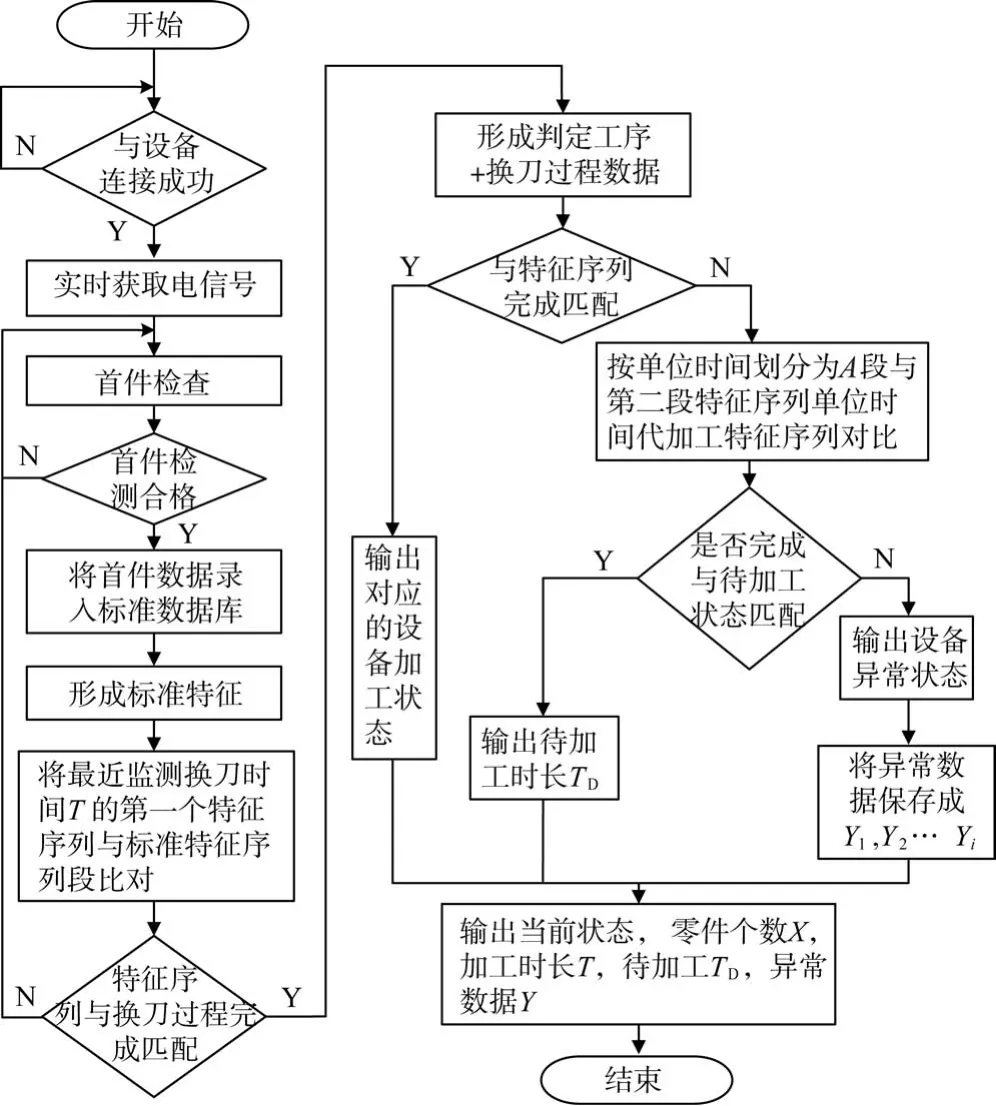
圖8 離散車間設備工序在線監測流程
由于生產加工方式不同,無錫中小型制造企業的生產加工設備大多需要人工進行上下料檢測,待加工時間不確定。需要對單位時間內電信號進行逐一匹配,累加單位時間得到待加工時長,完成對待加工狀態匹配。對自動上料的生產設備,加工節拍固定,待加工時長也固定,對此類的加工設備待加工狀態和時長匹配較半自動化加工較易。生產信息監測系統將提供車間生產基礎信息且能完成數據反饋,從而杜絕員工謊報產量和管理人員對人員、設備、工序、訂單等精益化管理。
4 結束語
本文以人工上下料的錠子軸數控車削組合加工工序為例,將采集的電信號進行分析,發現存在很強的規律性。利用4 種不同的濾波方式,對原始數據進行降噪處理減少結果誤差,采用信噪比和均方根誤差來評價,得出高斯濾波去噪效果最佳。將預處理后的曲線與錠子軸加工工序匹配,形成標準曲線特征,按照離散車間設備工序在線監測流程,輸出車間設備的加工狀態、零件數量、加工時長、待加工時長等核心數據流,完成對制造車間實時監測,幫助企業對生產計劃、訂單、設備、員工等精益化管理。基于電信號的車間設備監測方法應用范圍廣,可以較低成本助力無錫中小型制造企業“智改數轉”的發展。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
設備管理與維修(2015年12期)2015-04-09 06:57:00