鏈板式連續運輸機械中焊趾表面裂紋擴展形態檢測
2023-11-13 06:30:36范磊,商麗
電鍍與精飾 2023年11期
范 磊,商 麗
(沈陽城市建設學院 機械工程學院,遼寧 沈陽 110167)
鏈板式運輸機由于其穩定性較高,且可實現長時間的連續運輸,在多個行業得到了廣泛的應用。但是,隨著鏈板式連續運輸機工作時間的增加,結構處容易出現疲勞斷裂事故,而焊趾裂紋是引發結構斷裂的關鍵因素[1]。T 形焊接頭處是較為容易出現焊趾表面裂紋缺陷的,并且在外荷載的作用下焊趾表面裂紋會出現擴展現象最終導致整個焊接結構的斷裂[2]。因此,對鏈板式連續運輸機焊趾表面裂紋擴展形態檢測可以有效提高其結構的穩定性與其運行的安全性, 相關方法一直是研究的熱點。
文獻[3]提出基于XFEM(extended finite element method)的焊接裂縫擴展形態檢測方法,該方法為了研究焊接結構裂紋形態的萌生擴展,采用ABAQUS 軟件構建焊趾接頭模型,并在不預置裂紋的前提下,運用擴展有限元單元法(XFEM)對焊趾接頭的平面應力與平面應變狀態進行研究,從而實現裂紋萌生擴展的模擬檢測。文獻[4]提出基于無網格和水平集耦合的焊接裂縫擴展形態檢測方法,該方法首先構建焊接結構的無網格模型,并對網格模型中的節點進行劃分;其次根據節點劃分結果,采用移動最小二乘法計算近似函數,對焊接結構的位移場與應力場進行計算;最后用相互作用積分法求解應力強度因子,并計算裂紋的開裂角,從而獲得焊接結構裂紋擴展路徑,完成裂紋擴展檢測。但是,針對常規鏈板式運輸機械設備,隨著滾動壓力不斷增加和設備的鋼屈服強度的不斷提高,設備耐壓體的直徑和傾斜角度不斷加大,導致焊縫焊趾處的裂紋擴展形態檢測越來越重要,但目前還沒有針對連續滾動設備的可靠設計方法可以遵循。接結構裂紋擴展路徑,完成裂紋擴展檢測。但是,針對常規鏈板式運輸機械設備,隨著滾動壓力不斷增加和設備的鋼屈服強度的不斷提高,設備耐壓體的直徑和傾斜角度不斷加大,導致焊縫焊趾處的裂紋擴展形態檢測越來越重要,但目前還沒有針對連續滾動設備的可靠設計方法可以遵循。
為了進一步提高焊趾表面裂紋檢測的精度與有效性,提出一種針對鏈板式連續運輸機的焊趾表面裂紋擴展形態檢測。
1 焊趾表面裂紋區域的SIFT定位
為了對焊趾表面裂縫區域進行精準定位,采用SIFT 特征檢測算法進行定位研究。焊趾表面裂紋區域的SIFT 定位的主要步驟是構建尺度空間并檢測極值點,以實現焊趾表面裂紋特征點的尺度不變性。在所研究的尺度空間范圍內,利用高斯函數對焊趾表面裂紋圖像進行修正處理[5-7],過濾掉對比度不明顯的點;最后,采用直方圖計算的方式得到特征點的特征向量結果。
為了提高焊趾表面裂紋區域特征點檢測的穩定性,首先構建尺度空間函數:
式中:D表示空間尺度函數;空間中的方向分別為x、y;σ表示尺度參數;t表示時間參數。以公式(1)與公式(2)為基礎,對其進行求導,可以確定特征點的位置。為了得到特征點的位置,要將監測點與周圍鄰近節點的影像域與尺度域進行對比。尺度空間極值點如圖1所示。
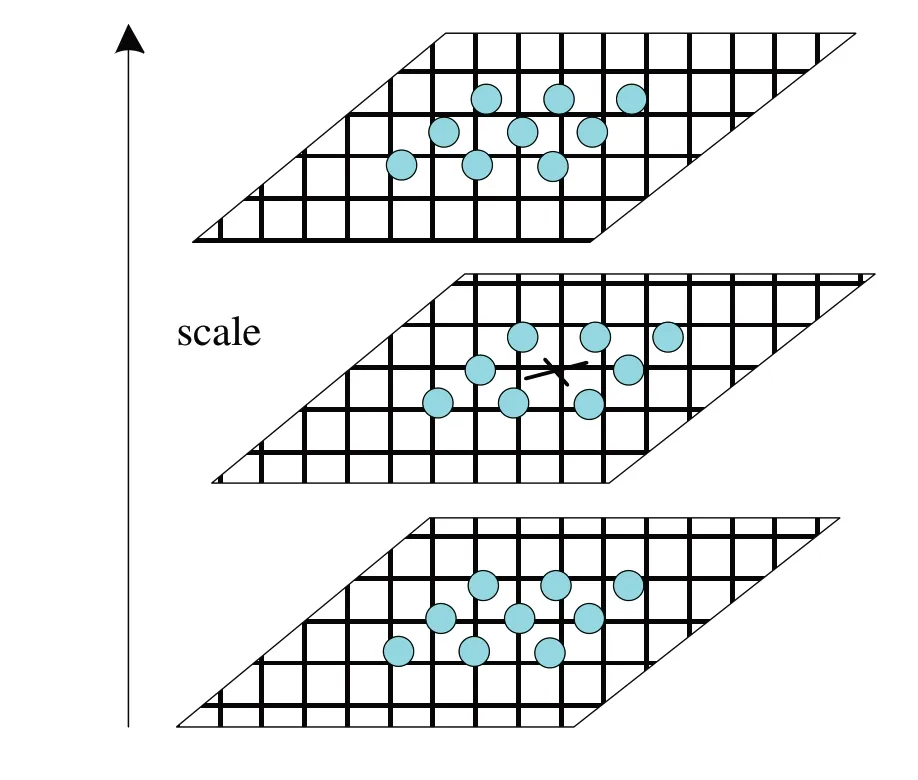
圖1 尺度空間極值點Fig.1 Extreme points in scale space
為了提高裂紋區域的定位精度,去除圖像中對比度較低的特征點,對特征點附近的正交梯度進行計算:
式中:Gx與Gy分別表示裂紋圖像的水平梯度與豎直梯度[8-10];I表示裂紋圖像函數。
以公式(3)與公式(4)為基礎,引入Heaaian矩陣:
式中:H表示Heaaian 矩陣,可以提高梯度的計算精度。根據Heaaian矩陣,對裂紋圖像特征點的幅值m與方向θ進行計算:
以幅值與方向的計算結果為基礎,在特征點所在鄰域進行采樣處理,并通過關鍵點描述子對特征點的方向進行描述,如圖2所示。
根據特征點描述子結果[11-14],對裂紋區域定位目標與特征點之間的歐式距離Li進行計算:
式中:xi與yi分別表示定位目標的質心坐標。根據歐式距離的計算結果,對焊趾表面裂紋位置Ji進行定位處理:
式中β表示遺忘因子。
根據公式(9)的計算結果,可以實現焊趾表面裂紋區域的精準定位,為實現裂紋擴展形態檢測提供高質量的結果。
2 焊趾表面裂紋擴展形態檢測
以上述獲得的焊趾表面裂紋區域SIFT 定位結果為基礎[15-16],進行焊趾表面裂紋擴展形態檢測。
焊趾表面裂紋在向前擴展時會釋放一定的能量,通過研究擴展應力強度因子與能量釋放之間的關系,可以獲得有效彈性條件下裂紋的擴展形態結果。裂紋擴展過程中所釋放的能量與應力強度因子之間的關聯關系可以用公式(10)進行描述:
式中:P表示能量釋放的總量;KI表示焊趾表面裂紋I處的應力強度因子;E'表示彈性模量。
在進行裂紋擴展形態檢測時,需要考慮裂紋閉合現象對其擴展形態的影響,裂紋閉合現象產生的等效應力因子同樣可以作為焊趾表面裂紋擴展的驅動力[17-18],對裂紋擴展形成塑性誘發。引入裂紋開張比的概念,以研究裂紋閉合效應對裂紋擴展的影響。開張比的計算公式為:
式中:U表示開張比;ΔKeff表示有效應力強度因子變化量;ΔK表示應力強度因子變化量;Kmax與Kmin分別表示應力強度因子最大值與最小值;Kop表示焊趾裂紋開張的應力強度因子。
引入應力比的概念,可以通過公式(12)對ΔKeff的計算公式進行改進:
式中R表示應力比[19]。
在以有效應力強度作為焊趾表面裂紋擴展的驅動力進行研究時,可以通過有效的應力強度因子ΔKeff對裂紋擴展的有效能量Geff進行計算:
完成上述計算后,對焊趾表面裂紋擴展形態進行檢測計算。焊趾表面半橢圓裂紋結構示意圖如圖3所示。
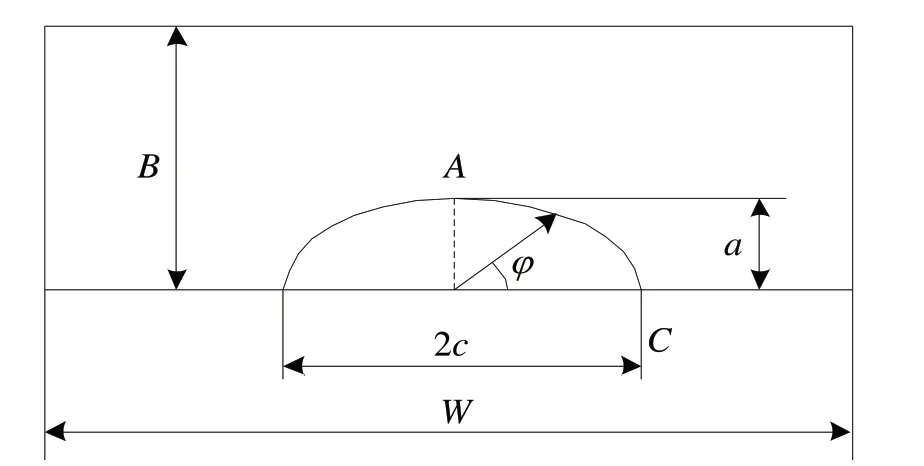
圖3 橢圓形焊趾表面裂紋Fig.3 Surface cracks of elliptical weld toe
圖3 中:A為最深的裂紋位置;C表示焊趾裂紋與運輸機結構表面的交點;B表示運輸機板材結構的厚度,W表示其寬度;a與c分別表示裂紋的半短軸與半長軸;φ表示裂紋的參數角度。
當焊趾表面裂紋發生擴展時,裂紋的最深位置A與表面位置C處的有效能量釋放量相等,因此存在:
將公式(12)與公式(13)代入到公式(14),可以得到:
式中:UA與UC分別表示位置A處與C處的開張比;KAmax與KCmax分別表示位置A處與C處最大應力強度因子;E'A與E'C分別表示位置A處與C處的等效彈性模量[20]。
由于運輸機需要支持持續的負載運輸任務,在外荷載的作用下,裂紋表面位置C始終處于平面應力狀態,而位置A則處于平面應變狀態,應力從位置A到位置C的過渡計算公式為:
位置A到位置C的開張比近似值可以表示為:
將式(16)、(17)、(18)代入式(15)中,可以得到:
對于運輸機結構的焊趾裂紋,前沿處位置應力強度因子K是與裂紋縱橫比a/c與深度比a/B相關的函數,將位置A與位置C處的最大應力強度因子計算公式代入式(18)中,可明確裂紋縱橫比a/c與深度比a/B的關系。因此,已知板厚B可以得到裂紋半軸長度a與c的函數關系,從而對裂紋擴展形態進行描述,完成裂紋擴展形態的檢測。
3 實驗分析
為了驗證鏈板式連續運輸機焊趾表面裂紋擴展形態檢測方法的應用效果,對方法的檢測性能進行了驗證。
3.1 實驗準備
此次實驗所用的鏈板式連續運輸機鑄件以Q345鋼材為主結構材料,在焊接過程總會產生冷裂紋與焊接變形,尤其在冬季產生的裂紋更加嚴重。鏈板式連續運輸機中Q345 鋼材的化學成本與基本力學參數如表1與表2所示。

表1 Q345的化學組成Tab.1 Chemical composition of Q345

表2 Q345的基本力學參數Tab.2 Basic mechanical parameters of Q345
采用CO2氣體保護焊,焊絲為φ1.6 mm 的ER50-6焊絲。焊趾表面裂紋如圖4所示。
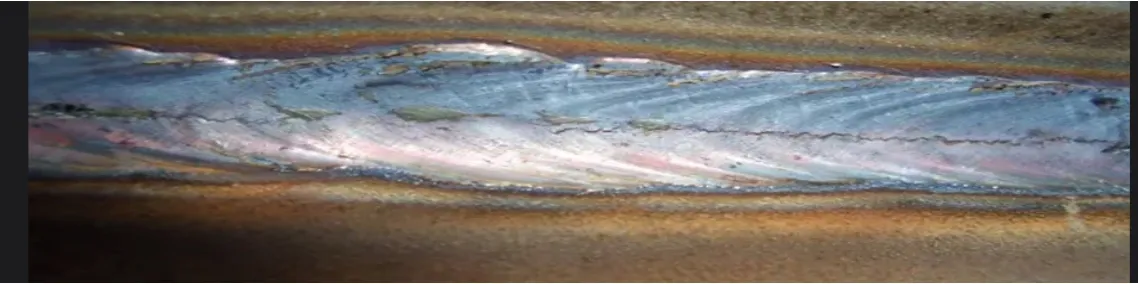
圖4 焊趾表面裂紋Fig.4 Surface cracks of weld toe
此次實驗在SDS100 伺服疲勞試驗機上完成,圖像定位結果如圖5所示。
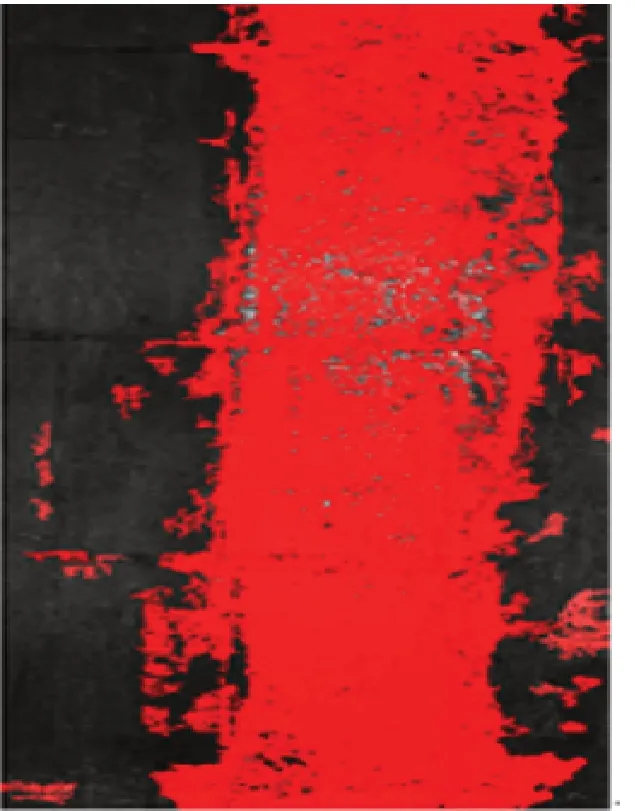
圖5 圖像定位結果圖Fig.5 Map of image positioning result
3.2 實驗結果分析
3.2.1 裂紋區域定位精度
由于在進行裂紋擴展形態檢測之前需要首先對裂紋區域進行定位,因此裂紋區域定位結果會對最終的形態檢測結果產生一定的影響,裂紋區域定位精度越高則后續的形態檢測效果越好。為了充分驗證本文方法的定位效果,將本文方法與文獻[3]提出基于XFEM 的焊接裂縫擴展形態檢測方法、文獻[4]提出基于無網格和水平集耦合的焊接裂縫擴展形態檢測方法進行對比驗證,3 種方法的裂紋區域定位精度對比結果如圖6所示。
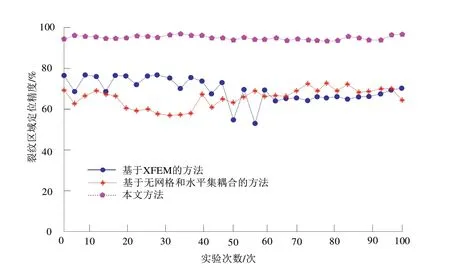
圖6 裂紋區域定位精度Fig.6 Positioning accuracy of crack area
從圖6 所示的裂紋區域定位精度對比結果中可以看出,本文方法定位精度曲線結果始終位于2 種對比方法的上方,并且定位精度曲線波動幅度較小,說明本方法能夠在提高裂紋區域定位精度的情況下,保持較高的定位穩定性。本方法的定位精度始終保持在95 %以上的水平,而基于XFEM 方法與基于無網格和水平集耦合方法的定位精度最高僅達到80%,說明本方法能夠對焊趾表面裂紋區域進行精準的定位。
3.2.2 裂紋擴展形態檢測精度
為了進一步驗證本方法對焊趾表面裂紋擴展行為的檢測效果,以不同疲勞壽命下裂紋擴展深度作為擴展形態發展指標,將3 種方法的檢測結果與實測結果進行對比,裂紋擴展形態檢測精度結果如圖7所示。
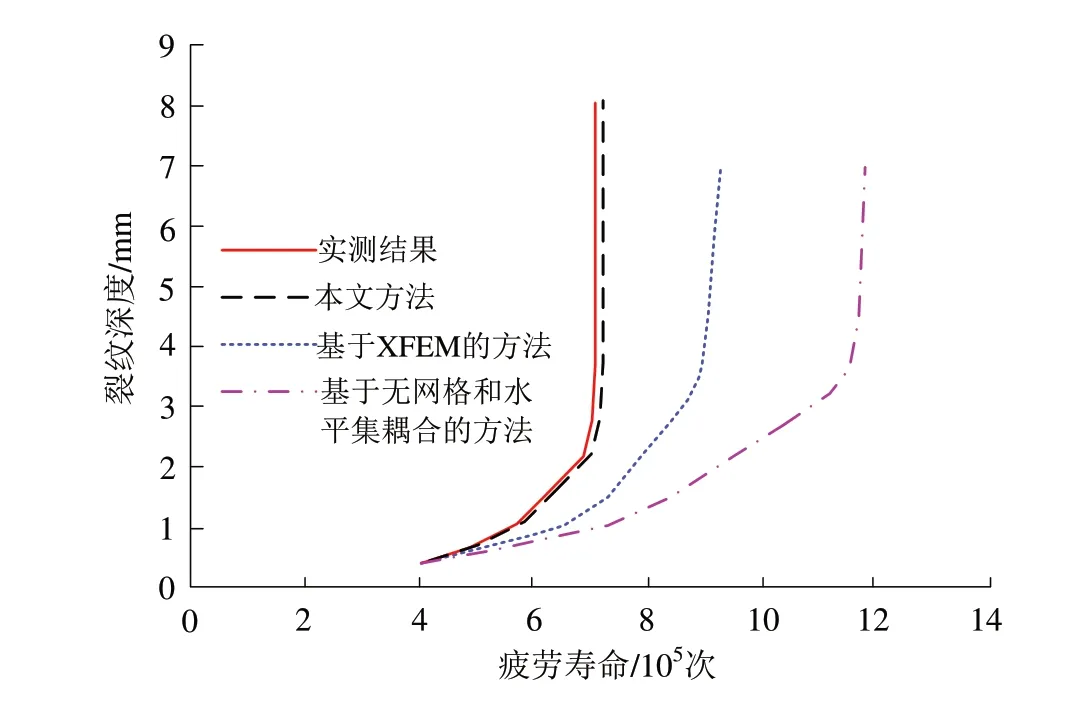
圖7 裂紋擴展形態檢測精度Fig.7 Detection accuracy of crack propagation morphology
觀察圖7 所示的檢測精度對比結果可以看出,3種檢測方法中,本方法的裂紋深度檢測結果與實測結果最為接近; 而基于XFEM 方法與基于無網格和水平集耦合方法的檢測結果與實測結果存在明顯的差距,尤其是基于無網格和水平集耦合方法,其與實測結果的差距最大。
4 結 語
焊趾裂紋檢測作為保障焊接工藝安全的必要手段,是鏈板式連續運輸機出廠時必要的檢測流程。為了進一步提高檢測的精度,提出鏈板式連續運輸機焊趾表面裂紋擴展形態檢測方法,并對方法的檢測性能進行了驗證,證明該方法在進行焊趾表面裂紋擴展形態檢測時具有較高的裂紋區域定位精度與裂紋擴展形態檢測精度。與基于XFEM 的檢測方法相比,本方法的裂紋區域定位精度顯著提高,始終保持在95%以上的水平;與基于XFEM 和水平集耦合的檢測方法相比,本文方法的裂紋擴展形態檢測結果與實測結果最為接近; 說明本文方法的裂紋擴展形態檢測性能得到了有效提升。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
建筑材料學報(2014年3期)2014-03-11 17:08:02
