
基于正交設計和離散元法的半自磨機筒體襯板改型及工業應用
2023-11-13 09:39:02肖慶飛邵云豐周強劉向陽王慶凱張謙
礦產保護與利用 2023年4期
肖慶飛,邵云豐,周強,劉向陽,王慶凱,張謙
1.昆明理工大學 國土資源工程學院,云南 昆明 650093;
2.礦冶過程自動控制技術國家重點實驗室,北京 100083;
3.礦冶過程自動控制技術北京重點實驗室,北京 100083;
4.礦物加工科學與技術國家重點實驗室,北京 100083;
5.省部共建復雜有色金屬資源清潔利用國家重點實驗室,云南 昆明 650093
引 言
半自磨機作為磨礦作業的重要機械設備,與傳統的棒磨、球磨設備相比,具有單機處理能力大、工藝流程短、投資額低等優點[1]。半自磨機筒體襯板作為半自磨機的重要部件,既承擔著傳遞能量的任務,又保護筒體[2]。然而對半自磨機筒體襯板重要結構參數的設計多依靠經驗積累缺乏理論科學性,易出現磨礦效率低、襯板及介質損耗量大等問題[3]。據不完全統計,我國用于生產磨機襯板所消耗的鋼材高達22 萬t/a,由此帶來的成本消耗達數十億元,成為選廠經營支出中不可忽視的部分[4]。大量研究結果證實,通過理論與技術創新,襯板改型設計可以有效提高其使用壽命、磨礦效率、襯板利用率以及降低單位鋼耗、單位電耗,符合國家節能降耗的方針政策,有助于實現碳達峰、碳中和的目標要求[5]。由于半自磨機襯板在磨礦過程中的重要作用,長期以來,通過研究襯板優化改型來提高半自磨機磨礦效率已成為半自磨機襯板理論研究領域的一個重點研究方向。
早在20 世紀80 年代,國內外研究人員已對半自磨機筒體襯板改型進行了相關研究與應用,借助EDEM 等模擬仿真軟件,取得大量的研究成果[6-10]。Powell 等[11]基于離散元法研究半自磨機筒體襯板提升條的磨損規律,提出了一種預測球磨機襯板磨損的簡單模型,為設計優化襯板提供了一種平衡襯板使用壽命和磨機性能的方法。Collinao 等[12]利用磨機中不同類型(礦石-鋼球、鋼球-襯板)的DEM 碰撞能譜信息和待磨礦石的力學性質,提出了一種改進磨機襯板設計的新方法。結合工業實際案例發現,對筒體襯板的設計優化可有效改善磨礦效果,提升日產量并降低襯板損耗。杜強等人[13]將離散元模擬與制造工藝相結合分析了襯板磨損的現狀和原因,提出了應在不同的運行階段,多次測量襯板磨損情況,發現筒體襯板的磨損規律,并針對性地對襯板性能進行改善。Cleary 等[14]由離散元仿真試驗結果分析發現,襯板形狀的微小差異可能會影響襯板的使用壽命和磨礦性能。用離散元法可以為襯板設計提供參考,估算襯板壽命,并使筒體襯板獲得更好的性能。許磊等人[15]通過對切向碰撞能量譜的分析得出,物料粒徑對襯板磨損存在顯著影響,粒徑越大襯板越易磨損,且襯板提升條在上表面和右上角處的磨損最為嚴重,這為筒體襯板的改型優化提供了理論依據。
盡管國內外學者在襯板改型方面已經做了大量研究,但是將數值模擬結果用于工業實踐的案例還鮮見報道。針對新疆某選廠中Φ5.5 m×1.8 m 半自磨機存在鋼球直接沖砸襯板,導致襯板斷裂、使用壽命短的問題,筆者首先基于正交設計法確定襯板提升條的優化參數組合,再采用SolidWorks 三維建模與EDEM仿真研究襯板不同提升條參數(高度、寬度與面角)對介質運動形態與碰撞能量分布規律的影響,最后將模擬仿真試驗確定的最佳提升條參數組合用于工業試驗。
1 離散元法接觸模型理論
在離散元仿真中,因Hertz Mindlin 接觸模型可與接觸剛度隨接觸位移與接觸力變化的非線性函數關系相匹配,且能夠模擬顆粒間的沖擊行為,這使Hertz Mindlin 接觸模型在無黏性散體顆粒的模擬試驗中更具優勢[16]。本文的模擬仿真試驗設置礦石間不存在黏結力,同時各顆粒模型單元間接觸關系具有非線性和各向異性的特點,這與Hertz Mindlin 接觸模型的優勢相契合。因此,本文選用Hertz Mindlin(no slip)接觸模型。
其接觸模型示意圖如圖1 所示,設兩顆粒半徑分別為R1、R2,如文獻[17]中所述,當兩個球形顆粒發生彈性碰撞時,可用公式(1)來計算兩球形顆粒的法向力Fn:

圖1 接觸模型示意圖Fig.1 Schematic diagram of contact model
式中:R*-兩球形顆粒的等效半徑,
E*-等效彈性模量,其中E1、E2為顆粒1 和2 的彈性模量,V1、V2分別是球形顆粒1 和2 泊松比;
α-法向重疊量。
用公式(2)可計算兩顆粒間的法向阻尼力Fnd:
式中:m?- 兩個球形顆粒的等效質量,
Sn-法向剛度,Sn=2E?
e- 顆粒材料的恢復系數;
兩球形顆粒之間的法向相對速度。
用公式(3)可計算兩顆粒間的切向力Ft:
式中:δ-顆粒的切向重疊量;
St-切向剛度,G?為等效剪切模量,
G1和G2-兩個球形顆粒1、2 的剪切模量。
用公式(4)可計算兩顆粒間的切向阻尼力Ftd:
2 試驗方案的確定
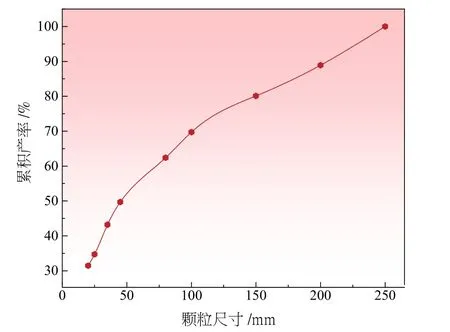
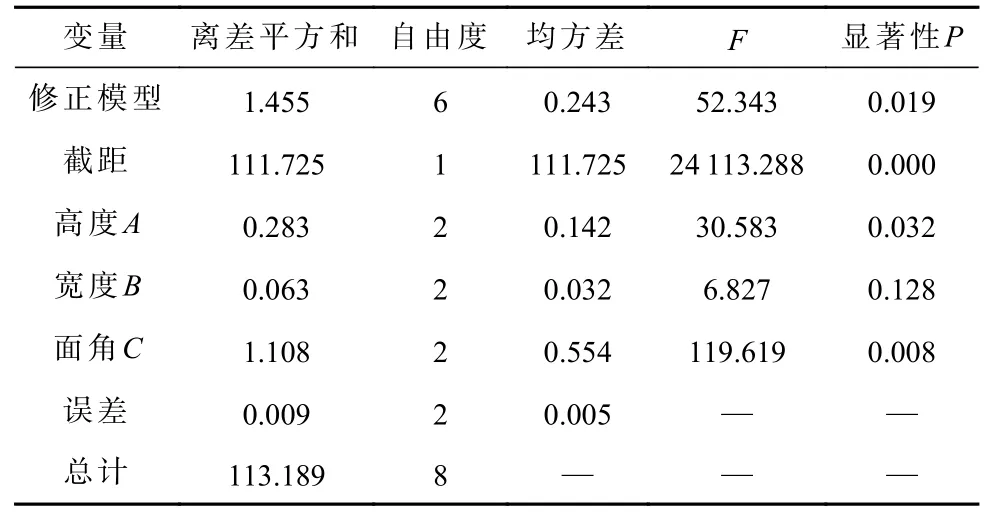
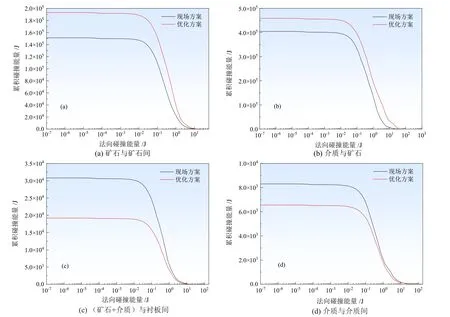
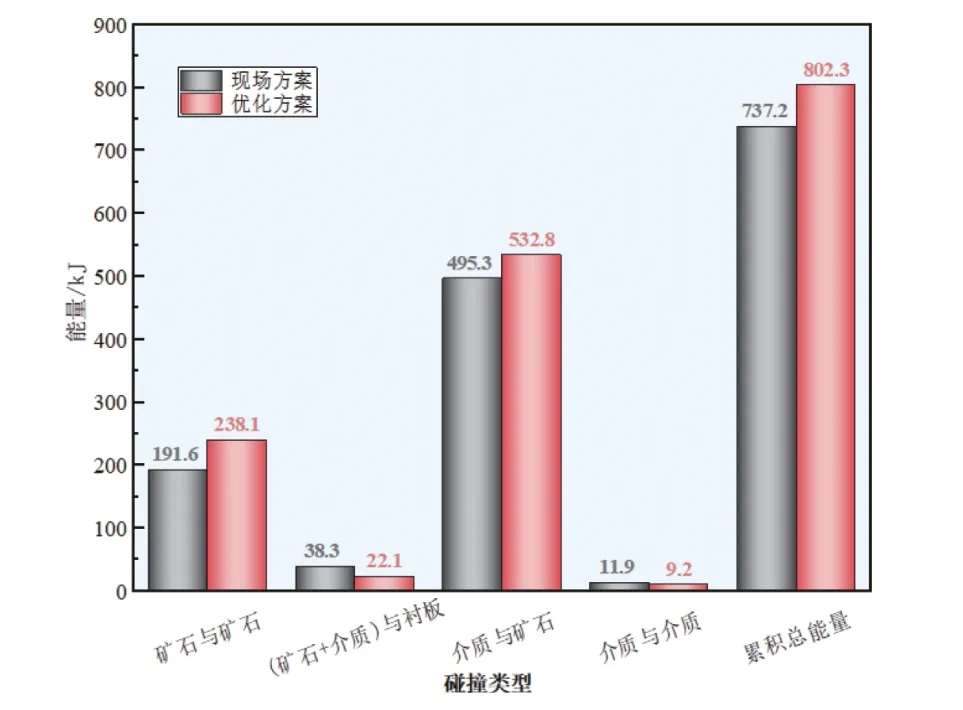
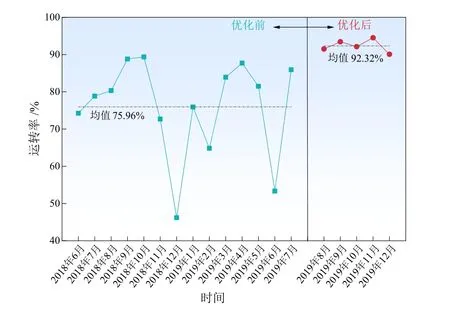
本研究中,半自磨機使用的是T 形筒體襯板,其結構通常采用三個參數表示,即提升條高度h、寬度w與面角θ,如圖2 所示。根據筒體襯板提升條參數設計原則,并結合現場實際,確定襯板提升條參數優化設計的取值范圍。其中提升條高度的設計一般選擇物料直徑作為參考依據,應與被提升物料最大直徑相適宜,其設計范圍為:160 mm 圖2 半自磨機T 型襯板模型Fig.2 T-type liner model of SAG mill 將需要研究的襯板提升條參數(高度h、寬度w及面角θ)選定為正交設計的三個因素,且每個因素取3 個水平,其因素的各個水平如表1 所示。在選定正交設計表之后,按表2 制訂的試驗方案開展試驗研究,以獲取各方案下的試驗結果,并通過計算和分析獲得最佳的襯板提升條參數組合。 表1 因素水平Table 1 Factor level 2.2.1 離散元模型的建立 (1)礦石粒度組成與襯板參數確定 為保證離散元仿真試驗的準確性與科學性,仿真試驗的礦石粒度組成應與該選廠實際給礦粒度組成相接近。在選廠取樣時,共選取運行穩定階段的代表性半自磨機給礦礦樣5 230.0 kg,并篩析所取礦樣,確定礦樣粒度組成,如圖3 所示。依照礦樣的粒度組成,配置本文離散元模型中礦石的粒度組成,如表3 所示。 圖3 半自磨機給礦累積粒度分析曲線Fig.3 Cumulative particle size curve of feed of SAG mills (2)離散元仿真參數設置 為使模擬仿真試驗與實際運行工況相一致,需要對仿真試驗中的參數(材料本征參數和基本接觸參數)進行設定。本離散元仿真試驗襯板與礦石本征參數如表4 所示,材料的基本接觸參數如表5 所示。 表4 襯板與礦石本征參數Table 4 Intrinsic parameters of liner and ore 表5 材料的基本接觸參數Table 5 Coefficient of restitution of the materials (3)其他參數的確定 結合選礦廠實際生產工況,確定仿真模型中鋼球的尺寸及質量配比為m(Φ150)∶m(Φ120)=1∶2,磨機的轉速率為75%,鋼球及待磨礦石的總充填率為25%,其中鋼球的充填率為10%,待磨礦石的充填率為15%。 2.2.2 離散元仿真試驗 根據正交設計法確定的最優參數組合,使用SolidWorks 建模軟件繪制半自磨機筒體襯板模型,如圖4 所示。將繪制好的襯板模型導入EDEM 軟件,并根據上述2.2.1 中確定的離散元模型參數完成配置后,進行仿真試驗。 圖4 半自磨機筒體襯板模型Fig.4 Model of liners of SAG mill 本研究中所有的模擬仿真試驗均選取磨機運行穩定的時間段,對其磨礦能耗及運動狀態進行比較分析,驗證不同提升條參數變化對磨礦過程的影響。 將上述試驗分析驗證的襯板提升條優化方案,在該選廠Φ5.5 m×1.8 m 半自磨機中開展工業試驗。通過對襯板的使用壽命、磨機運轉率、臺效、電耗等重要運行參數的統計計算,分析兩方案的實際工業生產差異。 本次工業試驗共計3 個階段,分別為優化方案試用階段、現場原方案襯板使用階段和優化方案襯板使用階段,其具體的工業試驗過程如圖5 所示。值得注意的是:在工業試驗中需保證待磨礦石性質基本不變且磨機的參數保持恒定,只改變筒體襯板提升條參數。 圖5 工業試驗流程Fig.5 Flow of industrial experiments 以第三階段試驗開始的時間為分界點,分別統計2018 年6 月~2019 年7 月、2019 年8 月~2019 年12月使用優化方案前后的工業試驗數據并進行試驗結果分析。 以(介質+礦石)對襯板的累積碰撞能量與累積總碰撞能量的比值(襯板受撞能量占比)為指標,對試驗結果進行定量計算分析,其試驗結果如表6 所示。 表6 試驗結果Table 6 Experiment results 3.1.1 方差分析 方差分析法是以構造F統計量,生成方差分析表,對因素效應的顯著性作為檢驗最終目的的分析行為。本文選取的顯著性水平P可以評價提升條參數對能耗的影響能否滿足顯著性要求的條件,對解決因素選擇具有實際參考價值[20]。 從表7 看出,B因素的P值>0.05,說明提升條寬度對襯板能量損失沒有顯著影響;A、C因素的P值<0.05,說明提升條高度和面角是優化試驗中的顯著影響因素。又因為顯著性隨著P值的增大而降低,所以三個因素的顯著性關系為C>A>B。 表7 方差分析Table 7 Analysis of variance 3.1.2 極差分析 基于正交試驗結果可計算出各因素對應的平均值和極差R,其結果如表8 所示。 表8 極差分析Table 8 Range analysis 極差是表征提升條參數對能耗影響強度的衡量方式,提升條參數對能耗的影響隨著極差的增大而加深[21]。由表8 可知,三個因素的極差由大到小依次為提升條面角(R=0.81)、高度(R=0.41)、寬度(R=0.19),說明提升條面角角度對試驗指標的影響程度最高,提升條高度次之,提升條寬度最小。又因為礦石及介質對襯板的碰撞屬于無用碰撞,應盡量避免因無用碰撞產生的能量損耗,所以提升條各參數的均值應盡量小。從表8 中分析各參數的均值可知,提升條高度、寬度和面角均是值最小,說明A2B2C2為最佳的影響因素水平。 通過上述方差和極差分析可知,面角對能耗的影響最大,其次為高度,寬度的影響最小。其最佳的優化方案參數組合為A2B2C2,即提升條高度為190 mm、寬度為140 mm、面角為60°。 3.2.1 不同方案下顆粒運動形態對比 截取優化方案(襯板提升條高度為190 mm、寬度為140 mm、面角為60°)和現場方案(襯板提升條高度為242 mm、寬度為90 mm、面角為90°)運行至穩定時,任一時刻(取14.6 s 時)的顆粒運動形態,如圖6 所示。 對比觀察圖6 中(a)、(b)兩圖可知:圖(b)具有更好的碎磨作用。圖(b)中磨機內載荷可被提升至適宜高度后下落,其載荷的運動軌跡更合理,可以沖砸到磨機底部理想的磨礦區域,避免了圖(a)中直接沖砸襯板影響襯板使用壽命的現象。另外,圖(a)中由于襯板提升條參數設置的缺陷,使得物料被提升得更高,不能直接沖砸到載荷區。且提升條間隙易存在卡夾物料的情況,降低提升條對物料的提升能力,可降低磨礦效果。根據上述離散元仿真結果和分析可知,優化方案對物料具有更好的處理能力,應淘汰選廠原有的襯板方案。 3.2.2 不同方案下載荷碰撞能量分析 文獻[1]中指出,在半自磨機中起主要作用的是沖擊粉碎,所以取13.38~17.70 s 時間段內不同類型現場方案和優化方案的法向碰撞能量圖譜進行分析,如圖7 所示。由(a)、(b)兩圖可知,優化方案的礦石對礦石及介質對礦石的法向碰撞能量顯著高于現場方案,說明優化方案有更多的能量被用于進行礦石碎磨的有效碰撞。由(c)、(d)兩圖可知,優化方案的(礦石+介質)對襯板及介質對介質的碰撞能量顯著低于現場方案,說明優化方案可有效減少因無效碰撞帶來的能量損失及襯板和磨礦介質的磨損。因此,優化方案對頑石的沖擊破碎效果更好。 圖7 不同方案下法向碰撞累積能量圖譜Fig.7 Normal collision energy spectra under different schemes 為更準確地比較兩方案的性能優劣,可通過定量分析模擬仿真實驗中不同類型累積碰撞能量的大小來比較。不同方案下具體的碰撞能量分布如圖8 所示。 圖8 不同類型累積碰撞能量分布Fig.8 Cumulative collision energy of different types 由圖8 可知,優化方案的累積總碰撞能量比現場方案高了8.83%,且(礦石+介質)與襯板、介質與介質的累積碰撞能量較現場方案分別低了42.30%、22.69%;礦石與礦石、介質與礦石的累積碰撞能量較現場方案分別高了24.27%、7.57%。分析可知,使用優化方案可獲得更高的碰撞總能量,且因無效碰撞所損耗的能量比現場方案低,所以被用于碎礦作業的能量更多。因此優化方案更有優勢,可以用優化方案替換原現場方案用于生產運行。 3.3.1 筒體襯板使用壽命的試驗結果分析 通過比較提升條參數優化前后襯板的使用時間,來判斷襯板提升條參數的優化是否合理[22]。以優化方案試驗開始的時間為節點,選取時間節點以前的現場方案和時間節點以后的優化方案進行對比,分析比較襯板使用一個周期的時間,其結果如表9 所示。 表9 工業試驗中筒體襯板使用壽命統計Table 9 Statistics on the service life of liners in industrial experiments 由表9 可知,優化方案整套筒體襯板的使用壽命為159 d,比現場原方案襯板的使用壽命延長了51 d,說明對筒體襯板提升條參數的優化可有效延長襯板的使用壽命,每年可降低襯板的使用成本77.76 萬元。另外,由于筒體襯板使用壽命的延長,可有效延長襯板的更換周期,減少因停機帶來的生產效率降低和更換襯板的人工成本。 3.3.2 半自磨機運轉率的試驗結果分析 半自磨機運轉率作為評價磨機工作效果的一個重要依據,通過比較半自磨機的運轉率可有效判斷各試驗方案的優劣[23]。使用優化方案前后半自磨機的運轉率結果如圖9 所示。 圖9 使用優化方案前后半自磨機運轉率Fig.9 Operation rate of SAG mill before and after using the optimized solution 由圖9 可知,原現場方案與優化方案的半自磨機運轉率均值分別為75.96%、92.32%,優化方案的磨機運轉率比原現場方案提高了16.36 百分點,說明使用優化方案的磨機運轉率更高,優化方案更具優勢、更能滿足選礦廠生產需求。 3.3.3 半自磨機臺效的試驗結果分析 處理量可以在磨機給礦粒度及產品粒度基本相同的情況下,直觀快速地分析襯板優化前后磨礦效率的提高程度[24]。使用優化方案進行工業試驗前后半自磨機的臺效如圖10 所示。 圖10 使用優化方案前后半自磨機臺效Fig.10 The efficiency of SAG mill before and after the industrial experiments 由圖10 可知,使用優化方案前半自磨機的臺效均值僅為38.82 t/h,而使用優化方案的半自磨機處理能力達到了54.37 t/h,比原現場方案提高了15.55 t/h,預計未來一年因提高礦石處理量產生的總經濟效益為19 068.04 萬元。 3.3.4 半自磨機電耗的試驗結果與分析 半自磨機電耗是影響磨礦參數選擇的重要技術和經濟指標。當磨機運轉后,因礦石性質變化及襯板磨損等情況的發生,易引起磨機電流波動。通過分析實際生產過程中半自磨機電耗的變化,對筒體襯板的優化具有重要指導意義[25]。使用優化方案前后半自磨機的電耗如圖11 所示。 圖11 使用優化方案前后半自磨機電耗Fig.11 The power consumption of SAG mill before and after the industrial experiment 由圖11 可知,使用優化方案后磨機的電耗顯著降低,由原現場方案的27.52 kW·h /t 降至21.45 kW·h /t,降低了6.07 kW·h/t,預計年節約電費98.75 萬元。 3.3.5 小結 由工業試驗結果分析,對筒體襯板形狀的優化有助于提高磨礦作業性能指標,達到降本增效的目的。與原現場方案相比,使用優化方案后半自磨機運轉率、臺效、電耗和筒體襯板使用壽命都有顯著改善,這與離散元模擬試驗結果相一致。 (1)對運用正交設計法確定的試驗方案進行方差和極差分析,得出了最佳的襯板提升條參數組合為高度190 mm、寬度140 mm、面角60°。 (2)由離散元仿真試驗得出:優化方案的累積總碰撞能量比現場方案高了8.83%,且(礦石+介質)與襯板、介質與介質的累積碰撞能量較現場方案分別低了42.30%、22.69%。說明優化方案的載荷運動狀態更合理,有更多的能量被用于破碎礦石,消除了提升條間夾帶物料及沖擊襯板的風險。 (3)由工業試驗結果可知,采用優化方案后筒體襯板使用壽命延長了51 d,磨機運轉率提高了16.36百分點,磨機臺效提高了15.55 t/h,磨機電耗降低了6.07 kW·h/t。 (4)試驗結果表明,離散元仿真結果與工業試驗結果具有較好的一致性。在半自磨機筒體襯板改型中,可優先進行離散元仿真驗證試驗可行性后,再進行現場工業試驗和應用。
2.1 正交試驗

2.2 離散元模型與仿真試驗



2.3 工業試驗

3 結果與討論
3.1 正交試驗結果分析


3.2 EDEM 仿真試驗結果分析
3.3 工業試驗結果分析



4 結論
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
化工管理(2021年7期)2021-05-13 00:46:04
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
水泥技術(2021年2期)2021-04-20 12:37:26
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
設備管理與維修(2016年5期)2016-03-16 02:20:45
