環錠紡紗技術解析及理想紗線結構構筑
2023-11-16 05:39:34彭智勇劉可帥徐衛林
棉紡織技術 2023年11期
彭智勇 李 威 許 多 劉可帥 徐衛林
(1.武漢紡織大學,湖北武漢,430073;2.紡織新材料與先進加工技術國家重點實驗室,湖北武漢,430073)
迄今為止,環錠紡紗技術應用十分廣泛[1],主 要是由于其具有成本低、成紗效果較好、原料適應性強等特點。棉、羊毛、滌綸等材料模量較低,可紡性強、舒適性好[2],其產品雖然能滿足人們日常生活需求,但毛羽過多,對紗線條干等有惡化作用,以及對紗線強力存在不利影響。此外,隨著特殊行業對高性能材料要求的不斷提高,具有高硬度、高強度和耐高溫的高性能纖維(芳綸、碳纖維等)被廣泛用于航空航天、個體安全防護等特種領域,但這些高性能纖維由于模量高、剛性大,在加捻情況下容易發生劈裂,難以加工。因此,亟需改進傳統環錠紡紗方法以滿足高品質、高性能紗線面料的生產。目前,在環錠紡紗技術方面,已采取牽伸形式改造、工藝改進以及賽絡紡、集聚紡等紡紗方式來改善成紗性能、提升紗線品質,但是環錠紡紗同時兼備低能耗與高品質這一問題尚未解決。本研究提出一種熱致分層逐步集聚調控纖維成紗的新方法,在降低能耗的同時,提升成紗品質。
1 環錠紡紗技術分析
傳統環錠紡紗不能滿足企業對低能耗、高品質紗線的要求[3]。為了有效解決這一問題,采用高牽伸倍數、高錠速成為企業的主流工藝。目前,增加前牽伸區倍數[4]以及采用多牽伸羅拉[5]已是常規方法。傳統的牽伸工藝包括縮小羅拉隔距[6]、增加羅拉加壓[7]、使用更具彈性的膠輥[8]、改變粗紗捻度[9],上述方法均為增加前區牽伸控制,可以有效地將纖維束勻速牽伸,使其成紗效果更好,紗線品質更高,但是大部分的浮游纖維很難在前牽伸區被控制。為了進一步加強對短纖維束的控制,運用四羅拉牽伸技術對原三羅拉牽伸進行改造,可以整體增加牽伸倍數[10]。此外,牽伸區的增加使得總牽伸區的摩擦分布也變得復雜。若使用較大的中區牽伸倍數,會讓短纖維產生疲勞,同理,使用較小的中區牽伸倍數則將無法實現總牽伸倍數。所以,中區牽伸倍數通常采用2 倍~4倍[11]。但由于能耗、成本、清潔、穩定性等問題,此項技術難以被廣泛使用。
此外,傳統環錠紡在前鉗口處存在紡紗三角區,處于紗條邊緣的短纖維受到的應力明顯不足,纖維末端不易控制,會導致短纖維斷裂以及毛羽增多等情況發生[12]。目前有諸多新型紡紗方法來應對這一問題,如集聚紡、賽絡紡、賽絡菲爾紡等技術。集聚紡可以有效控制紡紗三角區的高度,減小紡紗三角區面積,使邊緣短纖維受到的應力增強,原本暴露于紗條外的毛羽可以很好地纏繞在主體內部。集聚紗具有表面光潔、毛羽少以及強力高等特點。但是,其成本過高,清潔工作較為困難[13]。賽絡紡是將2 根粗紗同時喂入喇叭口,其主要目的是增加短纖維的應力控制。賽絡紗具有較高的強力、較少的毛羽等性能[14]。賽絡菲爾紡紗技術是應用長絲與短纖維的復合,長絲直接從前鉗口喂入,與短纖維在紡紗三角區聚合,其中長絲與短纖維相互包覆纏繞,形成扭結狀。賽絡菲爾紗結合了長絲的連續性以及短纖維的柔軟舒適性,且具有毛羽少、耐磨性高和斷裂強度高的優點[15]。美中不足的是,由于相互包覆纏繞,長絲間斷式暴露于主干表面,導致在拉伸時易受到損傷。目前,賽絡菲爾紡已被廣泛應用,作為特例的包芯紗較為熱門,即紡紗時將長絲調整至短纖維的中間位置,加捻過程中短纖維包覆于長絲表面,呈現出外表為短纖維而芯部為長絲的紗線結構。包芯紗不僅外表柔軟舒適,并且具有較高的強力。但是,在紡紗過程中長絲位于短纖維的中間部位,與短纖維之間的抱合力較弱,相對滑移較為嚴重,使得短纖維不能很好地全面包覆于長絲表面,此種現象不僅會削弱復合紗線的力學性能,而且還影響紗線外觀形態。
綜上所述,無論是傳統環錠紡紗工藝還是新型環錠紡紗技術,都可以在不同方面改善成紗的性能,但是環錠紡紗同時兼備低能耗與高品質這一問題尚未解決。
2 紡紗三角區中纖維運動規律及調控研究
織物的品質往往取決于所用紗線的強伸性、柔韌性、光潔度、緊密度等性能。其中,強伸性弱和緊密度差是導致環錠紡紗線易斷裂的主要因素,使紗線及織物性能大打折扣。
須條經后羅拉與中羅拉牽伸后,由前羅拉握持輸出,通過鋼領和鋼絲圈的共同作用向紡紗三角區自下而上進行捻度傳遞,實現纖維內外轉移。捻度傳遞逐漸增大纖維之間的抱合力,使纖維分布更為緊密,須條變細且緊度增加,最終卷繞成紗線。紡紗三角區對纖維的抓取和加捻作用是影響成紗品質的關鍵。然而,纖維的長度會影響紡紗三角區對纖維的抓取效果。纖維越短,其剛性越強,使得位于須條邊緣的短纖維越不容易受到控制,導致捻度傳遞過程中邊緣纖維無法有效嵌入紗線內部而生成毛羽[16]。另外,紡紗三角區對纖維的加捻應力呈不均勻分布,部分邊緣纖維因所受加捻應力不足而脫離紗條,造成纖維損失[17]。因此,通過在紡紗三角區加裝控制裝置,憑借外部施加的應力改善纖維的內外轉移運動,可以紡制高強光潔的優質紗線。
氣流式集聚紡紗技術已被廣泛應用,其采用負壓氣流對紡紗三角區松散纖維束進行集聚,抵抗邊緣纖維的應力并使其向紗條中心聚攏。氣流式集聚紡紗技術雖然對邊緣纖維進行了強有力的控制,但會使紗條內部纖維難以向外部充分轉移。而且該技術的運用會增加安裝、運行和維護等諸多費用,使生產成本大大提高[18]。
為解決上述問題,機械式集聚紡紗技術力求以較低的能量消耗在紡紗三角區使纖維集聚,但由于聚集通路難以維持暢通且實際操作繁瑣,使其應用并不廣泛[19]。
有研究表明,部分加裝的控制裝置產生的額外應力能夠再次調整纖維在紡紗三角區內的具體排列方式,從而改善成紗性能,因此,在紡紗三角區裝備低能耗或無能耗的額外裝置進行紡紗,被眾多學者和企業所探討和應用。例如,采用接觸式紡紗,即在紡紗三角區加裝光滑圓桿與紗條相接觸,逐漸改變光滑圓桿的位置使其與紡紗三角區中紗條的相互作用力增強,達到減少成紗有害毛羽的目的[20]。但是,接觸式紡紗會導致纖維過多聚集而形成棉結,紗線的條干均勻度變差。為了彌補上述光滑圓桿的不足,提出一種具有凹槽結構的光滑螺旋桿,它不僅能夠有效聚集紗條邊緣纖維,而且能根據紗條的運動軌跡對應調節其與紡紗三角區的接觸形式,從而降低纖維過多聚集的可能,改善紗線條干均勻度[21]。此外,先前報道了一種減少紗線毛羽的方法,即使用旋轉槽輪與紡紗三角區相接觸進行調節。其主要特征是借助槽輪底部的相互摩擦,將外露的毛羽再次包裹在紗線表層,并與紗線主體運動保持一致,從而優化紗線條干均勻度,但會在一定程度上降低紗線的斷裂強度[22]。進一步的研究表明,具備右旋和左旋外螺紋的槽輪能夠利用螺紋的軸向應力對紡紗三角區內短纖維進行充分的分束和聚集,從而提升纖維資源的利用率。斜位紡是通過改變成紗路徑來調控紡紗三角區結構與纖維應力分布,當紗條路徑偏移后三角區弱側纖維張力變大,減弱了纖維的扭轉和離散效應,使纖維受到更多的控制,有效降低紡紗三角區面積,提高三角區纖維握持加捻效果,減少成紗毛羽[23]。扭妥紡是在前羅拉與導紗鉤之間加裝假捻器,以改善紡紗三角區的纖維張力分布,從而優化纖維在紗條中的排列,平衡纖維間的扭矩,最終得到低扭矩紗線。由于纖維張力均勻分布且纖維間扭矩減小,扭妥紡紗線在較低捻度條件下仍具有較高的斷裂強度,且其織物經多次洗滌后仍能保持良好的舒適性。然而,傳統假捻裝置對紗線號數有一定的要求,其摩擦應力方向垂直于紗線運動方向,致使成紗毛羽和紗疵增多[24]。對于以上問題,為了提高假捻成形效率,設計了圓環式、龍帶式、摩擦盤式等多種假捻裝置,但由于其操作復雜且會惡化成紗性能,導致其實際應用性不強。
3 理想型紗線結構的構筑
目前,未發現一種能夠廣泛適用于各種纖維材料,并能輔助生產出耗能低且紗線品質高的附加紡紗裝置。所以,需要著眼于纖維原料的適應性、功能性等方面。根據以往試驗數據和研究,分析傳統環錠紡紗與集聚紡紗的異同點與優缺點,總結出模量高、剛度大的纖維內外轉移困難問題以及外層短纖維不易控制問題,進而提出高品質的紡紗工藝。基于多種紡紗方式提出的高品質紗線的理想指標見表1。

表1 高品質紗線的理想指標
高品質理想紡紗同時具備集聚紡毛羽少與傳統環錠紡纖維內外轉移的特點。高品質理想紗線的內外結構特征如圖1 所示,外部纖維應該緊密包纏主體,內部纖維應該充分內外轉移。

圖1 高品質理想紗線的內外結構特征
為實現該理想紗線結構和性能,通過對各類纖維材料的微觀結構與機械、熱力學等性能研究,以及多單元協同控制下纖維高速動態內外轉移的力學特征分析,確立了分層逐步集聚調控纖維成紗的新方法,如圖2 所示。
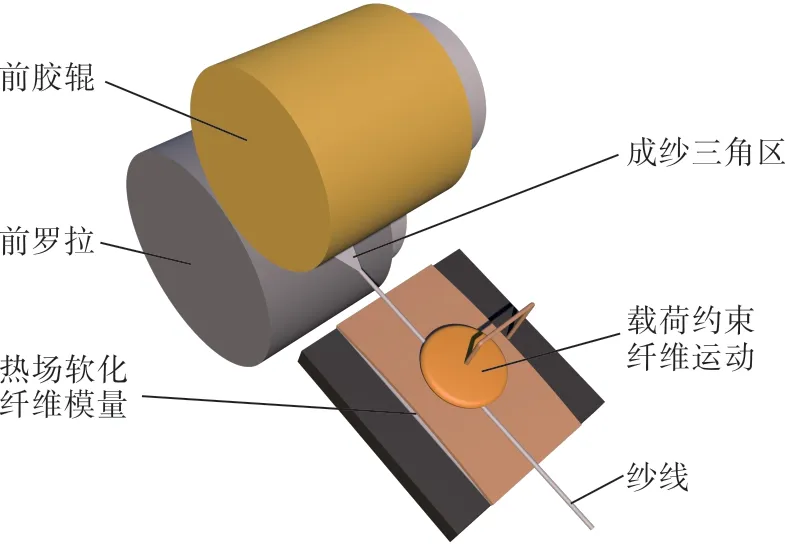
圖2 熱致分層集聚調控紡紗模型
在紡紗三角區關鍵位置建立熱場與載荷協同的熱致分層集聚紡紗裝置,如圖3 所示。

圖3 熱致分層集聚調控紡紗技術試驗示意圖
利用熱場裝置軟化纖維、降低纖維模量,逐層柔化纖維須條,改善纖維的易變形性和可控性。同時自適應壓紗盤載荷約束纖維運動,分段調控捻回以重塑紡紗三角區,并形成動態捕捉式集聚。在熱場和載荷的協同作用下,增強紗條彎曲和伸展運動,配合加捻扭力和引紗張力作用,分步調控須條內層纖維,形成充分內外轉移、外層纖維集聚式緊密彎曲纏繞的捻合紗線,提高成紗品質。
4 試驗分析
4.1 成紗性能
采用相同的粗紗條、細紗工藝,分別采用傳統環錠紡、單獨用熱致降模調控紡紗、載荷集聚調控紡紗模塊以及綜合使用兩個模塊的熱致分層集聚調控紡紗,紡制JC 19.7 tex 紗。熱致分層集聚調控紡紗線的顯微圖像如圖4 所示。從圖4 可以明顯看出,在熱場與載荷作用下,紗線表層的毛羽大大減少,并且外層纖維排布更為緊密。

圖4 不同紡紗方式紗線的顯微圖像
熱致分層集聚調控紡紗的毛羽、條干及強力指標對比分別見表2、表3。熱致降模調控紡紗方法是在傳統環錠紡輸出的成紗三角區前加裝熱場裝置,使短纖維在熱場的作用下軟化更容易貼伏于紗線表面或嵌入紗線主干,纖維間抱合力增強,從而降低成紗毛羽,提升紗線強力,成紗條干CV增加,但變化不大。而載荷集聚調控紡紗方法是在傳統環錠紡輸出的成紗三角區前加裝壓紗盤,對紗條邊緣短纖維起到良好的約束作用,外層纖維緊密包纏主體,成紗毛羽及強力得到良好改善,成紗條干有一定改善。此外,熱致分層集聚調控紡紗方法結合了熱場軟化與載荷約束的優勢,降低纖維模量,使纖維間應力均勻分布,并在載荷力作用下提高纖維利用率,成紗毛羽和斷裂強力進一步改善,條干質量穩定。

表2 熱致分層集聚調控紡紗毛羽指標

表3 熱致分層集聚調控紡紗條干及強力
4.2 織物性能
采用熱致分層集聚調控紡紗線制成織物,規格為JC 19.7×JC 19.7 240×280 平紋,單位面積質量為200 g/m2。對照樣品均為相同規格,織物性能指標見表4。
從表4 可以看出,熱致分層集聚調控紡織物的各項性能指標,相比于傳統環錠紡織物與負壓集聚紡織物均有明顯改善,其原因在于熱致分層集聚調控紡紗方法是在熱場以及載荷協同作用下,促使纖維軟化并充分進行內外轉移,且促進邊緣纖維有效嵌入紗線主干,表層纖維緊密排布;加捻三角區受壓紗盤的重力束縛而均勻穩定成紗,且壓紗盤能對熱場產生的熱量起到良好的保溫效果。所得紗線內部及表層纖維之間抱合力大大提升,從而表現出優異的抗起毛起球、耐磨性以及頂破強力。另外,熱致分層集聚調控紡紗裝置的單錠附加能耗為6 W,負壓集聚紡紗裝置的單錠附加能耗為13 W,在一定程度上能耗降低,有益于工業化生產。
5 結語
隨著短纖維環錠紡紗方法的不斷發展與進步,目前負壓集聚紡紗線的品質已大幅提升,但仍存在質量提升難度大、能耗高等問題。本研究提出的熱致分層集聚調控紡紗技術通過熱場軟化纖維,使纖維受到自適應壓紗盤載荷的束縛作用,從而降低纖維斷裂的可能性,并捕捉邊緣纖維嵌入紗線主干。另外,熱場調控組件與壓紗盤之間構成保溫層,能有效減少能量損耗,使紗條均勻受熱。試驗表明,該紡紗方式與傳統環錠紡相比,成紗毛羽減少且強力提升,與負壓集聚紡相比,制成的織物抗起毛起球、耐磨性、頂破強力均有改善,紡紗能耗降低。熱致分層集聚調控紡紗方法為生產短纖維高品質紗線和織物提供了新思路。但該技術仍然存在一些問題和挑戰。首先,熱致分層集聚調控紡紗技術的實施需要高精度的溫度控制和壓力調節去生產出更高品質的紗線。其次,該技術的應用范圍還需要進一步拓展和深入研究,以適應不同纖維材料和產品的生產需求。第三,該工藝還不成熟,需要進一步優化以解決生產效率問題,并提高市場競爭力。因此,需要進一步加強研究和開發,不斷完善和改進熱致分層集聚調控紡紗技術,提高其可靠性和穩定性,擴大應用范圍,推動紡織技術創新。
