紅外探測器制備中不同鍍金層的對比分析
2023-11-17 07:18:14李忠賀
激光與紅外 2023年10期
關鍵詞:工藝
劉 森,張 磊,楊 斌,李忠賀
(華北光電技術研究所,北京 100015)
1 概 述
制冷型紅外探測器(以下簡稱探測器)是各類整機系統尋找目標的核心部件,相當于整機系統的“眼睛”,是目前紅外技術發展的一個重要方向,被廣泛地應用于航空、航天、安防等領域[1-3]。
探測器組件由探測器芯片、微杜瓦、制冷機(器)三個部件組成,其中探測器芯片用于完成光電轉換,需要工作在低溫環境下;微杜瓦為探測器芯片提供光學、電學、機械接口、真空環境及溫度保持功能;制冷機(器)為探測器芯片提供低溫冷源。
在紅外探測器制備工藝中,使用高純銦作為釬料,對鍍金焊盤進行焊接是非常常見的工藝,其中主要包含倒裝互聯工藝、引線連接工藝等。使用高純銦焊料焊接鍍金的焊盤時,金元素與銦元素會形成多種金屬間化合物,且金屬間化合物且在完成焊接后在常溫環境下金屬間化合物會隨著貯存時間而不斷的生長。這對探測器的工作會產生一定的影響。我們在工藝過程中發現,當使用不同的鍍金工藝時,金屬間化合物的生長速度存在較大的差異。
本文選取了三種鍍金工藝,分別為電鍍、真空蒸發、離子束濺射三種工藝,使用掃描電鏡對三種鍍金層的表面形態進行了觀察,并分析了其差異產生的原因。對三種工藝下焊接的樣品進行了溫度加速試驗,分析了不同工藝下Au-In金屬間化合物的生長速度差異。
2 掃描電鏡觀察
2.1 樣品制備
樣品1:陶瓷表面電鍍金;
樣品2:陶瓷表面真空蒸發鍍金;
樣品3:陶瓷表面離子束濺射鍍金。
2.2 樣品微觀形貌
使用掃描電鏡對三個樣品的表面狀態進行觀察,發現三種樣品的晶粒度存在非常大的差異,其中樣品1的晶粒直徑在2~3 μm范圍內(如圖1所示),樣品2的晶粒直徑在100~600 nm之間(如圖2所示),樣品3的晶粒直徑在30~70 nm之間(如圖3所示)。三種鍍金層的外觀并無明顯差異,但是其經歷直徑卻存在較大的差異。
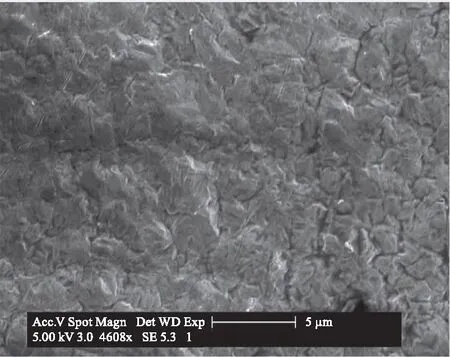
圖1 電鍍金層的掃描電鏡照片

圖2 真空蒸發鍍金的掃描電鏡照片
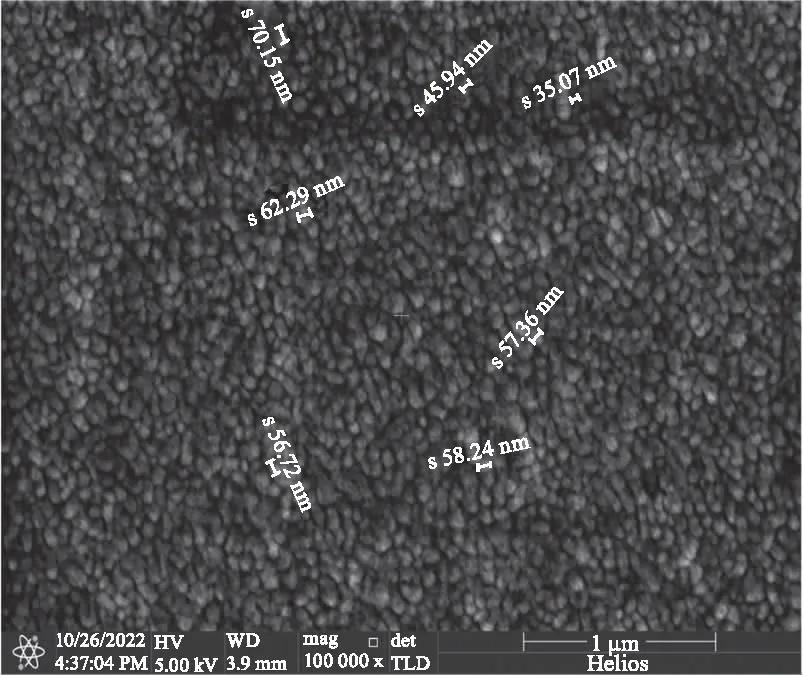
圖3 離子束濺射鍍金的掃描電鏡照片
2.3 差異分析
鍍金層的晶粒直徑是與其制備過程直接相關的,鍍金層的制備過程也是要經歷一個結晶過程的,在結晶過程中材料的形核率是一個關鍵因素。材料的形核率主要有兩個因素決定,即為:
N=N1N2
N1為形核功影響因子,N2為原子擴散能力影響因子。N2主要決定于原子的擴散能力,溫度越高,原子擴散能力越大[4]。
N1主要由以下公式決定:
(1)
其中,δ為晶核表面能;Tm為材料熔點;ΔT為過冷度(溫度下降速率);ΔG為形核功。
真空蒸發和離子束濺射均屬于氣相到固相沉積的超極冷過程[5](ΔT很大),從而導致兩種工藝制備的鍍金層的晶粒直徑較小。而電鍍工藝屬于金屬離子在電壓驅動下的沉積過程,不存在超極冷過程,因此電鍍工藝制備的鍍金層與常規金屬的晶粒直徑相接近。
真空蒸發鍍金是采用加熱蒸發使得材料的原子從表面逸出,形成蒸汽流,入射到固體表面,從而凝結成固體薄膜。而離子束濺射鍍膜是采用等離子體轟擊的方法將金靶上的金元素轟擊到真空腔室中,然后沉積到固體表面。
通過兩種鍍金方法的介紹可知:離子束濺射的原子能量是真空蒸發原子能量的很多倍[6]。而溫度的本質是原子的能量,原子的能量越高,其溫度也就越高,因此離子束濺射的蒸汽溫度比真空蒸發蒸汽溫度要高很多,因此可以得到明顯結論,離子束濺射鍍金的晶粒直徑要明顯低于真空蒸發鍍金的晶粒直徑(注:該結論適用于本文所述的三種鍍金工藝及本單位所使用的工藝參數,當降溫速度達到1×107s-1量級時,金屬將不會凝固,而是形成金屬玻璃)。
當焊盤上鍍金層晶粒直徑發生變化時,鍍金層與銦焊料之間的反應速度也會發生變化。本文針對此觀點進行了試驗驗證及分析。
3 銦焊料擴散試驗
3.1 試驗樣品制備及試驗過程
樣品1:陶瓷表面鍍金的焊盤上用電烙鐵鍍涂一層高純銦;
樣品2:陶瓷表面熱蒸發鍍金的焊盤上用電烙鐵鍍涂一層高純銦
然后將兩個樣品均放置與130 ℃的烘箱中進行貯存120 h,然后在顯微鏡下觀察銦元素在金層表面的擴散情況。
3.2 試驗結果
樣品1在烘烤前后銦元素的擴散情況見圖4,在烘烤前后銦元素擴散并不明顯,擴散長度在30~50 μm。樣品2在烘烤前后銦元素的擴散情況見圖5,在烘烤前后銦元素擴散非常明顯,擴散長度在300~500 μm。樣品2的銦擴散速率是樣品1的10倍左右。
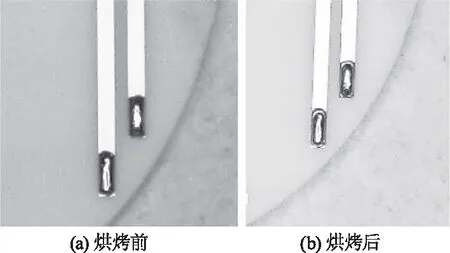
圖4 樣品1烘烤前后對比
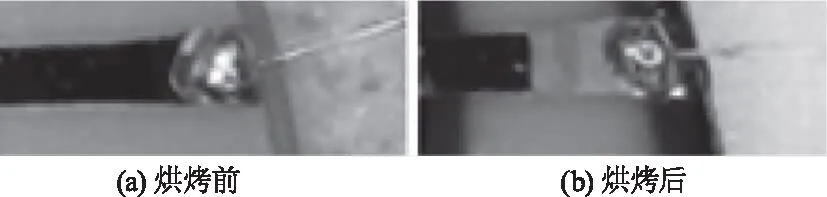
圖5 樣品2烘烤前后對比
不同加工工藝制備的鍍層與銦之間的擴散速度是存在較大差異的。一般情況下,元素之間的擴散速度和溶解速度都是按照Nernst一次速度式進行計算[7],在該式中,溶解速度常數K的計算公式如下:
(2)
式中K為溶解速度常數;E為溶解活化能;A為指前因子。其中A和E只與材料的物性相關,而與溫度無關。Ks為界面反應常數;D為擴散系數;δ為擴散層厚度(注:式(2)的前一個等式為阿倫尼斯模型的表達形式,后一個等式為Nernst一次速度式的表達形式)。而界面反應速度常數Ks與接觸面積成正比,與元素濃度呈反比。由此可以預見當接觸面積增大時,擴散速度必然增大。
通過以上分析,可以知道當鍍金層晶粒直徑較小時,與銦的接觸面積會增大,最終導致銦與金的擴散速度增大。除此之外,由于由于晶粒直徑過于細小,導致晶粒之間的晶界面積(比表面積)會呈指數增加,而晶界是由大量的位錯缺陷構成的,此類缺陷將更容易被其它金屬所侵蝕,從而導致反應速度更快。
4 結 論
在紅外探測器中經常使用的三種鍍金工藝中,離子束濺射鍍金層的晶格最為細小,已經到達了納米量級;電鍍鍍金層的晶格較為粗大,屬于微米量級;真空蒸發鍍金層的晶格介于以上兩者之間。經過試驗驗證,真空蒸發鍍金層上銦焊料的擴散速度是電鍍金層的10倍左右,根據該規律預測,離子束濺射鍍金層上銦焊料的擴散速度將會更快。
在選擇鍍金工藝的類型時需要根據各自工藝的特性進行分析并選型,否則將會嚴重影響探測器的長期可靠性。在某些位置,需要金銦擴散的速度很慢,那就需要采用電鍍工藝加工。而在另外一些位置,需要金銦擴散的速度很快,就需要采用離子束濺射的工藝加工。但是在何種邊界條件下應選取哪種鍍金工藝需要設計師對材料的基本屬性和作用規律具有一定的認識。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52