軸類零件電弧熔絲軋制復合增材修復工藝研究
2023-11-21 03:36:28徐宏圖田天泰華昺力詹文斌韓賓張琦
精密成形工程 2023年11期
關鍵詞:工藝
徐宏圖,田天泰,華昺力,詹文斌,韓賓,張琦
增材復合制造技術
軸類零件電弧熔絲軋制復合增材修復工藝研究
徐宏圖,田天泰,華昺力,詹文斌,韓賓,張琦*
(西安交通大學 機械工程學院,西安 710049)
針對電弧熔絲增材修復軸類零件時修復層出現(xiàn)柱狀晶粒、修復質量不佳等問題,進行電弧熔絲和軋制復合的增材修復工藝研究。研究了電弧熔絲和軋制復合的軸類零件修復工藝,即在焊槍后緊鄰一個軋輥,對沉積層進行軋制,使材料在高溫下發(fā)生塑性變形。開發(fā)、制造和測試了一種新型設備,并在316L不銹鋼軸上進行了修復實驗。研究了軋制對修復件拉伸性能、硬度和微觀結構的影響,并對沉積層和結合界面進行了電子背散射衍射(EBSD)表征。軋制導致了動態(tài)再結晶(DRX)形核從而細化了微觀組織。與基體金屬相比,修復層的硬度提高了20%~30%,屈服強度從220 MPa提高到432 MPa,極限抗拉強度從540 MPa提高到595 MPa。采用電弧熔絲和軋制復合的修復工藝可以細化修復層微觀組織,提高修復層的力學性能,該工藝可以有效解決軸類零件的修復問題。
電弧熔絲增材制造;軋制;軸類零件;修復;再結晶
軸類零件廣泛應用于飛機、輪船、列車和機床制造等通用傳動領域[1-2]。由于軸類零件長期在惡劣的環(huán)境下工作,其表面經常出現(xiàn)疲勞磨損、點蝕或其他缺陷,因此必須進行修理和更換。每年都會有大量的軸類零件被廢棄,造成了巨大的資源浪費,同時也不符合綠色循環(huán)經濟的倡議。軸類零件修復和再制造技術的開發(fā)和成功應用,對節(jié)能減排和綠色制造具有重大意義[3-4]。
近幾十年來,利用先進的增材制造技術修復損傷零件已成為制造業(yè)的重要研究熱點,其中直接能量沉積(Directed Energy Deposition,DED)技術由于設計自由度較大、可以準確定位等優(yōu)勢而受到了廣泛關注[5]。電弧熔絲增材制造(Wire and Arc Additive Manufacturing,WAAM)作為DED工藝之一,其沉積層組織致密、孔隙率小、材料利用率和沉積效率高、設備制造簡單且成本低廉,被公認為是零件修復的有效解決方案[6-7]。Li等[8]提出了槽加工和WAAM填充修復金屬零件表面缺陷的方法,開發(fā)了數學模型以確定WAAM制造參數。Priarone等[9]研究了一種用于鑄造內燃機缸蓋的H13模具鑲塊的修復工藝。Lee等[10]研究了機床再制造中使用WAAM修復受損部件的情況,以十字滑臺為例進行了修復,分析了修復部件的微觀結構、化學成分和力學性能。
上述研究證明了使用WAAM修復或再制造受損零件的可行性,但是大部分研究集中于模具和板類零件的表面修復,對軸類零件表面修復的研究較少,并且在修復后受損零件的修復層、界面和母材金屬之間發(fā)現(xiàn)了不同的微觀結構,這導致硬度梯度發(fā)生變化,同時在結合界面處也表現(xiàn)出了較低的力學性能[11-13],這在零件修復或再制造中是不可接受的。相關研究表明[14-15],將WAAM與軋制相結合可以優(yōu)化微觀結構、提高硬度和力學性能,這為使用WAAM修復零件提供了新的機遇。根據軋制溫度的不同,可分為層間冷軋和原位熱軋2種方法。
Colegrove等[14]最先應用層間冷軋優(yōu)化WAAM零件的微觀結構,在室溫下施加50~75 kN的載荷實現(xiàn)了晶粒細化。之后,層間冷軋工藝在鈦合金[16]、鋁合金[17]及高溫合金[18]的WAAM制造中都得到了應用。與冷變形相比,復合熱變形工藝的成形載荷小,無須等待材料冷卻,可以實現(xiàn)原位變形強化。Zhang等[19-20]開發(fā)了一種隨焊槍運動的熱軋工具,在高溫下軋制了焊道。Fu等[21]進行了WAAM和熱軋復合工藝的研究,減小了零件的各向異性,實現(xiàn)了整體細化和結晶強化。周開心等[22]研究了軋制對WAAM 5A56鋁合金組織和性能的影響,研究表明,經軋制復合后成形件的綜合性能優(yōu)于自由沉積態(tài)的。
以上研究表明,WAAM和軋制相結合的工藝是可行的,該工藝有效細化了沉積層的微觀結構,從而有效提高了硬度和力學性能。然而,目前大多數研究都集中在板類零件的沉積和軋制上,側重于沉積層的性能,而較少關注受損零件的修復。本文考慮了軸和板類零件之間的差異,并研究了WAAM和原位熱軋(HR-WAAM)相結合的軸類零件修復工藝。根據軸類零件的實際尺寸開發(fā)并制造了一種用于軸類零件修復的新型設備。為了詳細評估軋制對修復性能的影響,對316L不銹鋼軸類零件進行了修復實驗,并對沉積層和結合界面進行了電子背散射衍射(Electron Backscatter Diffraction,EBSD)表征。以期為WAAM和軋制復合工藝在軸類零件修復中的應用提供技術參考,以進一步推動其工業(yè)應用。
1 電弧熔絲軋制復合增材工藝原理
軸類零件的HR-WAAM修復工藝原理如圖1所示。3個軋輥沿軸向均勻分布,頂部軋輥靠近焊槍,用于軋制焊道;左右兩側的軋輥主要起支撐作用,并對焊道進行二次軋制。在修復過程中,保持焊槍不動,修復的軸類零件做旋轉和進給運動,從而實現(xiàn)連續(xù)高效的修復。HR-WAAM引入了一組額外的工藝參數,包括軋制力(,kN)、軋輥和焊槍之間的距離(,mm)以及軋制應變()。軋制應變的定義如式(1)所示。
式中:為初始焊道高度,mm;為軋制后焊道高度,mm。運動參數可由式(2)~(4)計算得出。沉積過程中的線速度(l)如式(2)所示。
式中:為旋轉角速度,rad/s;為修復軸直徑,mm。軸類零件做螺旋運動,其導程角()如式(3)所示。
式中:為搭接率;為焊道寬度,mm。進給速度如式(4)所示。
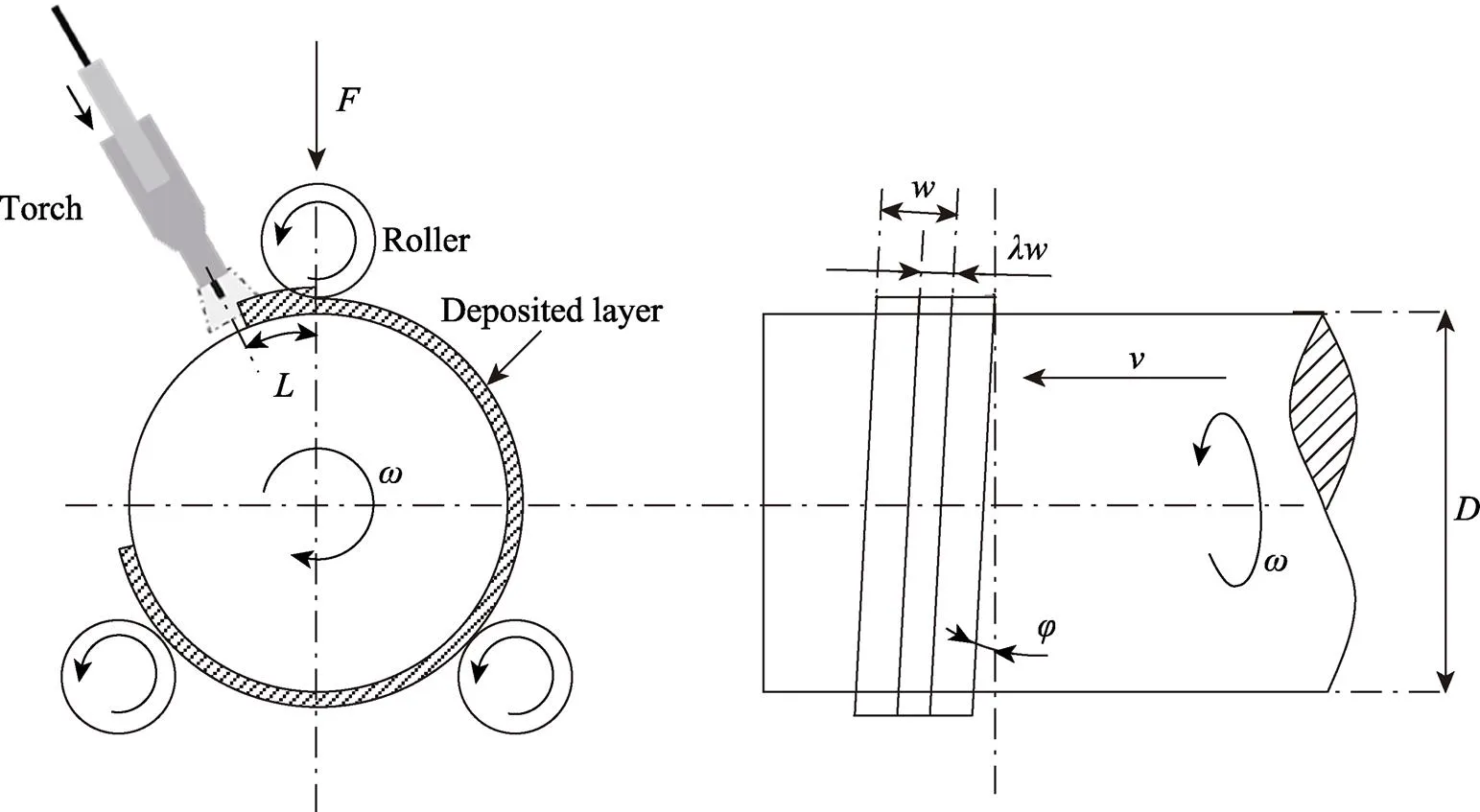
a 圓周視圖 b 俯視圖
2 實驗設備
根據上述工藝原理,開發(fā)了一種新型設備,如圖2所示。該設備主要由修復模塊、旋轉模塊、進給模塊和機身組成。修復模塊可完成軸類零件的表面沉積和軋制。主體結構由3個均勻分布的電動缸組件和焊槍安裝支架組成(見圖2b),通過電動缸控制軋輥的位置,定位精度小于0.05 mm,并配有力傳感器實時監(jiān)測軋制力的變化,同時布置了一個多自由度支架來調整焊槍的位置。旋轉模塊通過帶渦輪減速機的伺服電機實現(xiàn)軸的旋轉運動,并通過三爪卡盤實現(xiàn)軸的夾緊。進給模塊通過伺服電機和絲杠模塊實現(xiàn)軸的進給運動。旋轉模塊通過底板安裝在導向滑塊上,并配有支撐裝置,以防止重力降低軸的定位精度。該設備可實現(xiàn)長度達1 500 mm、直徑達180 mm的軸類零件的維修。

圖2 原位熱軋工藝設備
3 實驗
使用直徑為1.2 mm的316L不銹鋼絲進行修復,以316L不銹鋼軸為基體,其尺寸為140 mm×1 000 mm,厚度為20 mm,其化學成分如表1所示。沉積前,用丙酮拋光清洗軸的表面。所用焊機為林肯直流脈沖氬弧焊機INVERTEC CC400-TP。沉積參數如下:電弧電流為260 A,電弧電壓為14.3 V,送絲速度為3 m/min,沉積線速度為6 mm/s,搭接率為0.3。

表1 基底金屬和316L不銹鋼絲的化學成分
使用FOTRIC 346+熱成像紅外攝像機監(jiān)測軋制溫度。該相機的精度為±2 ℃,測量范圍為?20~ 1 550 ℃,分辨率為384像素×288像素,刷新率為30 Hz。如圖3a所示,當軋輥和焊槍之間的距離為25 mm、發(fā)射率為0.85時,軋制溫度約為826 ℃。軋制溫度可通過調整軋輥和焊槍之間的距離來改變。分別采用WAAM和HR-WAAM工藝在軸表面進行沉積,每個沉積層包括8個焊道,長度約為55 mm,共沉積4層,控制軋制力在8 000 N左右,控制軋輥和焊槍的距離約為20 mm,此時軋制溫度為940~ 950 ℃,軋制后沉積層如圖3b所示。
用于EBSD測試的所有樣品均沿軸向切片。在流水下依次用400#、800#、1200#和2000#粒徑的碳化硅砂紙對每個試樣進行打磨,并用0.25 μm的金剛石石膏進行拋光。使用日立SU3500型掃描電子顯微鏡(Scanning Electron Microscope,SEM)在150放大倍率下以2 μm的掃描步長獲得750 μm×500 μm的EBSD圖。實驗數據使用Channel 5軟件進行分析。根據晶界錯向,對低角度晶界(Low Angle Grain Boundaries,LAGBs)和高角度晶界(High Angle Grain Boundaries,HAGBs)進行分類,2°~15°為LAGBs,大于15°為HAGBs。
拉伸試樣的取樣位置和尺寸如圖3c所示。由于修復層厚度較小,很難沿直徑方向切割試樣,而且考慮到軸在使用過程中主要承受彎曲和沖擊載荷,沿軸向的拉伸性能更為重要。沿軸向將樣品切割成圓棒,然后加工成標準尺寸,確保拉伸試樣的一半是沉積層,另一半是基體金屬。在室溫下使用Instron-5982材料試驗機以0.5 mm/min的拉伸速度進行拉伸試驗,并使用拉伸計測量彈性應變。拉伸試驗重復進行了2次以確保其重現(xiàn)性。硬度測量分別在樣品的軋制區(qū)和重疊區(qū)進行。測試間隔為0.5 mm,共測量15個點。
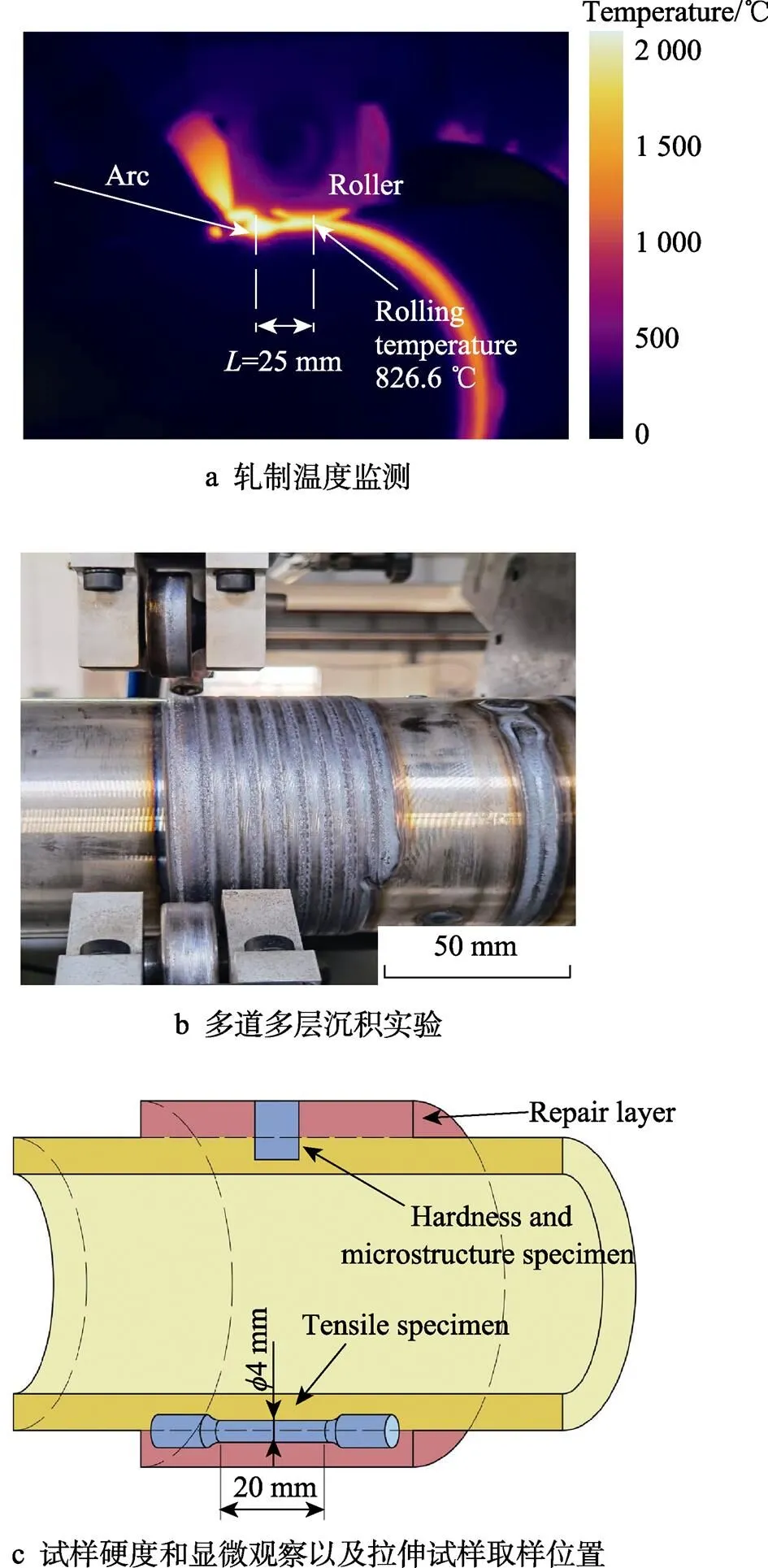
圖3 實驗參數設置及取樣示意圖
4 結果與分析
用WAAM和HR-WAAM工藝修復的軸的正視圖和橫截面圖如圖4所示。可以看到,WAAM修復表面出現(xiàn)了一些裂紋,HR-WAAM修復表面由軋制區(qū)和重疊區(qū)交替組成。WAAM的沉積高度約為5 mm,HR-WAAM的沉積高度約為3.6 mm。從橫截面圖可以看出,WAAM修復表面呈波浪狀,而HR-WAAM表面則較為平整。
樣品沉積層和結合界面附近的IPF(Inverse Pole Figures)圖、晶界分布圖和(100)方向的極圖如圖5所示。由于WAAM試樣沉積層的晶粒尺寸過大,因此在測試過程中將掃描步長改為4 μm。如圖5a和圖5b所示,WAAM試樣的沉積層顯示出較大的柱狀晶粒,尺寸最大可達2 mm,它是在前一層的基礎上外延生長的,結合界面由等軸晶粒和長度為100~200 μm的柱狀晶粒組成。如圖5c所示,HR-WAAM試樣在沉積層中顯示出高度細化的再結晶晶粒,柱狀晶粒被完全吞噬,平均晶粒尺寸僅為14 μm。結合界面附近還包含一些較小的柱狀晶粒,這可能是由軋制變形不夠導致的。相比于WAAM試樣,在HR-WAAM試樣的沉積層和結合界面附近還存在大量的LAGBs。此外,WAAM試樣的紋理較強,而HR-WAAM試樣的紋理較弱,這表明軋制會降低紋理強度,使晶粒的取向更加隨機。
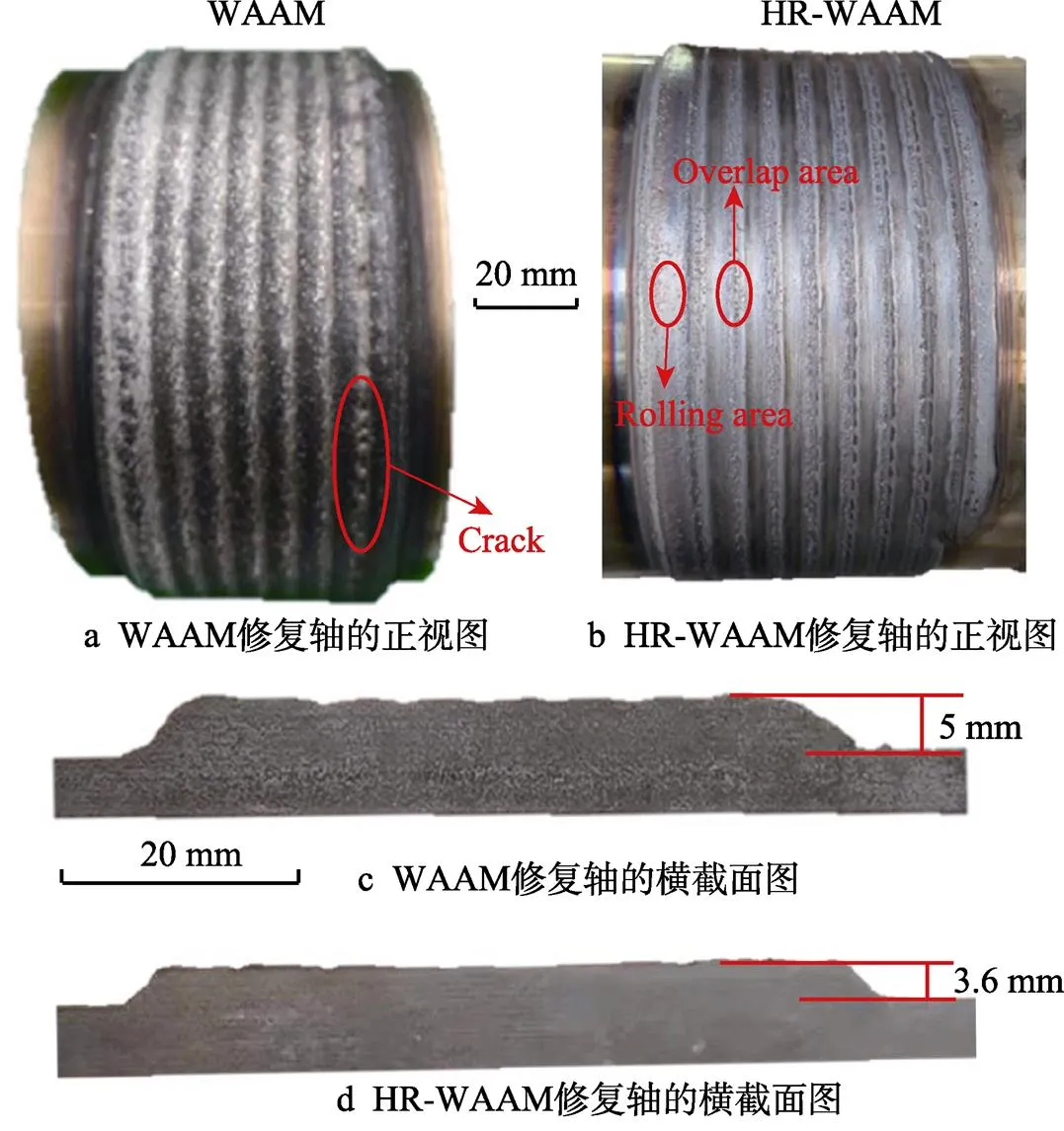
圖4 修復軸的正視圖和橫截面圖
對HR-WAAM試樣的沉積層進行了分辨率更高的EBSD掃描(步長為0.5 μm),以詳細觀察微觀結構的演變,結果如圖6所示。可以看到大量的再結晶晶粒,并且在原始晶粒內部有許多LAGBs以及不完整的HAGBs,這種特征通常代表連續(xù)動態(tài)再結晶(Continuous Dynamic Recrystallization,CDRX)。文獻[23]報道了CDRX導致的晶粒細化,即LAGBs逐漸轉變?yōu)镠AGBs,最終形成新的再結晶晶粒。
多道多層試樣的硬度測試結果如圖7所示,其中A/A1表示軋輥正下方的測量區(qū)域,B/B1表示2個焊道重疊區(qū)的測量區(qū)域。重疊區(qū)的硬度較低,軋制后,硬度從175HV左右上升到210HV左右,軋輥正下方區(qū)域的硬度從182HV左右上升到230HV左右。
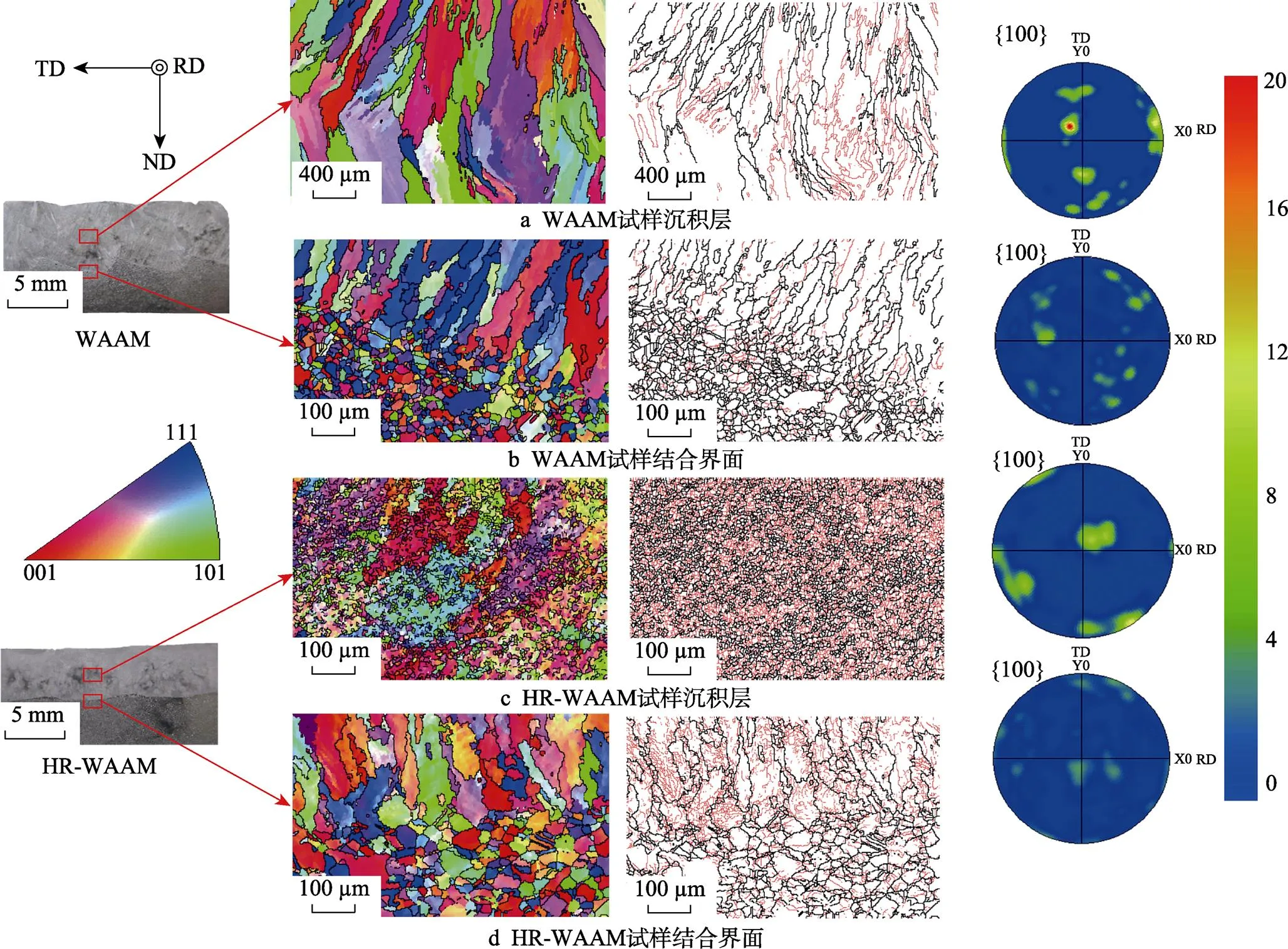
圖5 試樣不同區(qū)域微觀結構的IPF圖、晶界分布圖及相應的(100)極圖
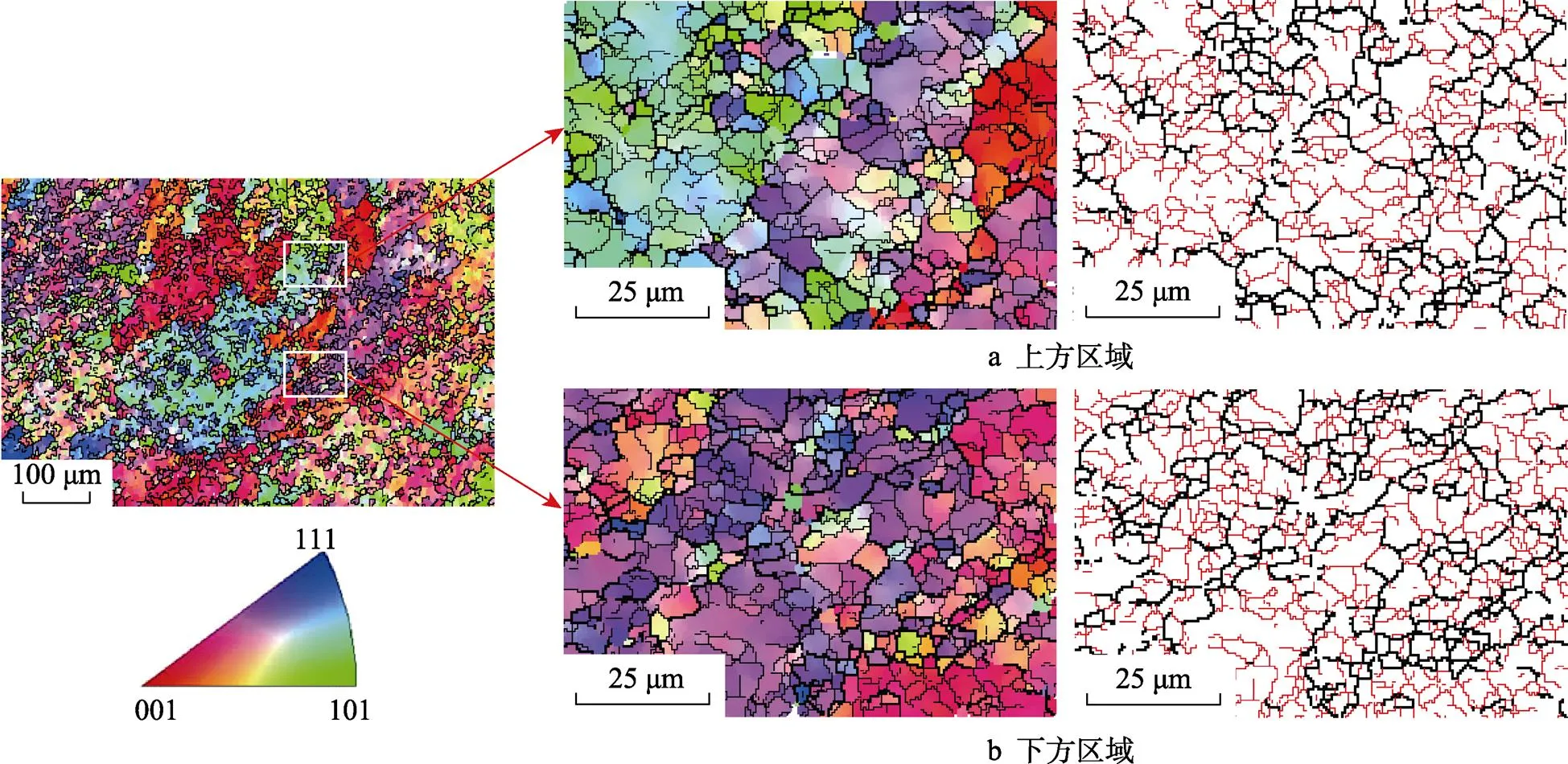
圖6 HR-WAAM 試樣不同區(qū)域的IPF及晶界分布圖
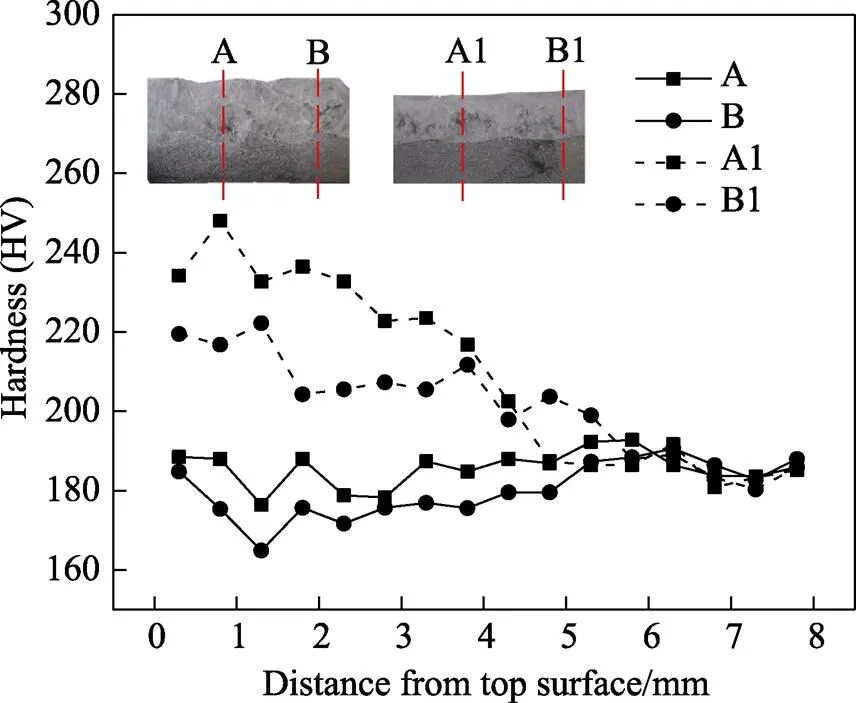
圖7 硬度測量結果
WAAM和HR-WAAM試樣的拉伸應力-應變曲線如圖8a所示。將測得的拉伸性能與傳統(tǒng)的鑄造和鍛造316L不銹鋼的拉伸性能[24]進行了比較,結果如圖8b所示。WAAM試樣的平均屈服強度、極限抗拉強度和伸長率分別為393 MPa、560 MPa和47%,其中極限抗拉強度達到了鍛件水平,屈服強度和伸長率明顯優(yōu)于鍛件水平。HR-WAAM試樣的屈服強度和極限抗拉強度進一步提高到432 MPa和595 MPa,而伸長率降低了7%,幾乎與母材伸長率相同。
試樣斷裂表面的掃描電鏡圖像如圖9所示。可以看到,2種試樣都呈現(xiàn)出韌性斷裂模式,表面有大量韌窩。不同的是,在WAAM試樣表面發(fā)現(xiàn)了較大的空隙(通常為幾微米到十幾微米寬),而在HR-WAAM試樣中沒有發(fā)現(xiàn)任何空隙,這表明軋制處理可以使孔隙閉合。Kan等[25]也報道了類似的現(xiàn)象:在0.75 kN的軋制載荷下,AM316L的伸長率因孔隙閉合而增大,隨著軋制載荷的進一步增大,伸長率逐漸減小,這是由于316L中經常出現(xiàn)強度-延展性權衡。
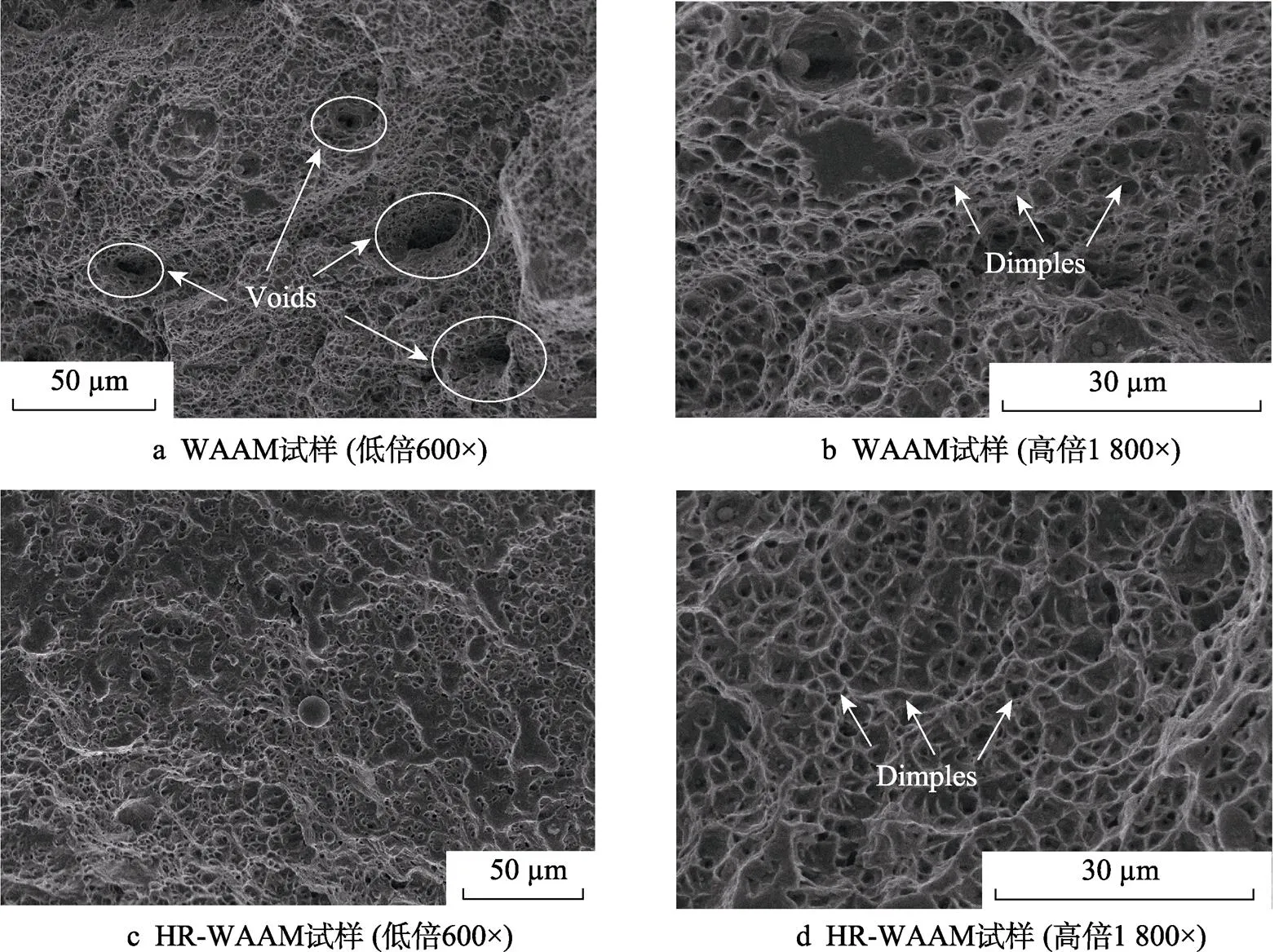
圖9 試樣斷裂面的 SEM 圖像
5 結論
介紹了一種軸類零件電弧熔絲軋制復合的增材修復工藝。開發(fā)、制造和測試了一種新型設備,并在316L不銹鋼軸上進行了修復實驗。結論如下:
1)針對WAAM修復過程中出現(xiàn)的柱狀晶粒長大、硬度低和力學性能差等問題,開發(fā)并制造了一種WAAM和軋制復合的新型設備,用于修復損壞的軸類零件。
2)當軋制力為8 000 N左右、軋制溫度為940~ 950 ℃時,與基體金屬相比,HR-WAAM修復層的硬度提高了20%~30%,屈服強度和極限抗拉強度分別提高了96%和12%。
[1] LIU C, JIANG D X, CHEN J, et al. Torsional Vibration and Fatigue Evaluation in Repairing the Worn Shafting of the Steam Turbine[J]. Engineering Failure Analysis, 2012, 26: 1-11.
[2] 徐宏圖, 張琦, 羅偉, 等. 軸類零件直線度檢測系統(tǒng)研究[J]. 航空制造技術, 2021, 64(Z2): 51-56.
XU Hong-tu, ZHANG Qi, LUO Wei, et al. Research on Straightness Detection for Shaft Parts[J]. Aeronautical Manufacturing Technology, 2021, 64(Z2): 51-56.
[3] ZHENG H D, LI E Z, WANG Y, et al. Environmental Life Cycle Assessment of Remanufactured Engines with Advanced Restoring Technologies[J]. Robotics and Computer-Integrated Manufacturing, 2019, 59: 213-221.
[4] SABOORI A, AVERSA A, MARCHESE G, et al. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair[J]. Applied Sciences-Basel, 2019, 9(16): 3316.
[5] DEBROY T, WEI H L, ZUBACK J S, et al. Additive Manufacturing of Metallic Components-Process, Structure and Properties[J]. Progress in Materials Science, 2018, 92: 112-224.
[6] 李明祥, 張濤, 于飛, 等. 金屬電弧熔絲增材制造及其復合制造技術研究進展[J]. 航空制造技術, 2019, 62(17): 14-21.
LI Ming-xiang, ZHANG Tao, YU Fei, et al. Research Progress of Wire and Arc Additive Manufacturing and Hybrid Manufacturing Technology for Metal Components[J]. Aeronautical Manufacturing Technology, 2019, 62(17): 14-21.
[7] CUNNINGHAM C R, FLYNN J M, SHOKRANI A, et al. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing[J]. Additive Manufacturing, 2018, 22: 672-686.
[8] LI Y, HAN Q, HORVATH I, et al. Repairing Surface Defects of Metal Parts by Groove Machining and Wire Plus Arc Based Filling[J]. Journal of Materials Processing Technology, 2019, 274: 116268.
[9] PRIARONE P C, CAMPATELLI G, CATALANO A R, et al. Life-Cycle Energy and Carbon Saving Potential of Wire Arc Additive Manufacturing for the Repair of Mold Inserts[J]. CIRP Journal of Manufacturing Science and Technology, 2021, 35: 943-958.
[10] LEE J H, LEE C M, KIM D H, et al. Repair of Damaged Parts Using Wire Arc Additive Manufacturing in Machine Tools[J]. Journal of Materials Research and Technology, 2022, 16: 13-24.
[11] 曾才有, 于杰琳, 張世偉, 等. Invar合金超聲頻脈沖電弧增材修復界面組織特征[J]. 航空科學技術, 2022, 33(10): 59-65.
ZENG Cai-you, YU Jie-lin, ZHANG Shi-wei, et al. Interfacial Microstructure of Pulsed-Arc Deposited Invar Alloy[J]. Aeronautical Science & Technology, 2022, 33(10): 59-65.
[12] ZHUO Y M, YANG C L, FAN C L, et al. Microstructure and Mechanical Properties of Wire Arc Additive Repairing Ti-6.5Al-2Sn-2Zr-4Mo-4Cr Titanium Alloy[J]. Materials Science and Technology, 2020, 36(15): 1712-1719.
[13] CHEN Y, YANG C, FAN C, et al. Microstructure Evolution and Mechanical Properties of a Nickel-Based Superalloy Repaired Using Wire and Arc Additive Manufacturing[J]. Materials Characterization, 2022, 193: 112315.
[14] COLEGROVE P A, COULES H E, FAIRMAN J, et al. Microstructure and Residual Stress Improvement in Wire and Arc Additively Manufactured Parts Through High-Pressure Rolling[J]. Journal of Materials Processing Technology, 2013, 213(10): 1782-1791.
[15] 王桂蘭, 符友恒, 梁立業(yè), 等. 電弧微鑄軋復合增材新方法制造高強度鋼零件[J]. 熱加工工藝, 2015, 44(13): 24-26.
WANG Gui-lan, FU You-heng, LIANG Li-ye, et al. New Hybrid Additive Manufacturing Method for Forming High Strength Parts by Weld-rolling[J]. Hot Working Technology, 2015, 44(13): 24-26.
[16] MCANDREW A R, ROSALES M A, COLEGROVE P A, et al. Interpass Rolling of Ti-6Al-4V Wire+Arc Additively Manufactured Features for Microstructural Refinement[J]. Additive Manufacturing, 2018, 21: 340-349.
[17] GU J L, YANG S L, GAO M J, et al. Micropore Evolution in Additively Manufactured Aluminum Alloys under Heat Treatment and Inter-Layer Rolling[J]. Materials & Design, 2020, 186: 108288.
[18] ZHANG T, LI H, GONG H, et al. Effect of Rolling Force on Tensile Properties of Additively Manufactured Inconel 718 at Ambient and Elevated Temperatures[J]. Journal of Alloys and Compounds, 2021, 884: 161050.
[19] ZHANG H, WANG X, WANG G, et al. Hybrid Direct Manufacturing Method of Metallic Parts Using Deposition and Micro Continuous Rolling[J]. Rapid Prototyping Journal, 2013, 19(6): 387-394.
[20] ZHANG H, WANG R, LIANG L, et al. HDMR Technology for the Aircraft Metal Part[J]. Rapid Prototyping Journal, 2016, 22(6): 857-863.
[21] FU Y, ZHANG H, WANG G, et al. Investigation of Mechanical Properties for Hybrid Deposition and Micro-Rolling of Bainite Steel[J]. Journal of Materials Processing Technology, 2017, 250: 220-227.
[22] 周開心, 王少華, 張海鷗, 等. 微鑄鍛對電弧增材制造5A56鋁合金組織與性能的影響[J]. 熱加工工藝, 2021, 50(5): 12-17.
ZHOU Kai-xin, WANG Shao-hua, ZHANG Hai-ou, et al. Effect of Micro-casting and Forging on Microstructure and Properties of 5A56 Aluminum Alloy Produced by Arc Additive Manufacturing[J]. Hot Working Technology, 2021, 50(5): 12-17.
[23] ZOU X, YAN Z, ZOU K, et al. Grain Refinement by Dynamic Recrystallization during Laser Direct Energy Deposition of 316l Stainless Steel under Thermal Cycles[J]. Journal of Manufacturing Processes, 2022, 76: 646-655.
[24] YADOLLAHI A, SHAMSAEI N, THOMPSON S M, et al. Effects of Process Time Interval and Heat Treatment on the Mechanical and Microstructural Properties of Direct Laser Deposited 316L Stainless Steel[J]. Materials Science and Engineering: A, 2015, 644: 171-183.
[25] KAN W H, JIANG D, HUMBERT M, et al. Effect of In-Situ Layer-By-Layer Rolling on the Microstructure, Mechanical Properties, and Corrosion Resistance of a Directed Energy Deposited 316l Stainless Steel[J]. Additive Manufacturing, 2022, 55: 102863.
Repair Process of Shaft Parts by Composite Wire and Arc Additive Manufacturing and Rolling
XU Hong-tu, TIAN Tian-tai, HUA Bing-li, ZHAN Wen-bin, HAN Bin, ZHANG Qi*
(School of Mechanical Engineering, Xi'an Jiaotong University, Xi'an 710049, China)
Aiming at the problems of columnar grains in the repair layer and poor repair quality during wire and arc additive repair of shaft parts, the work aims to study the composite repair process of wire and arc additive manufacturing and rolling. The composite process of wire and arc additive manufacturing and rolling used to repair shaft parts was investigated, in which the deposition layer was rolled by the roller after welded by welding torch, so that the material was plastically deformed at high temperature. A novel device was developed, fabricated and tested, and repair experiments were conducted on 316L stainless steel shafts. The effect of rolling on the tensile properties, hardness and microstructure of the repaired part was investigated and the deposition layer and interface were characterized by electron backscatter diffraction (EBSD). Rolling led to dynamic recrystallization (DRX) nucleation, thereby refining the microstructure. Compared with the base metal, the hardness of the repair layer increased by 20%-30%, and the yield strength and ultimate tensile strength increased from 220 MPa to 432 MPa and from 540 MPa to 595 MPa, respectively. The composite repair process of wire and arc additive manufacturing and rolling can refine the microstructure of the repair layer and improve the mechanical properties of repair layer, so it can effectively solve the problems in the repair of shaft parts.
wire and arc additive manufacturing; rolling; shaft parts; repair; recrystallization
10.3969/j.issn.1674-6457.2023.011.001
TH162
A
1674-6457(2023)011-0001-08
2023-08-06
2023-08-06
國家自然科學基金(52275375);陜西地建-西安交大土地工程與人居環(huán)境技術創(chuàng)新中心開放基金(201912131-A3)
The National Natural Science Foundation of China (52275375); Technology Innovation Center for Land Engineering and Human Settlements, Shaanxi Land Engineering Construction Group Co., Ltd., and Xi’an Jiaotong University (201912131-A3)
徐宏圖, 田天泰, 華昺力, 等. 軸類零件電弧熔絲軋制復合增材修復工藝研究[J]. 精密成形工程, 2023, 15(11): 1-8.
XU Hong-tu, TIAN Tian-tai, HUA Bing-li, et al. Repair Process of Shaft Parts by Composite Wire and Arc Additive Manufacturing and Rolling[J]. Journal of Netshape Forming Engineering, 2023, 15(11): 1-8.
通信作者(Corresponding author)
責任編輯:蔣紅晨
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
