基于響應面法的裝配式橋梁套筒灌漿密實度控制
2023-11-23 10:56:52關永強陳海珊黃勝明林敬輝曾慶成
科學技術與工程 2023年30期
關鍵詞:質量
關永強,陳海珊,黃勝明,林敬輝,曾慶成
(1.廣州公路工程集團有限公司,廣州 510075; 2.廣州市高速公路有限公司,廣州 510075)
近年來,橋梁工程師為響應國家關于統籌推進城鄉建設綠色、低碳發展,實現集約資源的要求,針對橋梁施工提出一系列新型施工工藝。其中,裝配式橋梁施工工藝具有施工周期短、經濟成本好及構件質量易保障等特點而被廣受推崇[1-3]。預制裝配式橋梁連接套筒灌漿技術指在橋墩或蓋梁內部預埋套筒,在下部結構施工時通過套筒內灌漿實現預制部分的可靠連接。因此,套筒灌漿的質量對該類型橋梁的受力性能起著至關重要的作用。然而,目前中外并未針對套筒灌漿的密實度給出具體規定[4]。且在實際工程應用時,默認灌漿料從出漿口流出則認為灌漿完畢,具體灌漿質量情況還有待進一步詳細研究。
為解決上述問題,近年來中外學者針對裝配式橋梁開展了一些相關研究工作。如顧盛等[5]基于超聲波的傳播原理和反射特性,通過3組試驗分析了砂漿飽滿性的檢測方法,結果表明超聲檢測法可有效用于灌漿密實度的檢測。周少杰等[6]基于電阻抗測量法對套筒灌漿的缺陷評價和缺陷程度關系進行了定量分析,結果表明電阻法可有效檢測出灌漿質量缺陷。宋琢等[7]通過制作9組套筒灌漿試驗研究了密封塞、出漿口形式、灌漿速度以及鋼筋直徑對灌漿密實度的影響,結果表明套筒底部宜采用平底圓形橡膠密封塞,頂部宜采用錐形厚橡膠密封塞;在水平出漿口處設置垂直小導管有利于提高灌漿密實度;灌漿速度建議 25 ℃下為 20~40 mL/s。還有部分學者針對套筒灌漿連接件力學性能[8]、灌漿缺陷對連接性能影響[9]、抗震分析[10]、循環荷載下連接性能[11]、缺陷處理[12]、拉伸性能影響[13]等方面的研究。
基于上述中外研究現狀可知,目前關于套筒灌漿技術的研究已經取得一定研究成果,但主要偏向于對套筒灌漿質量的檢測方法、新型套筒以及力學性能試驗,針對套筒灌漿密實度的影響機制很少。并且現有研究工作存在研究試件少的問題,研究結果是否可靠還有待進一步驗證。目前相關研究主要通過單一變量法進行研究,而在參數分析中,單因素分析的結果可得到單一變量的最優值,但所有單因素最優值的組合并不一定是研究目的的最優,響應面法(response surface methodology,RSM)就能很好地進行多參數優化設計[14]。再加上近年來國家大力提倡節能環保、可持續性發展的戰略,如何合理地對研究方案進行優化設計,進而達到試驗成本低、性能優的效果已成為一項研究熱點。
當前,關于實現套筒灌漿質量還有待進一步研究。為此,現依托東曉南路—廣州南站連接線南段第二標段工程,基于響應面法設計20組試件詳細研究了灌漿速度、灌漿材料以及灌漿溫度對套筒灌漿的質量研究,本方法不僅可以減少實驗次數和提高實驗效率,縮短試驗時間和降低成本,還可通過有限數據對以上3種因素之間的交互作用進行研究,得到各變量之間的響應關系。
1 工程概況
本項目位于廣東省廣州市,為東曉南路—廣州南站連接線南段第二標段工程,全長5.46 km,其中共計182個墩柱采用預制拼裝施工工藝。預制墩柱均為方柱,尺寸有5種,分別是1.6 m×1.6 m型預制墩柱44根、1.8 m×1.8 m型預制墩柱14根、2.0 m×2.0 m型預制墩柱2根、2.4 m×1.6 m型預制墩柱102根、2.6 m×1.6 m型預制墩柱20根。
2 試驗設計
2.1 響應面法理論模型
Design-Expert是世界頂級且操作方便、功能全面的實驗設計和數據分析軟件[15]。該軟件中的中心復合設計可以將線性問題轉換成非線性問題,可很好地評估輸入變量與輸出變量之間的非線性關系。對于大多數工程問題,可采用一階或者二階多項式模型進行分析[16]。目前該方法已廣泛應用于結構優化設計、工藝流程優化等方面[17]。本文研究采用完全二次多項式作為相應面模型,具體公式[18]為

(1)
式(1)中:m為影響因素;β0、βi、βii、βij為待定系數,根據最小二乘法進行確定;xi、xj為設計參數;ε為近似誤差,通常確定模型精度后系統自動給出。
2.2 試驗材料
2.2.1 灌漿材料
(1)普通灌漿料:以水泥為基本材料,配以細骨料及混凝土外加劑和其他材料組成的干混料。該灌漿料加水后具有早強、高強、微膨脹等性能。
(2)高強無收縮灌漿料:該灌漿料與本工程實際應用相同,由水泥(特種水泥)、集料、外加劑和礦物摻合料等原材料根據一定比例混合而成,具有合理級分、流動性好、早強、高強、微膨脹等性能。
(3)鋼筋連接用套筒灌漿料:由水泥、高效減水劑、膨脹劑和礦物摻合料等多種材料干拌而成的混合料,具有流動性好、不泌水不分層、耐久性好、鋼筋不銹蝕、與混凝土粘結牢固、壓漿飽滿、微膨脹高充盈等特點。
2.2.2 套筒材料
本次試驗采用的套筒與本工程實際應用的相同,為環形帶肋優質碳素鋼套筒,長65 cm,端部內徑55 mm,中部內徑60 mm,壁厚5 mm,中間位置設置1根直徑為10 mm的限位銷,套筒內連接Φ32 mm的熱軋帶肋鋼筋,套筒兩端通過橡膠密封塞將鋼筋固定。
2.2.3 鋼筋材料
本次試驗采用的鋼筋與本工程實際應用相同,直徑為32 mm,鋼筋等級為HRB400。
2.3 試件制作
本次試驗所用灌漿設備、電子稱以及其他相關設備均與現場施工相同。首先將鋼筋與套筒連接,并用橡膠塞將鋼筋與套筒固定,接著將整個鋼筋連接套筒垂直焊接固定在型鋼上,并根據灌漿料不同而分類排列。灌漿時,相同灌漿料的試件應同一批次灌漿。同一種灌漿料的試件完成后,應將設備清洗干凈再進行另一種灌漿料試件制作。所有套筒均需在出漿口設置L形PVC管,用于超灌,避免回流過大造成內部空洞。當L形PVC管有漿液流出時,灌漿口應快速采用木塞進行封堵。灌漿后,將試件置于恒溫箱標準養護28 d。
2.4 檢測方法
采用雙電極探頭對套筒中灌漿料液面進行測量,通過對比接觸灌漿料前后電極間電阻變化情況來測定灌漿密實度[19]。隨著凝膠水解反應進行,其電阻率與時間有關,電阻越小表明密實度越好。圖1為套筒灌漿密實度電阻率法測試原理。密實度檢測前,電極探頭置于套筒出漿口,傳感器端部電極不接觸套筒內部鋼筋,線纜與鋼筋連接方向保持垂直,電極探頭伸至套筒內靠近出漿口一側鋼筋表面位置。電極探頭就位時,自帶橡膠塞排氣孔位于正上方、橡膠塞緊固于出漿口,出漿時不被沖出。灌漿過程始終保持橡膠塞上排氣孔保持暢通。

圖1 套筒灌漿密實度電阻率法測試圖
灌漿前,先將灌漿密實度智能測試儀與電極探頭相連,開啟電源,測試儀啟動自檢。灌漿時,將灌漿密實度智能測試儀與電極探頭相連,實時監測探頭電阻值,檢測灌漿密實度。灌漿結束5 min后,再次觀測灌漿密實度智能測試儀監測探頭的電阻值是否發生狀態變化,并及時記錄。
套筒灌漿密實度應根據灌漿密實度智能測試儀輸出的電阻值和監測時程曲線判斷,灌漿飽滿判斷的閾值宜根據平行試件模擬漏漿后測得的電阻值確定,且不大于100 MΩ。
2.5 響應面法試驗設計及檢測結果
采用Design-Expert軟件中的Box-Behnken進行試驗方案設計,以灌漿速度、灌漿材料以及灌漿溫度3個主要因素為自變量,近乎三因素三水平試驗。試驗方案及測試如表1所示。
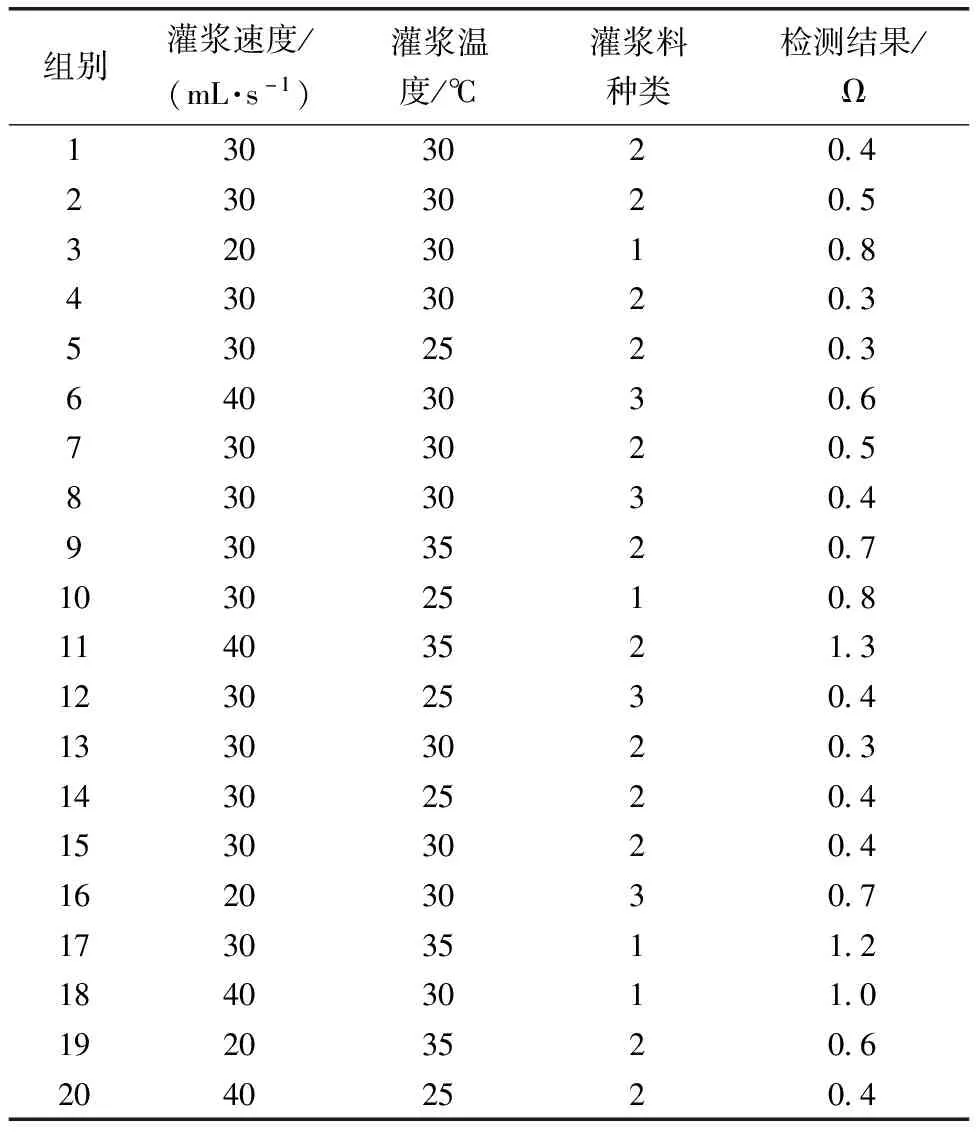
表1 試驗方案設計及檢測結果表
3 試件結果及分析
3.1 試件外觀質量情況及分析
將養護28 d后的灌漿套筒沿軸向切割,各試件整體密實度均較好,且同種灌漿料在不同情況下表面差異不大。限于篇幅,本文研究僅給出一組灌漿速度為30 mL/s,灌漿溫度為25 ℃的3種灌漿料灌漿表面,如圖2所示。
由圖2可知,普通灌漿料表面平整度差,蜂窩孔洞多、直徑大。鋼筋連接用套筒灌漿料表面平整度好,存在大量微小孔洞。高強無收縮灌漿料標配平整度好,蜂窩空洞少。可見,3種漿料中,高強無收縮灌漿料灌漿后的外觀效果最好,普通灌漿料最差。
從外觀質量看,試件總體表現為同種材料在不同情況下,外觀質量相差不大。但不同材料外觀質量存在顯著差異。其中普通灌漿料表面孔洞數量較多、孔徑大,且分布不均勻;鋼筋連接用套筒灌漿料表面孔洞數量較少、孔徑小;高強無收縮灌漿料表面光滑,外觀質量情況最優。
3.2 試件內部質量情況及分析
各試件剖面圖中均未出現大量空洞情況,整體飽滿。但在不同因素下,空隙數量和空隙直徑大小存在一定區別。限于篇幅,且為更好對灌漿料內外部進行詳細對比分析,3種灌漿料斷面如圖3所示。

圖3 3種混凝土斷面
由圖3可知3種灌漿料中,普通灌漿料斷面粗糙、骨料不均勻系數大,內部孔徑數量多,直徑大。高強無收縮灌漿料剖面密室,骨料直徑分布均勻,表面平整,孔隙數量少、孔徑小。
總體表現出同種材料在灌漿溫度相同情況下,存在其孔隙數量隨灌漿速度的增大而增加的趨勢。相同情況下的不同材料中,高強無收縮灌漿料內部質量情況最優。在材料和灌漿速度相同情況下,存在其孔隙數量隨溫度的增大而增加的趨勢。空隙大小相差不大。表面空隙大小主要與灌漿材料有關,空隙量與灌漿溫度和灌漿速度有關。
4 研究結果及分析
4.1 響應面法模型建立及驗證
當P值越小、F值越大,則表面所建立模型的響應值越大。由表2可知,在套筒灌漿電阻值數學模型中P<0.001,表明本文研究所建立的數學模型顯著。同時,由軟件計算可得該模型的校正系數R2為91.54%,即本模型可表達91.54%響應值的變化。
4.2 灌漿速度影響
通過響應面法研究灌漿速度對套筒灌漿質量的影響如圖4所示。由圖4(a)可知,灌漿速度為20 mL/s時,當普通灌漿料灌漿溫度為35 ℃其電阻值最大,為1.0 Ω;當高強無收縮灌漿料灌漿溫度為30 ℃時其電阻值最小,為0.4 Ω。由圖4(b)可知,灌漿速度為30 mL/s時,當普通灌漿料灌漿溫度為35 ℃其電阻值最大,為1.2 Ω;當高強無收縮灌漿料灌漿溫度為27 ℃時其電阻值最小,為0.3 Ω。由圖4(c)可知,灌漿速度為40 mL/s時,當普通灌漿料灌漿溫度為35 ℃其電阻值最大,為1.7 Ω;當高強無收縮灌漿料灌漿溫度為25 ℃時其電阻值最小,為0.4 Ω。同種材料中,當灌漿溫度一定時,灌漿質量隨灌漿速度的增加而降低。

圖4 灌漿速度對灌漿質量影響
4.3 灌漿材料影響
通過響應面法研究灌漿材料對套筒灌漿質量的影響如圖5所示。由圖5可知,普通灌漿料在灌漿溫度為35 ℃、灌漿速度為40 mL/s可達電阻峰值1.7 Ω,電阻大小范圍為0.6~1.7 Ω。高強無收縮灌漿料在溫度為35 ℃、灌漿速度為40 mL/s時達峰值,約為1.1 Ω,電阻大小范圍位于0.2~1.1 Ω。鋼筋連接用套筒灌漿料在溫度為35 ℃、灌漿速度為40 mL/s時達峰值,約為1.1 Ω,電阻大小范圍位于0.2~1.1 Ω。3種材料中,普通灌漿料的峰值最大,電阻值比高強無收縮灌漿料和鋼筋連接套筒灌漿料大。高強無收縮灌漿料和鋼筋連接套筒灌漿料雖電阻值范圍近乎相同,但高強無收縮材料的電阻值總體更小。
4.4 溫度影響
基于響應面法研究溫度對灌漿質量的影響如圖6所示。從圖6(a)知,當灌漿溫度為25 ℃,普通灌漿料在灌漿速度為40 mL/s時電阻值最大為0.9 Ω;高強無收縮灌漿料在30 ℃時電阻值最小0.2 Ω。從圖6(b)知,當溫度為30 ℃時,普通灌漿料在灌漿速度為40 mL/s時電阻值最大為1.1 Ω。從圖6(c)知,當溫度為35 ℃時,普通灌漿料在灌漿速度為40 mL/s時電阻值最大為1.7 Ω;高強無收縮混凝土在25 ℃時電阻值最小為0.5 Ω。相同材料和灌漿速度,灌漿質量隨溫度增大而降低。
5 結論
基于響應面法設計了20組近似三因素三水平的試驗,詳細研究了灌漿速度、灌漿材料以及灌漿溫度對灌漿質量的影響。結果表明電阻率法測試結果與試件內部質量檢查結果吻合度高,電阻率法所測數據可很好地用于灌漿質量檢測。研究結論如下。
(1)灌漿材料對灌漿質量影響顯著,高強無收縮灌漿料較普通灌漿料和鋼筋連接用套筒灌漿料密實度更高,孔隙率更少,質量最佳。
(2)灌漿質量與灌漿溫度的關系顯著,相同材料、相同灌漿速度時,溫度在25~35 ℃灌漿質量隨灌漿溫度的升高而降低。
(3)灌漿速度在20~40 mL/s不宜過快也不宜過慢,灌漿速度在30 mL/s時,灌漿質量最好。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54