碳纖維材料在汽車功能主模型中的應用
2023-11-24 06:20:06褚亞力李炯辰
裝備制造技術 2023年9期
陸 葉,褚亞力,李炯辰
(上汽大眾汽車有限公司,上海 201805)
0 引言
碳纖維主要成分為碳元素,是一種特種纖維,其分子結構介于石墨與金剛石,含碳體積分數一般在0.9 以上[1]。碳纖維材料具備質量輕、抗拉強度高的優點。應用于汽車功能主模型中的碳纖維,是一種與樹脂、金屬、陶瓷等基體復合后所形成的碳纖維復合材料。該復合材料具有較高的比強度、比模量,并且具有可加工性。早在20 世紀50 年代,美國就開始研究碳纖維材料。直至80 年代,碳纖維材料開始廣泛應用于客機、航天飛機和人造衛星[2]。我國在意識到碳纖維材料對軍工和民用的價值后,也將碳纖維及其復合材料納入國家科技攻關項目。經過四十多年的發展,我國碳纖維也取得了一定的成績。隨著社會和科學技術的發展,碳纖維的需求量也逐年遞增[3]。而由于原先的汽車主模型模塊使用鋁合金材料,在重量方面無法滿足模擬實車零件的要求。本文鑒于碳纖維復合材料的高強度、低質量、可加工性等性能,嘗試利用碳纖維材料去替代鋁合金材料來制作汽車主模型模塊。
1 碳纖維材料的特性
碳纖維的成分與鉆石和石墨一樣,主要由碳元素組成。其是纖維狀的碳材料,由有機纖維原絲在1000以上的高溫下碳化形成,且含碳量在90%以上的高性能纖維材料,主要具備以下特性:
(1)質量輕強度高,碳纖維的密度是鐵的1/4,比強度是鐵的10 倍以上,抗拉強度是鋼材的68 倍,彈性模量是鋼材的1.8 ~2.6 倍,其抗拉模量為295~640 GPa,拉伸強度為3.62 ~7.05 GPa。
(2)化學性能穩定,耐高低溫,耐腐蝕,在600 ℃左右的高溫下,仍能保持性能,在-180 ℃左右的低溫下,仍具有較好的柔韌性,并且不與酸、堿等腐蝕溶液發生化學反應。
(3)摩擦系數小,并具有潤滑性。
(4)可加工性好,碳纖維根據其受力需要,增加碳纖維層數,可加工成不同形狀,且不需要復雜的大型設備,多次加工對其結構無損傷。
(5)耐酸性好,對酸呈惰性,能耐濃鹽酸、磷酸、硫酸等侵蝕。
(6)碳纖維還具有其他的優良特性:如X 射線穿透性、抗熱、導電性及耐磨蝕性能等[4]。
2 碳纖維材料的加工
碳纖維材料因其優良的性能而在各個領域中獲得廣泛的應用,其構件質量輕、比剛度高,但成型后的構件精度往往達不到要求,需進行機加工。碳纖維材料在加工過程中容易產生分層、撕裂、毛刺、拉絲、崩塊等缺陷,尺寸控制比較困難,加工時刀具溫度很高,極易產生發熱堵塞現象,從而導致碳纖維表面碳化,影響表面加工質量[5]。碳纖維材料的四種機加工方式。
2.1 車削加工
較為常用的碳纖維材料的加工方式之一,主要用在圓柱形碳纖維制品的加工上,實現預定的尺寸公差。碳纖維材料自身剛度較大,因此在車削加工時需要選擇硬度較高的刀具,避免刀具自身損壞而影響碳纖維材料的性能。
2.2 銑削加工
經常用于碳纖維板材和不規則形狀的碳纖維制品的加工。銑削加工同樣對刀具有著較高的要求,因為銑削加工過程中,銑刀與碳纖維材料相互作用,容易導致碳纖維材料分層和毛邊,降低整體的性能。
2.3 鉆孔加工
碳纖維制品通常會與其他部件進行連接,目前較好的連接方式是膠接與機械連接同時使用。機械連接需要在碳纖維制品表面開孔甚至攻絲,鉆孔需要硬度足夠高的鉆頭,在高速運轉之下,既要完成鉆孔的需求,又要避免碳纖維材料分層的風險。
2.4 磨削加工
汽車功能主模型在應用碳纖維材料時,對碳纖維材料所制作的模塊的精度要求比較高,所以碳纖維材料模塊需要經過多次銑削處理。銑削加工會將碳纖維模塊表面打磨的光潔平整,不管是直接裝配,還是與其他部件進行連接,都能起到較好的鋪墊作用。研究表明,在同一磨削條件下,磨削加工多向碳纖維材料時,切削力隨著磨削深度增加呈線性增加趨勢,且大于加工單向碳纖維材料時的切削力。
3 碳纖維材料在汽車功能主模型中的應用
在現有的技術中,汽車功能主模型已實施模塊化,一般是由多個模塊組合而成,每個單獨的模塊主體通常采用鋁合金材料制作。這種材料制作出來的模塊整體重量會大大超出汽車實體零件的實際重量。因此,對于有些運動的零件來說,鋁制模塊不能完全模擬出實際產品的運動狀態及軌跡,如模擬前后蓋的開啟、滑移車門的運動分析等。鑒于汽車功能主模型現有技術材料的局限性,以及碳纖維材料具有輕質高強且可加工性能好的特性,利用碳纖維材料來制作汽車功能主模型的局部模塊,在滿足精度要求的同時減輕模塊重量以滿足使用要求。
3.1 碳纖維模塊的制作工藝
3.1.1 模具制作
采用高密度代木進行機加工,根據零件的結構,分別制作內板及外板的模具,如后蓋、車門等模塊,同時為了便于后期的加工,通常保留最少2 mm 的加工余量,如圖1 所示。也可以采用金屬材料來制作模具,對于模具的穩定性和可加工性來說,金屬材料更占優勢。本文考慮到成本等原因,使用高密度代木來制作模具。

圖1 模具
3.1.2 貼合模具鋪設碳纖維布
在單面模具的模具型腔表面依次鋪設脫模布、下層碳纖維布。鋪設厚度約5mm。根據碳纖維布的規格以及零件的結構來確定鋪設的層數,如圖2 所示。

圖2 貼合模具鋪設碳纖維布
3.1.3 放置預埋件并完成表面鋪布
碳纖維材料的耐沖擊性能比較差,對于二次加工的困難比較大。而汽車主模型中的模塊是需要進行反復零件拆裝的,為了避免在加工完成后出現的損壞以及后期車型出現的技術更改,需要在下層碳纖維布以上的模具型腔中放置預埋件。根據不同的作用,預埋件分為兩種材質。對于非受力面的型面件,采用輕質泡沫制作以減輕對整體重量的影響;對于需要經常拆裝受力的卡扣件,采用鋁制材料制作。如圖3 所示,將預埋件放入模具內部。

圖3 放置預埋件
預埋件放置完畢后,在表面再鋪設約5 mm 厚的碳纖維布。如圖4 所示。

圖4 完成表面鋪布
3.1.4 密封模具并抽真空
將真空袋膜與單面模具的邊緣密封連接,從而使得真空袋膜與模具型腔之間形成密封環境,注意不可有漏氣的問題,否則對模塊的表面及強度會造成影響。隨后,對真空袋膜與模具型腔之間的密封環境抽真空。隨后向真空袋膜與模具型腔之間的密封環境中注入環氧樹脂材料,使得環氧樹脂材料浸潤至碳纖維布與填充件的所有接觸面。如圖5 所示。

圖5 密封模具并抽真空
3.1.5 固化樹脂材料并出模
將密封并抽完真空的模具放入烤箱進行固化處理。設置烤箱溫度為70 ℃~80 ℃,固化時長為8 h。待固化完成后,自然降溫12 h。通過固化處理,環氧樹脂材料將上層碳纖維布、下層碳纖維布與填充件固結成模塊毛坯件。如圖6 所示。

圖6 固化樹脂材料
待碳布與填充件完全固化后,需除去真空袋膜及導流布,將模塊毛坯件從模具中取出。如圖7 所示。
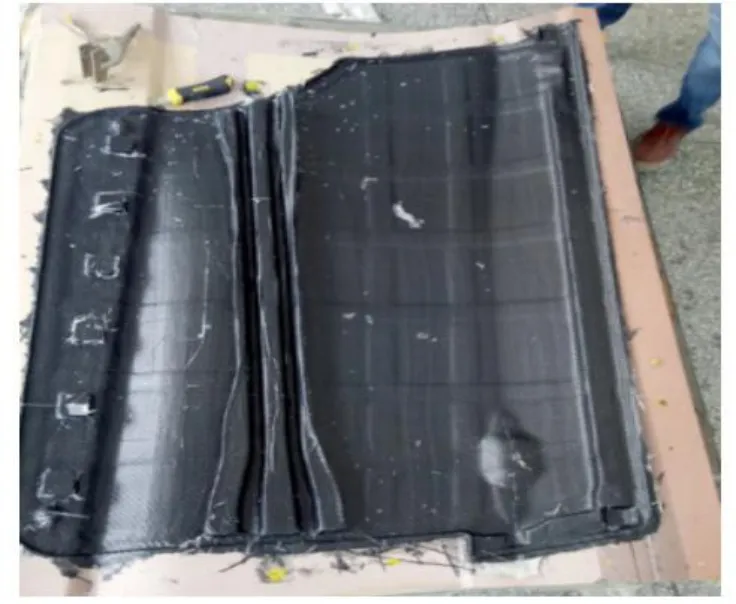
圖7 碳纖維毛坯件出模
3.1.6 碳纖維加工
對模塊毛坯件按照設計的模塊尺寸進行銑削加工,從而使得銑削加工后的模塊尺寸精度滿足汽車功能主模型的要求。如圖8 所示。
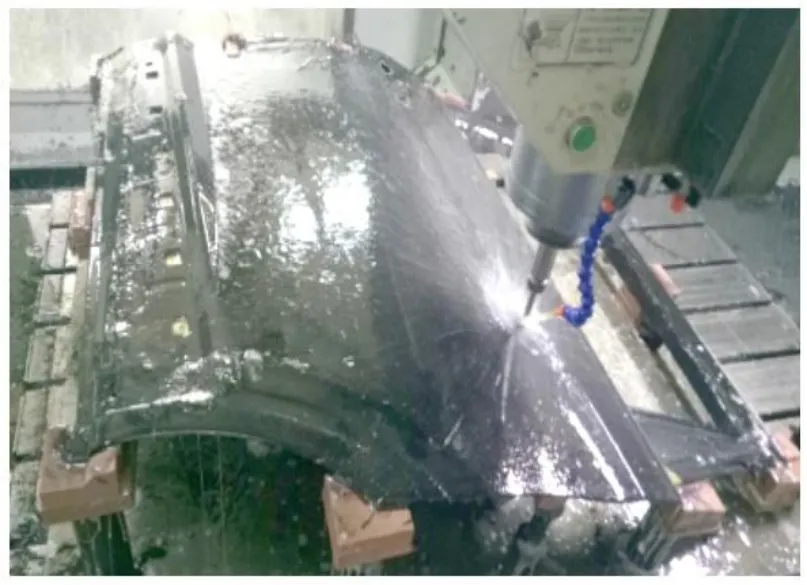
圖8 碳纖維毛坯件加工
3.1.7 表面處理
為防止碳纖維直接與人體接觸,需要對加工好的碳纖維模塊表面進行噴漆處理。對于一般的區域,噴清漆即可。而對于汽車功能主模型來說,為了不影響對匹配區域的評價,要求將匹配區域噴銀色油漆。油漆厚度一般為0.1 ~0.15 mm,因此,在加工的時候需要考慮到油漆厚度對成品件的尺寸的影響。如圖9 所示。

圖9 碳纖維模塊表面處理
3.2 碳纖維模塊的應用
鑒于碳纖維材料在重量和強度等方面的優勢,用碳纖維材料制作的模塊更貼近于實車零件的重量,且能夠更多的模擬出零件的內部結構。因此可以將這些碳纖維材料制作的模塊安裝到實車進行問題分析。到目前為止,本文闡述的碳纖維材料已被應用于上汽大眾有限公司Rapid 系列、Teramont 系列、Viloran、Tiguan 家族等車型的匹配分析中。將零位的碳纖維模塊(前蓋、后蓋、車門等)安裝到實車上去,分析與對手件之間的匹配關系,評價對手件的尺寸。
4 結論
目前,在汽車功能主模型中對碳纖維材料的使用僅局限在前蓋、后蓋、車門以及部分小的模塊上面。并且由于工藝方面的不成熟,存在較高的報廢率,從而導致碳纖維模塊的制作成本較高。隨著后期工藝方面的成熟以及專業人員對碳纖維材料的進一步深入研究,不斷提高其綜合性能,可嘗試將更多的模塊采用碳纖維材料。同時,可以對模具進行柔性化設計,將其可以用于不同車型,從而降低碳纖維材料模塊的制作成本。將碳纖維材料成功應用于汽車功能主模型,克服了現有技術中的種種缺點,使汽車功能主模型的模塊能夠更多更好得應用到實車匹配分析中,從而促進產品質量的提升。
猜你喜歡
汽車與安全(2019年9期)2019-11-22 09:48:03
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
中國塑料(2016年6期)2016-06-27 06:34:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50