抽水蓄能電站發電電動機新型定子彈性元件安裝
2023-11-29 01:56:14辛建忠馬代斌
水電站機電技術 2023年11期
關鍵詞:焊縫
辛建忠,馬代斌
(東方電機有限公司,四川 德陽 618000)
1 引言
水輪發電機定子鐵心傳統固定結構設計采用雙鴿尾定位筋固定系統,該固定系統屬于切向固定系統,徑向上完全自由,導致定子鐵心無法借助定子機座剛度,徑向支撐剛度相對較弱。對抽水蓄能電站機組而言,會加劇定子鐵心振動[1]。
國內某350 MW抽水蓄能電站機組,定子鐵心設計增加了新型彈性元件系統(見圖1),它具有減振和適應鐵心熱膨脹的優點。這種新結構對定子鐵心及定位筋的現場安裝及質量控制提出了更高的要求。
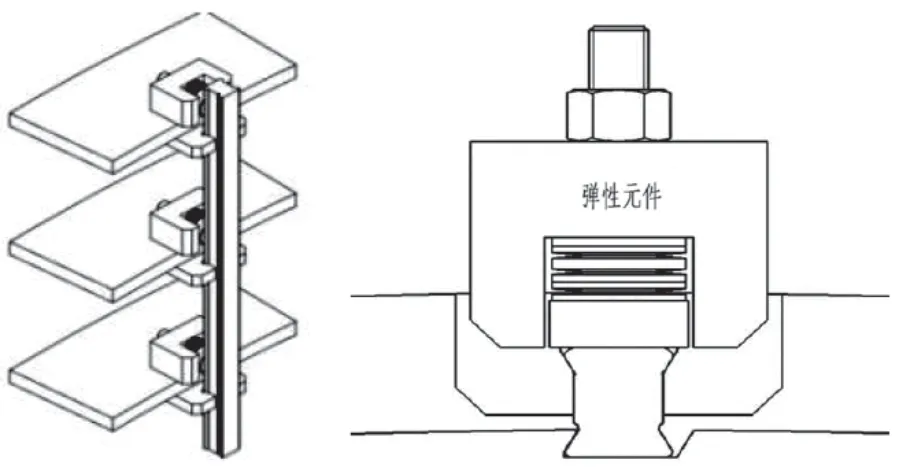
圖1 彈性元件結構示意圖
2 新型彈性元件安裝
新型彈性元件的安裝在定子定位筋托塊全部滿焊后進行,具體安裝流程如圖2所示。
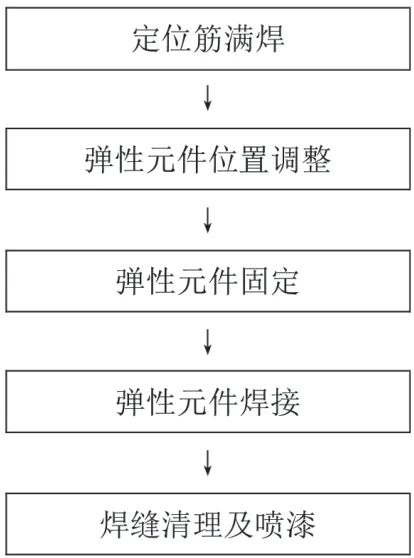
圖2 彈性元件安裝流程圖
(1)彈性元件安裝位置調整
安裝機座各層環板定位筋背部的彈性元件。注意在定位筋背部楔塊安裝過程中,通過加墊等方式調整楔塊伸出環板的高度≤3 mm,避免伸出的楔塊對彈性元件安裝產生位置干涉。
調整彈性元件的球頭中心線與定位筋的中心線周向偏差≤1 mm(見圖3),用0.10 mm塞尺檢查球頭兩側與定位筋之間間隙,應保持一致,且塞入深度偏差≤3 mm。
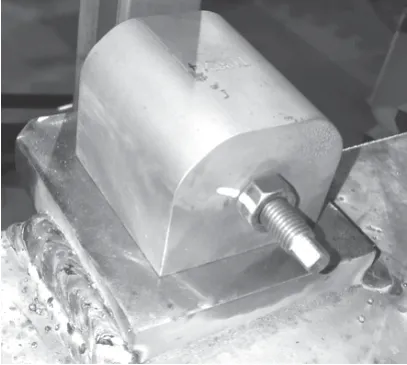
圖3 彈性元件位置調整
(2)彈性元件固定
用單頭千斤頂將彈性元件與定子機座環板軸向頂緊固定,同時用C形夾將彈性元件徑向固定,防止彈性元件和定位筋在焊接過程中發生較大變形。
(3)彈性元件焊接
1)彈性元件點焊
按圖4所示的點焊順序,將各彈性元件對稱點焊到定位筋托塊上。
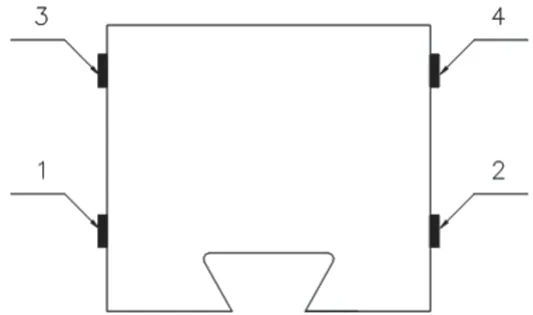
圖4 彈性元件點焊順序
彈性元件點焊完成后,應再次檢查彈性元件,滿足以下要求:
①彈性元件的球頭中心線與定位筋的中心線周向偏差≤1 mm;
②彈性元件球頭與定位筋背部之間間隙<0.01 mm;
③用0.10 mm塞尺檢查球頭兩側與定位筋之間間隙,應保持一致,且塞入深度偏差≤3 mm;
④檢查和測量定位筋,其半徑、弦距及向心度應無明顯變化。
2)彈性元件滿焊
彈性元件滿焊基本要求如下:
①焊材應檢查合格并符合設計要求,且須按要求進行管理、發放和使用。在焊接前,焊條應按包裝上的使用說明書進行烘焙,受潮的焊條應予以報廢。
②焊接工藝和焊工應按照ASME標準《鍋爐壓力容器》第九章的規定進行焊接工藝評定和焊工資格考試,并經認可取得合格證。
③在焊接工藝、焊工得到認可前,不允許進行焊接。
④清除待焊部位周圍50 mm范圍內所有雜質和異物。
⑤焊接時,應采用多層多道退步焊。
⑥在焊接過程中,隨時進行彈性元件焊縫收縮和定位筋半徑、弦距、扭斜等數據的監測,并根據監測情況合理改變焊接順序。
⑦彈性元件焊接完成后具體見圖5。

圖5 彈性元件焊接
(4)彈性元件焊后檢查
1) 彈性元件與托塊全部滿焊結束后,在冷態下檢查,應滿足以下要求:
①彈性元件的球頭中心線與定位筋的中心線周向偏差≤1 mm;
②彈性元件球頭與定位筋背部之間間隙≤0.03 mm;
③用0.10 mm塞尺檢查球頭兩側與定位筋之間間隙,應保持一致,且塞入深度偏差≤3 mm。
2)嚴格檢查并確認彈性元件背部所有拉緊螺桿和螺母已取出。并對定位筋進行復測檢查,應滿足下列要求:
①各環板處的定位筋絕對半徑應在設計值-0.10~+0.30 mm以內,相鄰兩定位筋在同一高度上的半徑差值應≤0.15 mm[2]。
②使用弦距檢查樣板和定子沖片檢查應全部通過,同一橫切面上的定位筋弦距偏差應≤0.20 mm,相鄰兩定位筋同一橫切面上的弦距偏差應≤0.15 mm,各處弦距與弦距平均值的絕對值偏差應≤±0.15 mm[2]。
3)定位筋的向心度應≤0.10 mm[2]。
(5)彈性元件焊縫清理及噴漆
打磨、清理所有彈性元件焊縫,焊縫外觀應無明顯缺陷,焊角高度滿足設計要求,對焊縫進行PT探傷檢查應合格。對彈性元件及焊接部位進行徹底清掃,并按要求進行噴漆。
3 新型彈性元件安裝重點和難點控制
3.1 彈性元件固定
(1)彈性元件軸向固定時,單頭千斤頂的受力既能確保彈性元件被壓緊,又不能讓定子機座環板產生變形。
(2)彈性元件徑向固定時,C形夾與定位筋的接觸面應加墊膠皮等防護材料,防止定位筋表面損傷,C形夾的受力既能保證彈性元件徑向壓緊,又要確保彈性元件不被壓縮。
(3)彈性元件初步固定完成后,應再次檢查彈性元件的球頭中心線與定位筋的中心線周向偏差以及球頭兩側與定位筋的間隙。如不滿足要求,應重新調整彈性元件,直至滿足要求。
3.2 彈性元件焊接
(1)彈性元件焊接盡可能采用氣體保護焊焊接方式。
(2)焊接時,應采用多層多道退步焊,焊接層數應≥4層。所有彈性元件同一層焊縫焊接完成后,應檢查每根定位筋的半徑、向心度和定位筋間的弦距,檢查彈性元件的球頭中心線與定位筋的中心線周向偏差以及球頭兩側與定位筋的間隙,觀察變化的趨勢,合格后方可繼續焊接第二層。
(3)焊接過程應對稱施焊。同一彈性元件的左右兩側焊縫應有2名焊工同時施焊,定子機座圓周方向對稱位置的彈性元件應同時施焊,相互間焊接速度應一致。
(4)彈性元件徑向焊縫可由機座中心朝外焊接,也可以由外朝內焊接,具體可參考焊接后定位筋和彈性元件實測數據進行調整。
4 新型彈性元件安裝效果
(1)國內某350 MW抽水蓄能電站機組定子彈性元件系統安裝完成后,測量定子定位筋半徑無明顯變化(見圖6),定位筋弦距、向心度等數據優良,彈性元件球頭與定位筋間隙均<0.03 mm。
(2)國內某350 MW抽水蓄能電站機組定子鐵心采用新型彈性元件系統后,在定子鐵心磁化試驗過程中,鐵心單位鐵損、鐵心溫升遠低于標準規范要求值,具體參見表1。
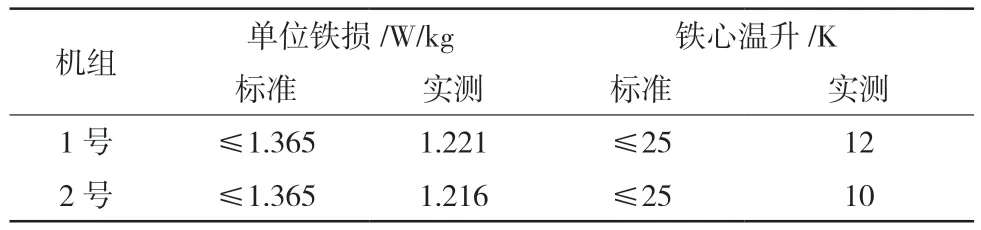
表1 鐵心磁化試驗數據
定子鐵心溫差及鐵心與機座間溫差遠低于標準規范要求值[3],具體見表2。
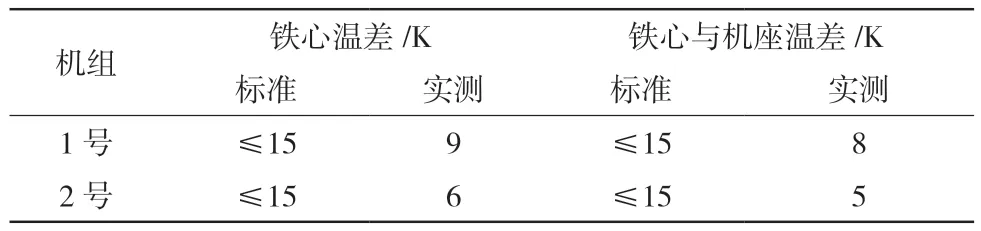
表2 鐵心磁化試驗溫差
(3)國內某350 MW抽水蓄能電站機組定子鐵心采用新型彈性元件系統后,在機組滿負荷運行時,定子鐵心和機座振動值較小,具體見表3。
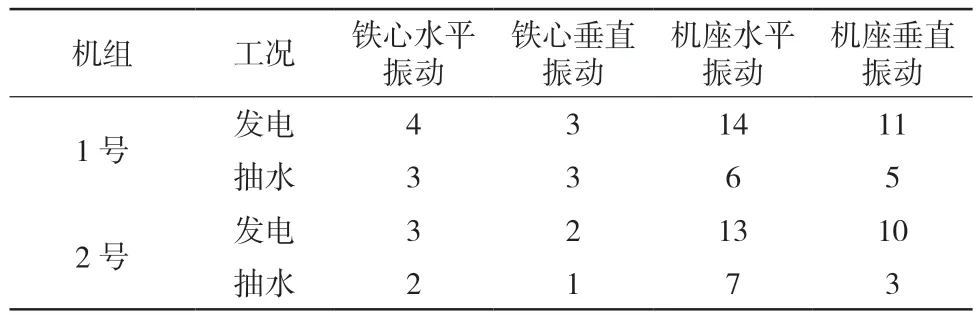
表3 定子鐵心和機座振動 單位:μm
5 結語
新型彈性元件對定子鐵心的振動有較好的抑制作用,已陸續在國內多個抽水蓄能電站機組上使用。彈性元件安裝過程中,對彈性元件的固定及焊接過程的控制是彈性元件安裝過程的重點和難點,也是保證彈性元件能夠滿足設計要求的關鍵。
本文對新型彈性元件的安裝過程進行了詳細介紹,并針對彈性元件安裝過程中的重點和難點控制措施進行了分析和實踐,通過定子鐵心磁化試驗及機組運行實測數據,進一步證實定位筋背部增加的彈性元件安裝質量良好,為同類型機組定位筋彈性元件的安裝提供了良好借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
