基于PLC 控制的工業(yè)廢水處理系統(tǒng)研究
2023-12-04 07:22:22張君
中國(guó)設(shè)備工程 2023年22期
關(guān)鍵詞:工藝流程
張君
(華亭華煤清能煤化工有限責(zé)任公司,甘肅 平?jīng)?744100)
1 前言
在工業(yè)生產(chǎn)過(guò)程中,水被使用后,水中會(huì)含有許多污染廢物,導(dǎo)致使用后的水必須經(jīng)過(guò)處理后才能排出,這類水通常被叫作廢水。處理廢水要按照國(guó)家相應(yīng)的“工業(yè)廢水”排放標(biāo)準(zhǔn)。工業(yè)在生產(chǎn)過(guò)程中需要使用大量的水,數(shù)據(jù)顯示,2021 年,工業(yè)用水量占全國(guó)用水總量的17.7%,廢水排放量約占全國(guó)污水排放量的1/4。因此電廠廢水對(duì)環(huán)境有著巨大的影響,盡管廢水的污染度不高,但是巨大的排量仍然對(duì)環(huán)境造成巨大的威脅。因此,對(duì)電廠廢水進(jìn)行凈化處理,提高水質(zhì)質(zhì)量,減輕環(huán)境壓力,實(shí)現(xiàn)凈化水的重復(fù)利用,減少新鮮水的使用量,實(shí)現(xiàn)節(jié)約用水,具有可持續(xù)發(fā)展的重要意義。當(dāng)前生產(chǎn)中工業(yè)廢水產(chǎn)生的廢水種類,如圖1 所示。
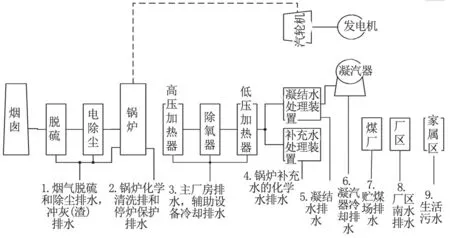
圖1 廢水種類產(chǎn)生圖
2 廢水處理工藝流程和總體方案設(shè)計(jì)
廢水處理工藝流程圖具體環(huán)節(jié),如圖2 所示。
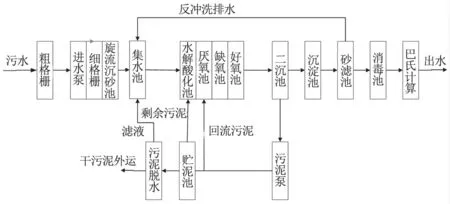
圖2 廢水處理工藝流程圖
3 系統(tǒng)硬件電路設(shè)計(jì)
在硬件電路主回路中包含有M1 格柵除污機(jī)、M2 潷水器、M3 鼓風(fēng)機(jī)、M4 剩余污泥泵、M5 回流污泥泵,它們分別由KM1、KM2、KM3、KM4、KM5 等交流接觸器控制;另外兩臺(tái)攪拌機(jī)分別由KM6 和KM7 控制。主電路中的7 臺(tái)電動(dòng)機(jī)M1、M2、M3、M4、M5、M6、M7 由熱繼電器FR1、FR2、FR3、FR4、FR5、FR6、FR7 實(shí)現(xiàn)過(guò)載保護(hù)。QF 是電路總開(kāi)關(guān),起到對(duì)主電路進(jìn)行短路保護(hù)作用和分?jǐn)嗳嘟涣麟娫吹淖饔谩? 個(gè)熔斷器則分別對(duì)各個(gè)負(fù)載的控制回路進(jìn)行短路保護(hù)。其中,對(duì)兩臺(tái)攪拌機(jī)的電路設(shè)計(jì),是通過(guò)對(duì)電機(jī)進(jìn)行正-反-停控制來(lái)攪拌廢水的,在控制時(shí),使電路實(shí)現(xiàn)電氣互鎖和機(jī)械互鎖,以此來(lái)使KM6、KM7 得電失電,按下常閉開(kāi)關(guān)SB1,實(shí)現(xiàn)停止功能;按下SB2,KM6 得電,KM7 失電;按下SB3,KM7 得電,KM6 失電,實(shí)現(xiàn)電氣互鎖和機(jī)械互鎖,如圖3 ~4 所示,PLC 控制電路設(shè)計(jì)如圖5 所示。
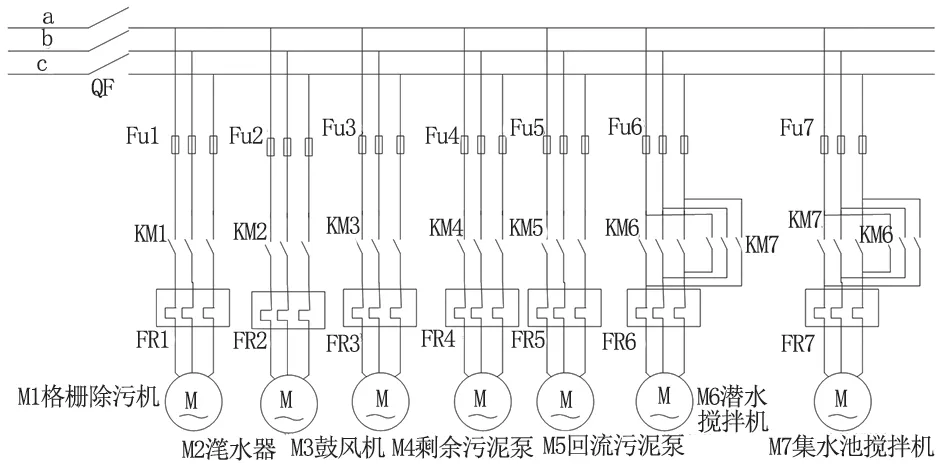
圖3 系統(tǒng)控制主電路圖
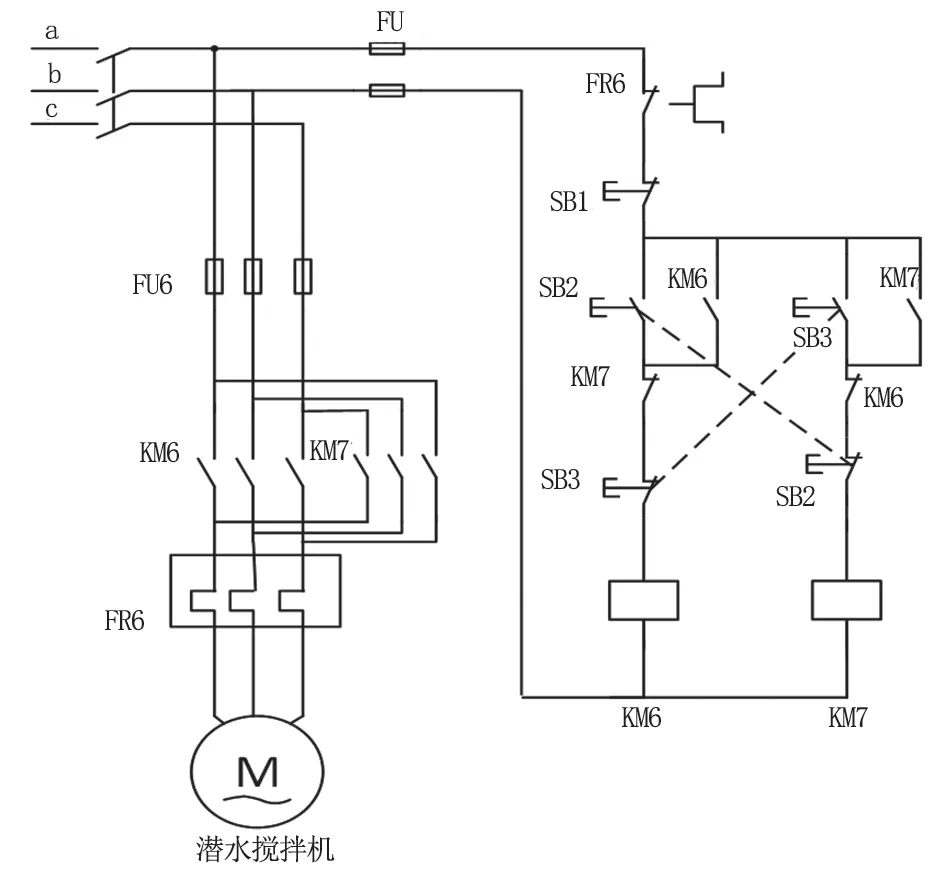
圖4 攪拌機(jī)電氣原理圖
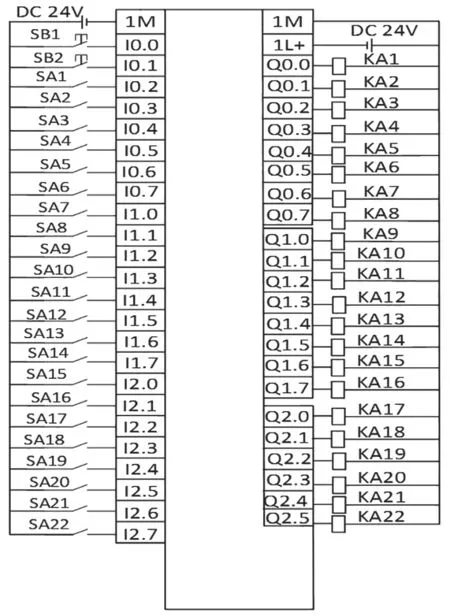
圖5 PLC 控制電路原理圖
4 系統(tǒng)軟件程序設(shè)計(jì)
粗、細(xì)格柵除污機(jī)控制程序的設(shè)計(jì):粗格柵主要用于過(guò)濾大顆粒的雜質(zhì)。采用自動(dòng)操作方式,控制兩個(gè)粗格柵除垢器的開(kāi)啟和關(guān)閉。粗柵格可以過(guò)濾更大的雜質(zhì)和污染,而較小的污染物則會(huì)隨著廢水而流動(dòng),而細(xì)格柵則是用來(lái)過(guò)濾微量的污染物。采用自動(dòng)操作方式,通過(guò)定時(shí)控制兩個(gè)細(xì)格柵清除污機(jī)的斷電。粗、細(xì)格柵除污機(jī)工作流程如圖6、7 所示。

圖6 粗格柵廢水處理流程圖 圖7 細(xì)格柵廢水處理流程圖
當(dāng)集水池中的水位升高到一定高度后,開(kāi)啟進(jìn)水閥門,將集水池中的水引入1#SBR 池,當(dāng)1#SBR 池中的水位也升高到一定高度后,則關(guān)閉進(jìn)水閥門,開(kāi)啟另一個(gè)控制2#SBR 池的進(jìn)水閥門,同樣當(dāng)2#SBR 池中的水位也達(dá)到目標(biāo)高度后,即可關(guān)閉2#SBR 池的進(jìn)水閥門,繼而開(kāi)啟3#SBR 池的進(jìn)水閥門,如此類推進(jìn)行水位控制。利用S7-300Simulator 仿真軟件對(duì)STEP7-Micro/WIN 所編程的程序進(jìn)行仿真,打開(kāi)S7-200Simulator 仿真軟件后選擇與STEP7-Micro/WIN 編程時(shí)的PLC 類型相同的CPU型號(hào),本次仿真選用了CPU 226,然后載入程序,勾選全部,勾選與STEP7-Micro/WIN 版本相同的導(dǎo)入文件版本,選中所編程梯形圖,實(shí)現(xiàn)載入程序;點(diǎn)擊運(yùn)行模式,開(kāi)啟監(jiān)視,觀察梯形圖是否正常接通運(yùn)行,左側(cè)仿真圖中下方為輸入,可通過(guò)按鈕進(jìn)行輸入,上方為輸出。通過(guò)按鈕和監(jiān)測(cè)來(lái)對(duì)梯形圖進(jìn)行檢查每個(gè)網(wǎng)絡(luò)的梯形圖是否正確,若存在沒(méi)有接通,則對(duì)梯形圖進(jìn)行檢查修改。具體的PLC 仿真的調(diào)試部分過(guò)程,圖8 所示。
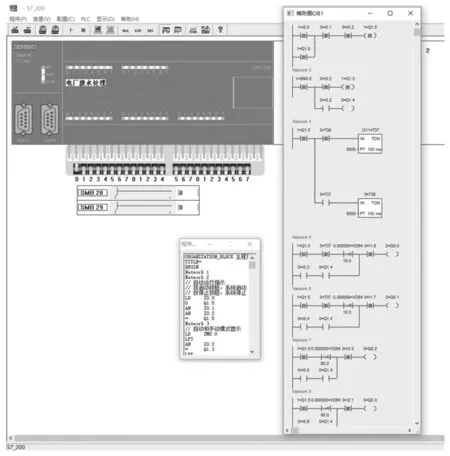
圖8 PLC 仿真圖
5 組態(tài)畫(huà)面
應(yīng)用組態(tài)軟件可實(shí)現(xiàn)對(duì)系統(tǒng)工藝流程的實(shí)時(shí)監(jiān)控,包括對(duì)工藝流程中數(shù)據(jù)的采集和處理、電機(jī)的啟動(dòng)和停止、系統(tǒng)故障和參數(shù)錯(cuò)誤的報(bào)警等,使工作人員更好的把控生產(chǎn)過(guò)程,極大提高了工作效率。開(kāi)發(fā)組態(tài)監(jiān)控畫(huà)面,畫(huà)面中要組態(tài)控制的設(shè)備有粗格柵、細(xì)格柵、好氧池、厭氧池、污泥濃縮池、沉淀池、漩流沉沙池、紫外線消毒、壓泥機(jī)等,還要有組態(tài)按鈕、管道、指示燈等,然后連接變量,進(jìn)行組態(tài)動(dòng)態(tài)控制圖監(jiān)控(圖9、10)。廢水中的雜質(zhì)最后由污泥泵驅(qū)動(dòng)在管道中經(jīng)紫外線消毒后排除系統(tǒng)的動(dòng)畫(huà)。畫(huà)面底部不同的組態(tài)按鍵可切換不同的監(jiān)控畫(huà)面。
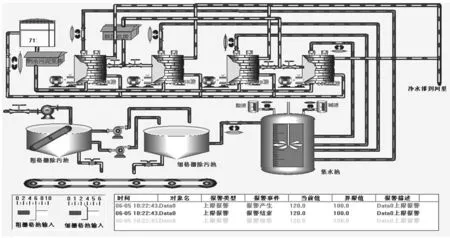
圖9 工藝流程主畫(huà)面
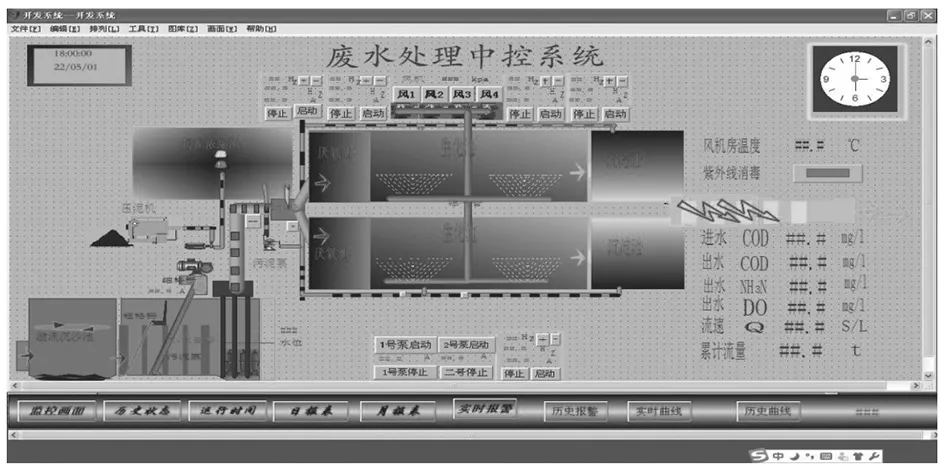
圖10 監(jiān)控畫(huà)面
6 結(jié)語(yǔ)
本文針對(duì)工業(yè)廢水處理系統(tǒng)為工程背景,在對(duì)廢水處理工藝流程進(jìn)行詳細(xì)剖析的基礎(chǔ)上,完成自動(dòng)控制、手動(dòng)控制和遠(yuǎn)程操控等功能于一體的自動(dòng)化控制系統(tǒng)的設(shè)計(jì)。整個(gè)控制系統(tǒng)采用二級(jí)計(jì)算機(jī)控制方式:基礎(chǔ)自動(dòng)化級(jí)采用SIMATIC S7-300 系列PLC,實(shí)現(xiàn)對(duì)粗格柵、細(xì)格柵、好氧池、厭氧池、污泥濃縮池、沉淀池、漩流沉沙池、紫外線消毒、壓泥機(jī)等工藝參數(shù)的監(jiān)測(cè),監(jiān)控級(jí)為西門子的工業(yè)控制計(jì)算機(jī),實(shí)現(xiàn)系統(tǒng)的組態(tài)、監(jiān)控、報(bào)警提示、制表等功能。

猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年2期)2020-04-21 07:51:18
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:56
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46
現(xiàn)代制造技術(shù)與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(zāi)(2014年5期)2014-02-27 14:01:38