電站鍋爐集箱等承壓部件提前失效原因及預防措施分析
2023-12-08 07:04:36周雪峰
中國特種設備安全 2023年11期
周雪峰
(湖州市特種設備檢測研究院 湖州 313000)
中、高參數鍋爐由于壓力和溫度的提高在設計、制造和安裝過程中不可避免地會使用厚壁材料和各種合金材料。厚壁材料和合金材料存在焊接層數多、可焊性較差、焊接過程線能量較大、相對薄壁結構不易進行質量檢測等不利因素。為保證安全質量,從設計到安裝環節均需精心控制各段質量,尤其是焊后熱處理環節對于保證質量至關重要。焊后熱處理目的是消除焊接或冷、熱加工帶來的殘余應力,改善焊接接頭的組織和性能,降低冷、熱加工帶來的局部應力,防止延遲裂紋的產生,是后期承壓運行、保障安全的一道重要工序。
然而筆得在檢驗中經常發現由于未嚴格執行熱處理工藝和疏于質量控制,造成了中、高參數鍋爐承壓部件提前(未使用或服役期不長)失效。本文通過舉例并剖析歷年來在電站鍋爐部件制造監檢和安裝現場監檢過程中發現的由于熱處理不當造成承壓部件失效的案例,深入分析監督檢驗過程中熱處理工序時段存在的問題,從熱處理設備、熱處理工藝、過程及檢驗結果偏離標準規定等多方面分析問題形成的原因,并針對性提出相關措施,切實從制造、安裝等源頭上控制電站鍋爐承壓元件的安全質量。
1 熱處理不當造成失效案例及原因淺析
1.1 案例1
1)情況描述:某制造企業生產的8支屏式過熱器進、出口集箱(以下簡稱屏過集箱),規格為φ219 mm×21 mm,材質為12Cr1MoVG。制造完成后依據用戶要求按DL/T 773—2016《火電廠用12Cr1MoV 鋼球化評級標準》進行金相組織分析[1],結果發現多數集箱母材金相組織出現珠光體或貝氏體形態消失等球化和硬度下降等現象,其中球化級別為4 級的有2 支,硬度測定為HB127、123;3.5 級的有3 支,硬度現場測定為HB135、138、140;剩余2 支為2 級、3 級,硬度測定為HB172、153。而用戶要求球化級別不超過2.5級,本產品中有7 支均在2.5 級以上。該批屏過集箱的實景照片見圖1 和圖2,現場金相組織檢測圖像見圖3~圖8,部分評定結果見表1。

圖1 屏過集箱
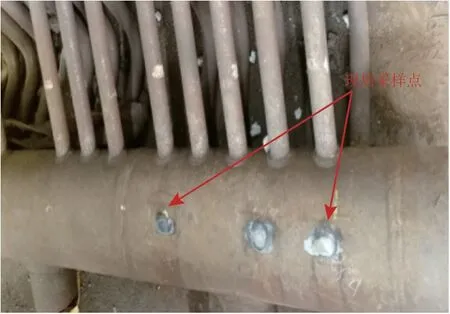
圖2 屏過集箱1-1 現場金相取點位置

圖3 屏過集箱1-1 端部1 金相組織(200×)
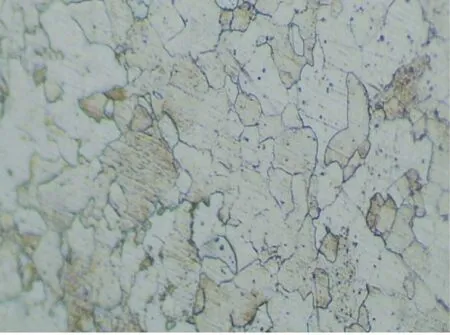
圖4 屏過集箱1-1 端部1 金相組織(500×)
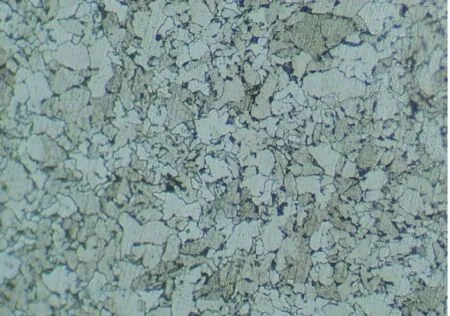
圖5 屏過集箱1-1 近中段金相組織(200×)
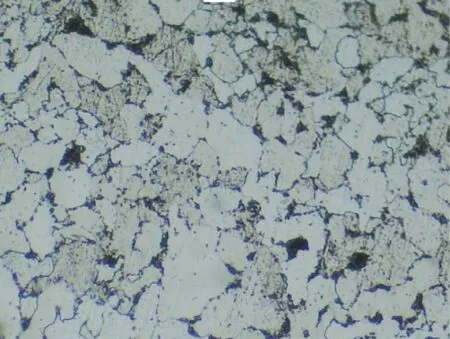
圖6 屏過集箱1-1 近中段金相組織(500×)
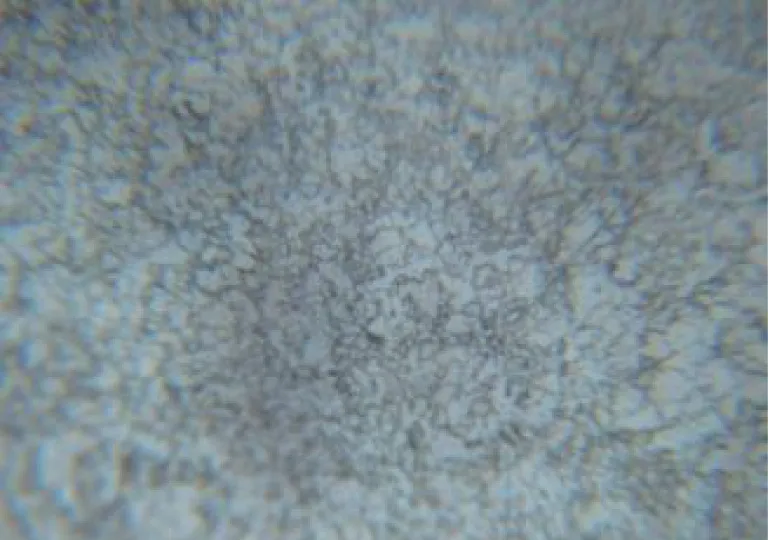
圖7 屏過集箱1-4 端部1 金相組織(200×)
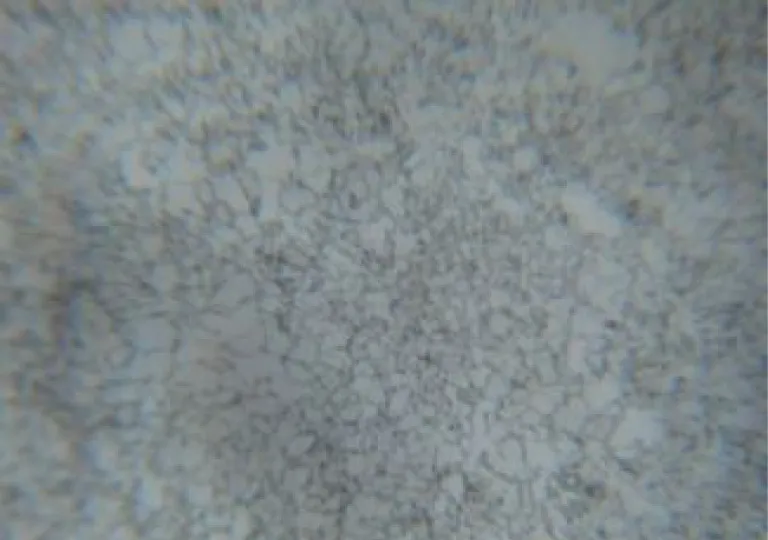
圖8 屏過集箱1-5 端部1 金相組織(200×)
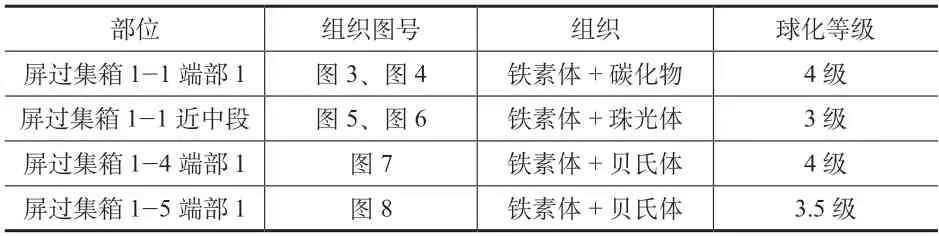
表1 部分屏過集箱金相組織分析結果
2)原因分析:該制造單位生產A 級鍋爐部件,配備了熱處理爐(見圖9、圖10)和局部熱處理設備。該單位熱處理工藝規定:對于集箱類部件,一般入熱處理爐進行整體熱處理完成焊后熱處理工序;對于具有彎管或多維立體形狀的不規則管狀設備,采取局部熱處理設備(加熱裝置)對焊縫進行熱處理。

圖9 熱處理爐全貌

圖10 熱處理爐加熱裝置
對該設備和處理過程進行檢查后發現存在下列問題(見表2):熱處理爐內加熱裝置均設置在爐底部,兩側面未設置加熱裝置;同樣熱電偶僅設置于爐底部,中上部則未設置。制造單位將本產品8 支屏過集箱放入該爐中作為一批處理,放滿待處理工件后,由于工件疊加原因,底部熱電偶測到的溫度不能真實反映位于裝爐中上部的工件溫度,疊放于下部的工件出現超溫現象導致金相組織異常變化;用于控溫測溫的熱電偶未定期進行校驗,使測得的溫度偏離規定值,當溫度偏高時引發超出熱處理工藝卡規定的該材料溫度上限,直接導致部件金相組織和硬度等指標不合格;該熱處理爐未按GB/T 9452—2012《熱處理爐有效加熱區測定方法》的要求進行有效加熱區和溫度均勻性定期檢測,導致爐內各層面溫度存在梯度差,也造成了部分組織及理化指標不符合要求;爐內耐火絕熱層損壞后未及時修復,影響熱處理效果。本產品出現嚴重球化是由于熱處理設備相關問題和執行工藝不嚴造成。
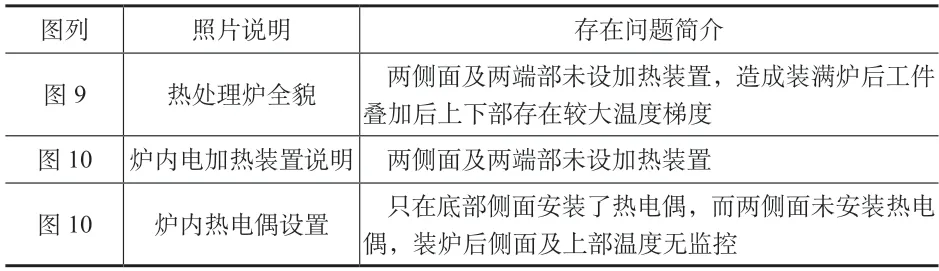
表2 熱處理爐檢查發現問題
1.2 案例2
1)情況描述:為某單位生產的過熱器集箱上接管,在熱處理過程中由于加熱溫度設置錯誤,造成該批材料外壁顏色發藍、氧化皮層明顯且脫落,實景照片見圖11;金相檢測發現晶粒粗大,片層狀珠光體形態變化等,不同倍數的金相組織見圖12、圖13。

圖11 接管實樣
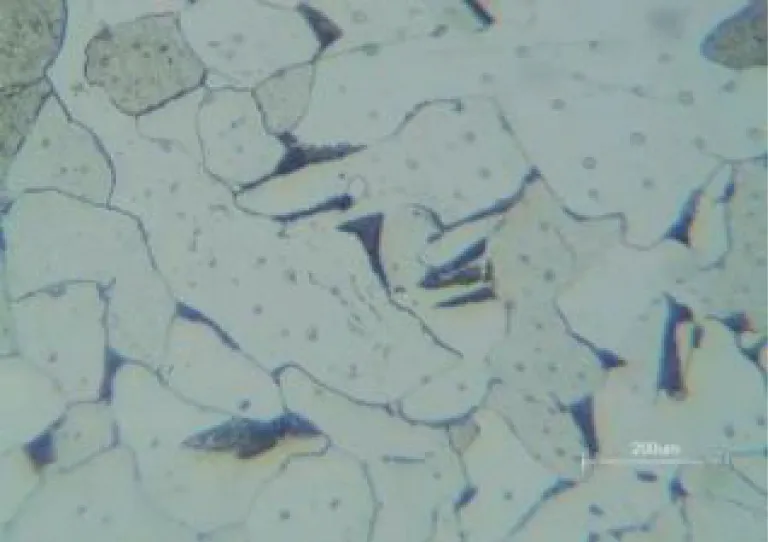
圖12 接管金相組織(200×)
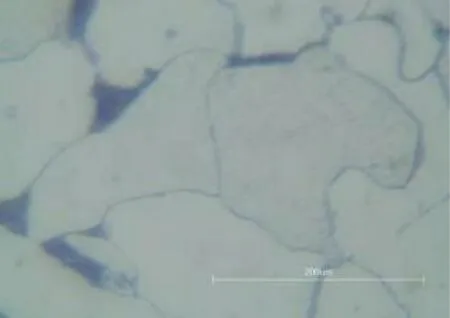
圖13 接管金相組織(500×)
2)原因:熱處理工藝和管理上存在缺陷,如缺少部件專用熱處理工藝,僅根據通用工藝進行,容易造成恒溫溫度和恒溫時間等工藝參數選錯;熱處理作業人員責任心不強。
1.3 案例3
對某電站鍋爐(額定蒸發量為220 t/h,額定工作壓力和溫度分別為9.8 MPa、540 ℃)安裝現場監檢,匯總了如下熱處理問題:
1)屏式過熱器進口集箱(12Cr1MoVG 材質)與低溫過熱器出口集箱間連通管(20G 材質,φ273 mm×16 mm)的連接焊縫為異種鋼焊縫,該熱處理工藝卡制定時熱處理恒溫溫度和時間以12Cr1MoVG 材質進行選擇,恒溫溫度和時間未按相應規范要求進行選擇,工藝執行后影響熱處理結果。
2)對結構特殊的三通等管件焊縫采取局部熱處理時,未全部包覆該管件造成溫度不均;管狀部件焊縫熱處理時兩端管口未絕熱封堵,內、外壁存在較大溫度梯度;保溫材料覆蓋寬度不足(沒有達到標準要求的2 倍加熱帶寬度)、厚度不足,保溫層捆扎使用鐵絲且捆扎處壓縮成溝,導熱系數增大,影響保溫效果;由于存在上述問題,導致熱處理效果差,還產生了附加應力。
3)12Cr1MoVG 材質焊縫、規格為φ325 mm×16 mm 的主蒸汽母管,工藝需要進行焊前預熱的,在實際執行中未進行;焊后沒有立即進行熱處理,也沒有進行后熱(消氫)處理,且工藝卡和焊接及熱處理作業指導書也沒有對出現這種情況需要進行后熱處理的規定。
4)安裝現場常見同批次處理焊口數超出熱處理設備規定,導致一些焊口未進行溫度等參數的全程監控和記錄。
5)安裝期間時值春末夏初,雷陣雨時常出現,安裝現場對置放于露天的工件因氣候突變未采取相關措施,影響處理效果。
6)熱電偶均采用綁扎的安裝方式,熱電偶夾于工件(焊縫等)與加熱裝置中間,熱電偶端部直接受到烘烤,所顯示熱處理恒溫溫度具有正誤差,不能代表工件實際溫度。
7)部分熱處理實時曲線不能真實反映熱處理設備和熱處理過程實況;熱處理人員未準確如實填寫熱處理記錄、未注明曲線代表具體焊口號、對過程全程未進行有效跟蹤;熱處理責任人員未嚴格把好工藝制定及交底關、熱處理記錄報告及曲線與工藝一致性審核關。
2 預防措施分析
2.1 基于熱處理工序監檢的防范措施
熱處理工序在承壓設備制造和現場安裝中具有及時性顯著特點。在制造和現場安裝監檢至熱處理工序前夕,應及時核查熱處理作業指導書和工藝卡的制定情況、熱處理人員(責任人員和現場實施作業人員)和熱處理設備配置情況。熱處理開始后應及時至現場監檢,而不是只在事后對熱處理記錄、報告和曲線進行核查。對熱處理設備現場檢查內容應包括整套熱處理設備的完整性和完好性;熱電偶及相關儀表等是否在規定的檢定有效期內,尤其應核查熱電偶的檢定情況;過程曲線記錄打印設備是否可用,應在熱處理工序開始前至現場進行測試檢查。熱處理過程中應經常至現場跟蹤檢查,檢查現場熱電偶放置數量及熱電偶安裝是否符合要求,保溫層厚度及捆扎等是否符合要求,曲線是否在正常跟蹤打印,必要時用測溫儀測定現場熱處理溫度。熱處理結束后及時檢查相關記錄、曲線是否符合要求,并檢查焊縫硬度測定情況,硬度測定值是否符合相關技術標準的要求,出現硬度值不符合要求的應核查是否已進行后續的金相檢測或重新熱處理等程序。
2.2 制造和安裝單位在熱處理工序實施過程應采取的措施
中、高參數鍋爐材料和規格繁多,熱處理工作應符合相關規程、標準的要求,對將付諸制造和安裝的鍋爐從質量計劃、工序實施過程中對本項目熱處理子項予以規定并與相關人員交底,對于現場安裝過程涉及的熱處理范圍更廣(不同材質規格匯集),因此必須在開始前按相應規程、標準中要求制定出具體需要進行熱處理的相應范圍,分材料材質、材料規格等類別不同分別編制詳細的熱處理工藝,按質量體系的規定及時履行審核、審批手續。熱處理人員應由熟練且具備相應專業知識和現場操作能力、富有工作責任心的人員擔任。施工單位應加強對熱處理人員的管理,由于熱處理時間長,有時為了不占用施工電源安排在晚上進行熱處理,這些給現場管理帶來了挑戰,因此必須加強現場值班的管理。對熱處理過程中出現的用電故障、氣候突變等異常情況要有預案,能充分應對并保障熱處理結果不偏離規定。
承壓設備制造在分工中越來越細化,部件制造和安裝單位將熱處理子項分包也成為一種常業態,有相當部分元件、部件被分包,有相當的無損檢測專業機構進行該項工作,能力水平難免會參差不齊。如何考量分包質量,委托單位應在分包前對該單位進行評審,特別應注意核查這些單位的熱處理能力、設備狀態和工藝能力等是否符合相應規程與技術標準的規定;監檢單位則應對上述工作進行現場檢查、確認。對于承壓設備制造單位,一般都有相應熱處理爐,應定期檢查熱處理爐是否符合相關規定,GB/T 9452—2012 中規定的有效加熱區溫度均勻性測試有無定期進行、測試不能滿足要求時是否及時處理。對于局部熱處理,加熱帶、保溫層寬度等是否符合標準要求;三通、閥門等異形管件的熱處理包扎范圍是否符合標準要求;熱電偶安裝、放置部位和數量是否符合要求。曲線實時打印是否真實有效;杜絕人為修改溫度、時間等記錄數據[2]。
3 結束語
在對某鍋爐部件制造單位進行產品制造監檢時,時有發現由于熱處理不當造成集箱、管系微觀組織和硬度等理化指標不符合規范或用戶要求而被判廢。一方面浪費了材料,消耗了工時,由于材料為厚壁、合金材質等,其價值高昂,造成了制造企業不小的經濟損失;另一方面也耽誤了用戶現場安裝進度。近年來,尤其在《市場監管總局辦公廳關于開展電站鍋爐范圍內管道隱患專項排查整治的通知》(市監特函〔2018〕515 號)發布以來[3],筆得在本轄區內電站鍋爐范圍內管道、本體主要連接管道的安裝監檢和定期停爐檢驗中,發現了部分管道組成件出現嚴重球化等狀況,甚至有剛投運1年、運行小時數不足2 000 h 的鍋爐,同時在制造監檢中也發現了類似狀況,這些已引起上級主管部門的關注。而問題的產生源于有部分組成件在制造、安裝過程中熱處理工序出現偏差,因此加強對熱處理全過程的有效監檢已是當務之急。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24