智能雙軌小車輸送系統的設計及應用
2023-12-12 09:55:56黃小猛
起重運輸機械 2023年22期
黃小猛
武漢東研智慧設計研究院有限公司 武漢 430056
0 引言
機械化運輸設備是涂裝生產工業流水線的重要組成部分,貫穿于涂裝生產的全過程,是現代化汽車車身涂裝車間內的關鍵設備。機械化運輸設備不僅完成被涂物的輸送、轉掛、儲存的任務,同時還需滿足涂裝工藝要求,可裝設可移動數據存儲器來識別被涂物類型色種、識別廢品、自動計數、根據給定的指令來進行生產等實現涂裝線智能化的功能。本文以某客車表面處理車間前處理電泳線為例,重點闡述智能雙軌小車輸送系統在前處理電泳輸送線上應用。
1 產品參數及工藝參數
工件最大外形尺寸為6 000 mm×2 500 mm×2 800 mm(L×W×H)。工件最大質量為1 500 kg,生產節拍為8 min/掛,年時基數250 d,采用二班制,8 h/班。工藝參數如表1所示。

表1 工藝參數
2 線路布置
線路布置根據產品結構特點和工藝需求情況而定,本案例中產品涵蓋客車、商用車駕駛室、乘用車、小件鋁合金和鋼材質零件,考慮到工件外形尺寸較大,生產節拍時間長,為節約生產線占用面積,縮短生產線長度,采用間歇橫移的雙軌小車輸送系統作為前處理電泳的輸送系統。
前處理電泳雙軌小車輸送系統采用矩形布置,在前處理線和電泳線各布置1條輸送雙軌,在輸送雙軌的兩端各安裝1套自行小車平移裝置,在前處理線入口端設置工件自動上件工位、在前處理線及電泳線末端分別設置備件及工件自動下件工位,平面布置如圖1所示。
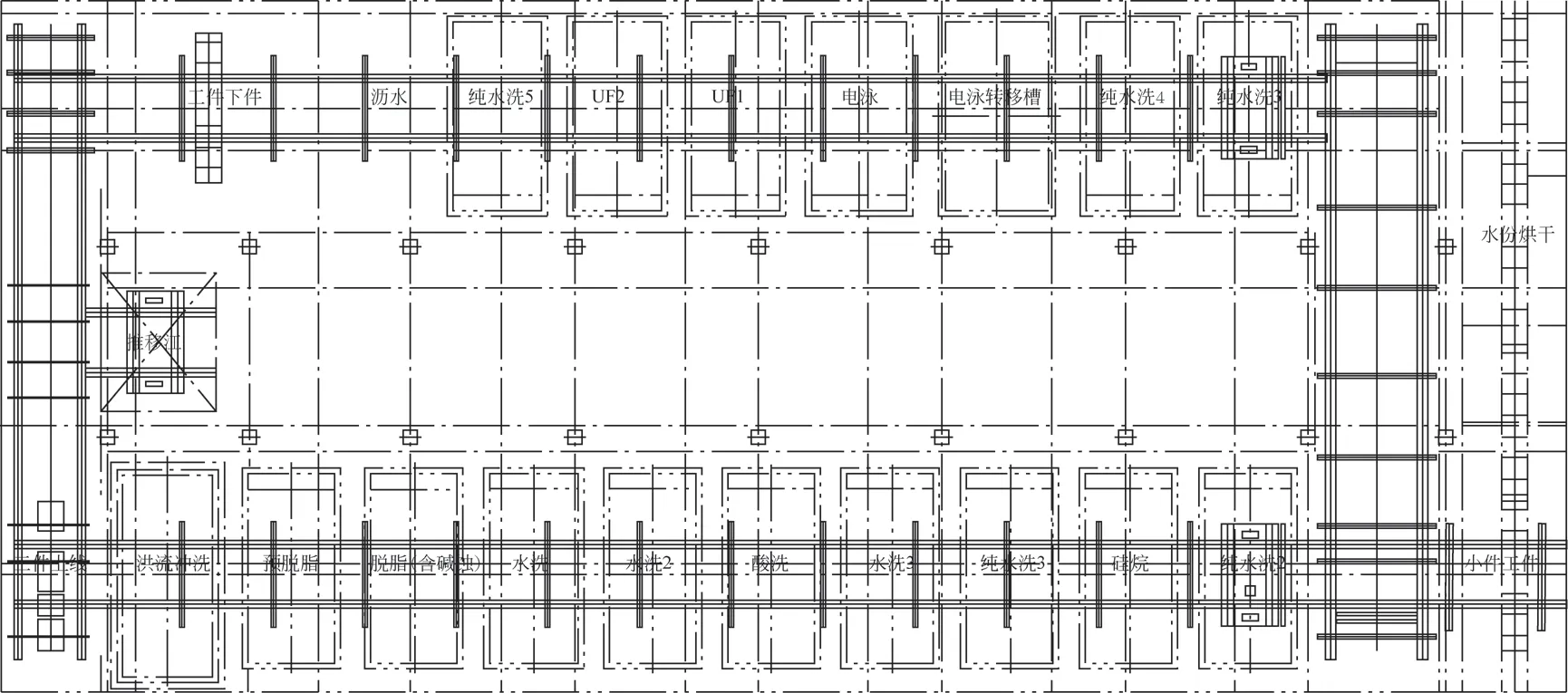
圖1 前處理電泳線路布置圖
線路初步布置完成后,須做可行性、通過性及運行節拍分析,根據分析結果再對線路布置圖進行修正。
對于雙軌小車輸送系統生產節拍的核算,以單工位脫脂工位為例,該工藝過程槽中采用單工位完成。雙軌小車輸送系統雙軌小車高速行走速度15 m/min,慢速行走速度5 m/min,高速升降速度12 m/min,慢速升降速度3 m/min;轉軌車高速行走速度15 m/min,慢速行走速度5 m/min。
單工位工藝動作為:當小車進入脫脂工位停止后,頭尾同步快速下降至一定高度,尾部慢速下降使車身傾斜一定角度后,頭尾同步慢速入水直至全部浸入,搖擺1次,停留一段時間后,搖擺1次,頭尾同步慢速起升至一定高度,頭尾同步快速起升至規定高度,瀝水一段時間后尾部慢速升起至車身水平,頭尾同步慢速起升到位,小車行至下一工位。
行走時間計算為高速行走距離/高速行走速度+慢速行走距離/慢速行走速度,則上一工位行走至脫脂工位的時間t1為0.43 min。
先頭尾同步快速下降1.79 m,再尾部慢速下降0.365 m,后頭尾同步慢速下降3.165 m,則下降時間t2為1.33 min。
按上下搖擺1次計算,頭部慢速下降0.365 m,尾部慢速上升0.365 m,則搖擺時間t3和停留時間t4為0.12 min和2.76 min;按上下搖擺1次計算,頭部慢速上升0.365 m,尾部慢速下降0.365 m,則搖擺時間t5為0.12 min。
先頭尾同步慢速上升2 m,再頭尾同步快速上升2.4 m,瀝水0.3 min后尾部慢速上升0.365 m,頭尾同步慢速上升0.554 m上升到位,則上升時間t6為1.47 min。
工藝運行時間如圖2所示,脫脂工位工藝時間為6.23 min。

圖2 雙軌小車輸送系統單工位工藝動作圖例
由以上分析可以得出,經過優化配置,每個工位的工藝工作時間未超出工藝節拍要求的8 min/掛。
參照前文所述脫脂工位工藝節拍計算方式,分別計算其他各工位工藝節拍,計算結果匯總如表2所示。
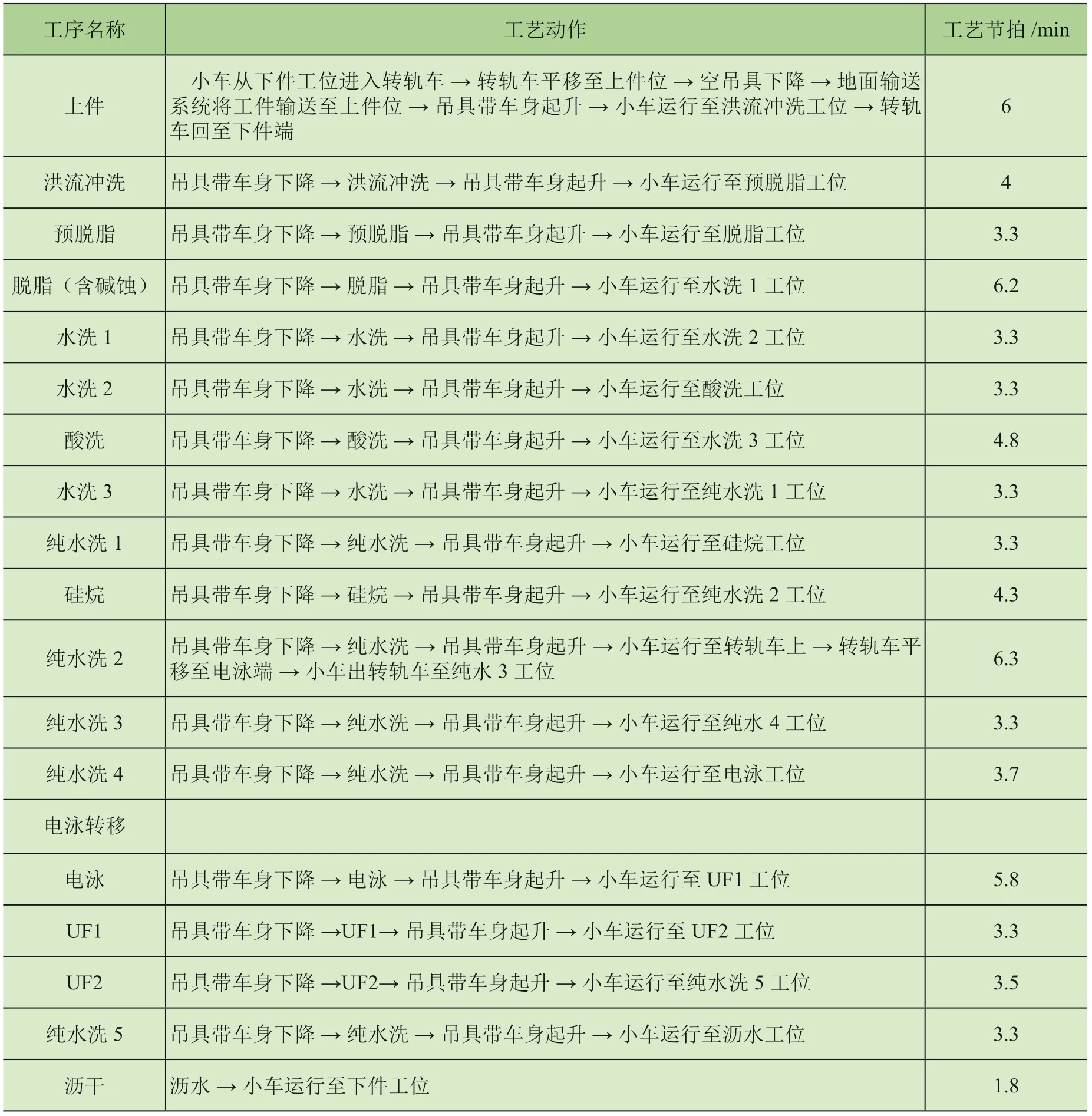
表2 前處理電泳各工位工藝節拍
根據表3計算的前處理電泳各工位工藝節拍,算出單車走完前處理電泳全程需要的時間為6+4+3.3+6.2+3.3+3.3+4.8+3.3+3.3+4.3+6.3+3.3+3.7+5.8+3.3+3.5+3.3+1.8+2=74.8 min,再除以生產節拍8 min,得出小車組數量需要10臺。
3 結構形式
雙軌小車輸送系統一般由鋼結構系統、軌道系統、行走小車、四帶提升機構、滑觸線供電系統、電氣控制系統、吊具等組成,如圖3所示。
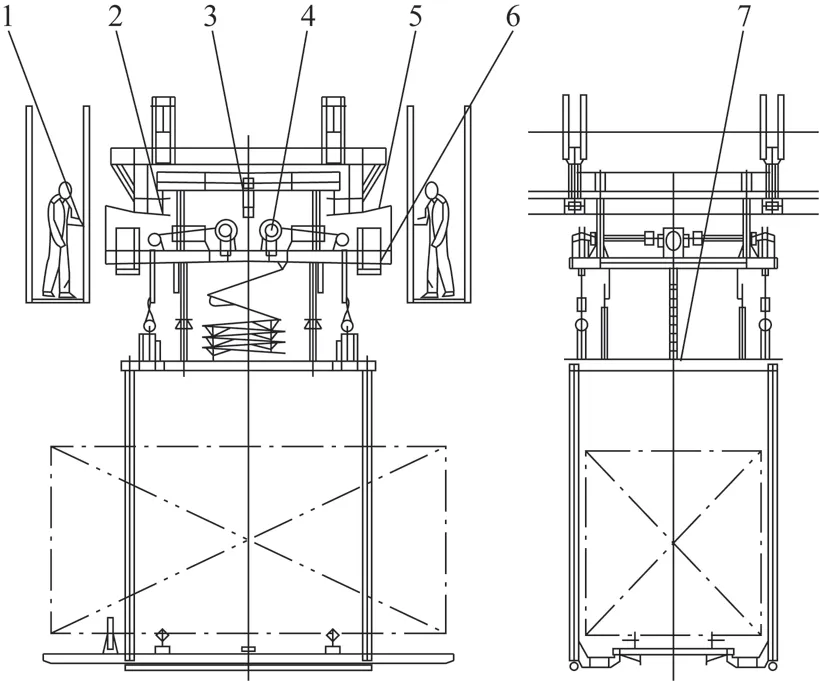
圖3 雙軌小車輸送系統結構
3.1 鋼結構系統
鋼結構系統包括立柱、輔梁、吊架、斜撐、檢修通廊、爬梯等。對于立柱、輔梁、吊架、斜撐,考慮到雙軌小車輸送系統自身質量大,外加產品質量大,一般很難利用廠房結構進行吊掛,需設備自行立柱,搭建輔梁用于承載。在跨度較大或吊架較長時,為了增加鋼結構系統的穩定性,須在立柱與立柱、吊架與吊架之間增加斜撐。
為了檢修方便,一般在運行線路的全線設置檢修通廊。檢修通廊通過吊架吊掛在輔梁下方,通廊兩邊設置防護欄桿。檢修通廊一般設置在運行線路兩側,兩側通過過線天橋連通,以便連成一個閉合回路。若因線路復雜或道岔較多檢修通廊無法連成一片,應在斷開處設置直爬梯。
3.2 軌道系統
軌道系統包括軌道支撐架、輔梁、輕軌等。軌道支撐架在軌道系統中起承上啟下作用,上部通過可調節支架與鋼結構輔梁連接,下部連接軌道輔梁,輕軌利用軌道壓板和連接板安裝固定在軌道輔梁上。
3.3 雙軌小車組
雙軌小車組包括行走小車、四帶提升機構等。每臺雙軌小車組都自帶3臺驅動電動機,形成一個獨立的運動控制單元,其中1臺電動機用作上部行走小車的行走驅動,另外2臺用于四帶提升機構的升降驅動,可異步控制,使工件隨吊具前后傾斜或擺動。
四帶提升機構在本系統中起承上啟下的作用,上部通過4根吊桿與行走小車相連,下部通過4根皮帶(內嵌鋼絲)與吊具相連。四帶提升機構上安裝有防撞開關,保護車組間發生碰撞時能及時停止,避免造成更嚴重事故。
3.4 滑觸線供電系統
滑觸線供電系統包括滑觸線、取電小車、滑線槽等。滑觸線通常選擇U形組合式,為多排平行布置,安裝在滑線槽內。取電小車必須與滑觸線相匹配,起到在滑觸線和動力系統、控制系統之間傳遞電力及信號的作用。
雙軌小車輸送系統的滑觸線一般為6~10排,其中4排為動力線,其他是信號線。由于智能雙軌小車輸送系統的動作比較復雜,如槽內升降、槽間行走、吊具搖擺升降等,故選擇10排U形滑觸線。
取電小車用于獲取動力電源和進行信號的交換,取電小車上集成有集電器,并設置有導向輪,通過雙軌小車上的撥桿帶動其在滑線槽內行走移動。
滑線槽分固定滑線槽和活動滑線槽,固定滑線槽安裝固定在軌道輔梁上,活動滑線槽吊掛安裝在轉軌車上。為保證取電小車在固定滑線槽與活動滑線槽間可靠過渡,要求固定滑線槽和活動滑線槽對接精度較高,為此特殊設計了一種帶柔性連接支架的活動滑線槽總成,通過設置柔性的連接支架以及具有緩沖功能的撞塊支座,避免了滑線槽在移動對接過程中產生的撞擊與振動,減少電氣元器件的損壞,延長零部件的使用壽命,降低維護成本;且通過設置對接定位裝置,確保活動滑線槽與固定滑線槽之間的精準對接,提高設備運行的可靠性。
3.5 電氣控制系統
前處理電泳雙軌小車輸送系統以PLC為系統控制核心,PLC根據各控制裝置和采集傳感器提供的狀態信息,按照相應的程序和指令,通過現場總線發出控制信號至各臺小車的主控制箱,再通過現場模塊控制變頻器和控制裝置,并由其控制動作執行機構完成設定的動作,其控制系統示意如圖4所示。
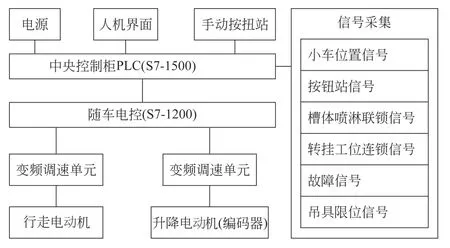
圖4 雙軌小車輸送系統控制系統示意
3.6 吊具
吊具一般由皮帶固定總成、上下限位檢測機構、折疊架組件、定位桿、吊具框架、吊腿組件、接油(灰)盤等組成。吊具包括吊具和產品直接固定的形式以及帶橇入槽即吊具與橇體相連的形式,選擇何種形式取決于涂裝車間系統布置情況。吊具須遵循以下原則:
1)吊具與產品或吊具與撬體能可靠鎖緊,防止工件在入槽時漂浮,發生工件掉槽事故。吊具要有足夠的強度,吊具上框架和吊臂設計時必須考慮產品兜水的情況。
2)皮帶固定總成用于四帶提升機構升降驅動的皮帶連接固定,內部設有彈簧緩沖裝置,使皮帶免受過大沖擊載荷,延長皮帶使用壽命。
3)上下限位檢測機構主要檢測吊具是否上升到位,調節對角設置的上下限位檢測機構,使吊具上升到位后保持水平,避免和室體頂棚發生干涉。
4)折疊架組件用于電泳導電電纜的固定,隨著吊具起升下降能收放自如,上部連接固定于四帶提升機構承載框架下表面,下部連接固定在吊具上框架上表面。上端與四帶提升機構承載框架連接的部位必須做好絕緣措施,否則電泳通電時會造成系統短路。
5)定位桿在吊具升到上限位行走高度時起作用,將吊具與車組剛性連接起來,以減少吊具上升到位后的等待時間和行走時的晃動。定位桿由2套定位套和定位插銷組成,對角布置。定位套固定在四帶提升機構承載框架下表面,定位插銷固定在吊具上框架上表面。鎖緊裝置必須簡單實用,安全可靠,易于清理。
6)吊具框架和吊腿鉸接,吊腿可在一定角度范圍內擺動。
7)接油(灰)盤是起到防止電動機減速器齒輪潤滑油、軸承潤滑油脂和室體外灰塵污染工件和槽液的作用。接油(灰)盤在吊具框架上滿鋪,材質為不銹鋼,耐酸堿腐蝕。
4 結論
雙軌小車輸送系統是集機械、電氣、計算機于一體的自動化輸送系統,采用PLC控制小車行走升降、定位和移載,可自動完成前處理電泳工藝處理的不同動作及上、下、擺動工件,且整個過程實現自動控制,智能化程度大大提高。電泳雙軌小車輸送系統承載能力大,運行穩定性好,節拍適應范圍廣泛,自動化程度高,并可提高產品質量,對于寬體重載大型工件來而言是適合的輸送設備。
目前,我國正在加快推進智能制造,支持有條件有基礎的企業加大技術改造投入,持續推動工藝革新、裝備升級、管理優化和生產過程智能化。智能雙軌小車輸送系統滿足提高產品可靠性和高端化發展等需要,可廣泛應用于工程機械、客車、輕工等行業智能成套生產線以及新技術與工藝結合的模塊化生產單元,實現建設精益生產、柔性生產的智能車間和工廠。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
