焊接參數對TC4 薄板焊接過程的影響
2023-12-21 05:38:18席凱凱葛鵬成培鑫李鋒鋒楊衡
精密成形工程 2023年12期
席凱凱,葛鵬,成培鑫,李鋒鋒,楊衡
(西部金屬材料股份有限公司聯合技術中心,西安 710201)
鈦合金是20 世紀50 年代發展起來的一種合金,具有強度高、成形性強及可焊性好等優點[1],受到國內外學者的廣泛關注。在眾多鈦合金制品中,有相當部分產品是由鈦合金板材焊接而成的,然而在鈦合金板材焊接過程中,板材存在一定的焊接角變形及撓度變形[2],這降低了焊接件的結構穩定性[3]。研究發現,焊接變形不僅與焊接件本身的材料屬性及裝夾方式有關,還與焊接工藝參數有一定關系。胡寶[1]研究了激光焊接功率與焊接速度對熔池寬度和長度的影響,結果表明,隨著焊接功率的增大,熔池寬度增大、長度減小,隨著焊接速度的增大,熔池寬度和長度均減小。元媛等[4]研究了焊接速度和預熱溫度對焊接溫度場及熔深的影響,結果表明,隨著焊接速度的增大,焊接溫度場的峰值溫度下降,熔深減小。湯一博[5]研究了進給速度對焊接變形的影響,結果表明,焊接變形隨進給速度的增大而逐漸減小。向宏霄[6]研究了焊接速度對殘余應力的影響,結果表明,不同的焊接速度形成的殘余應力場在分布形式上差別較大,但大小區別不大。康惠等[7]研究了焊接速度對鋁合金平板搭接接頭MIG 焊溫度場的影響,結果表明,隨著焊接速度的增大,焊縫熔池尺寸減小,焊接溫度場的溫度梯度逐漸變小,且沿焊接方向溫度場分布變得細長。錢海盛等[8]研究發現,平板焊接殘余應力與焊接電壓及焊接電流之間均成正比關系。Wang 等[9]研究了焊接速度對焊接接頭力學性能的影響,結果表明,隨著焊接速度的增大,殘余應力逐漸增大。蒲曉薇[10]研究了焊接熱輸入對Q345 鋼平板焊接接頭應力場的影響,結果表明,隨著焊接熱輸入的增加,最大殘余應力小范圍增大。李海東等[11]對比研究了高焊速高束流和低焊速低束流2 種工藝參數下焊接接頭的殘余應力和變形分布規律。李泰巖等[12]針對8 mm 厚的7A52鋁合金,在不同焊接速度下采用攪拌摩擦焊(FSW)進行了焊接試驗,研究了其焊接接頭的顯微組織及力學性能。李琴等[13]研究了焊接工藝參數對Q345 鋼平板焊接殘余應力的影響。現有研究還涉及焊接順序及焊接層間溫度等多項焊接工藝參數[14-18]。
上述研究采用的焊接件主要為管類、T 形板及平板,材料大多為鋼材和鋁合金,焊接方法大多為激光焊、MIG 焊、電子束焊和攪拌摩擦焊[19],而對鈦合金薄板進行TIG 對接焊的研究則相對較少,且上述研究沒有綜合考慮焊接速度、焊接效率及焊接電流等參數對焊接溫度場、位移場及應力場的影響規律。本文擬采用有限元模擬的方法,綜合研究各焊接參數對TC4 薄板TIG 焊接過程的影響規律,以期選擇最佳焊接參數來指導實際焊接作業,提高焊接件的質量和生產效率。
1 板材模型及焊接方法
利用三維軟件建立了板材模型,如圖1 所示,尺寸為100 mm×100 mm×3 mm,I 形坡口,焊接熱源采用雙橢球熱源模型[20-22],焊接熱源起點為O,終點為P,夾具布置在距離焊縫較近的直線A和A'位置,定義沿焊縫方向的路徑為Path 1(OP)和垂直于焊縫方向的路徑為Path 2(MN)。
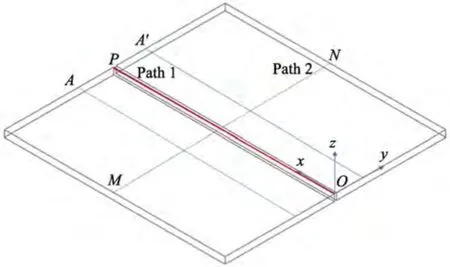
圖1 焊接板材三維模型Fig.1 3D model of welded plate
2 TIG 焊接過程模擬
由于焊接過程具有高度的結構非線性特點,因此需要考慮TC4 鈦合金材料參數隨溫度變化的情況,如圖2 所示[23-25]。考慮到焊接過程中薄板與環境的對流與輻射,設置對流換熱系數為20 W/(m2·K),輻射率為0.85,環境溫度為20 ℃;考慮到熱輻射作用,設置斯蒂芬-玻爾茲曼常數為5.67×10?8W/(m2·K4),絕對零度為?273.15 ℃[26]。沿圖1 的直線A和A'對板材進行固定,限制其x、y和z方向的自由度。焊接工藝參數如表1 所示。
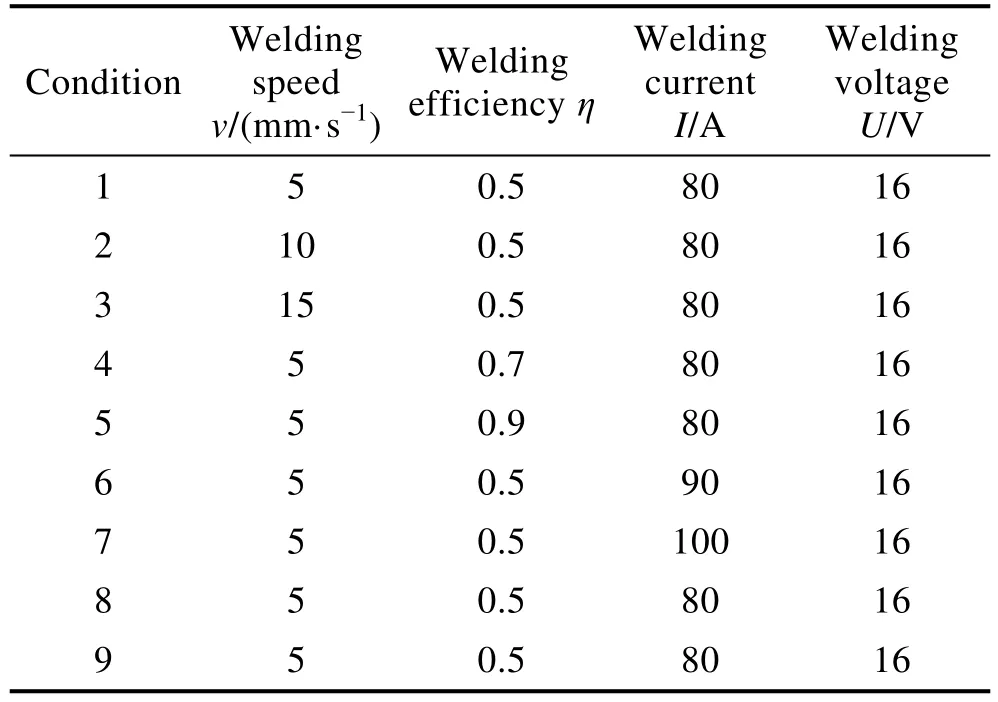
表1 焊接參數Tab.1 Welding parameters
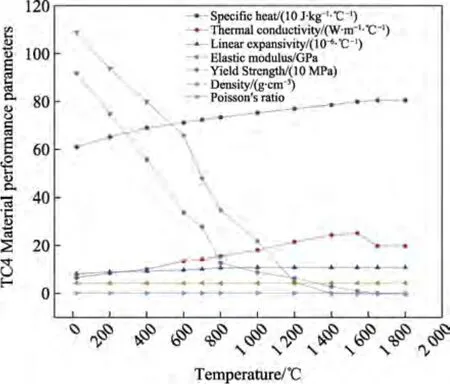
圖2 TC4 鈦合金材料參數Fig.2 Parameters of TC4 titanium alloy material
3 溫度場結果分析
3.1 焊接速度
不同焊接速度下TC4 薄板上表面及厚度方向的溫度場云圖如圖3 所示。可以看到,在穩弧階段,溫度場為一組以焊接方向為長軸的橢圓,熱源中心的前半部等溫線較密,后半部較疏,且越遠離熱源中心越稀疏,說明前半部的溫度梯度較大,后半部的溫度梯度較小,越遠離熱源中心溫度梯度越小。當焊接速度為5 mm/s 時,熔池峰值溫度為4 250 ℃,當焊接速度為10 mm/s 時,熔池峰值溫度為2 653 ℃,這是由于低焊接速度參數下的焊接線能量(電壓×電流/焊速[11])為256 J/mm,是高焊接速度下焊接線能量(128 J/mm)的2 倍。穩弧階段的熔池形狀類似于淚滴狀,仔細觀察熔池形貌可知,低焊接速度下熔池的表面寬度和深度均大于高焊接速度下的,這是由于低焊接速度下的焊接線能量更大,隨著焊接線能量的增大,熔池表面寬度和深度也會相應增大。隨著焊接速度的增大,橢圓形的溫度場長軸越來越長,短軸越來越短,熔池體積越來越小。

圖3 焊接速度對溫度場的影響Fig.3 Effect of welding speed on temperature field
不同焊接速度下薄板相同節點的溫度變化曲線如圖4 所示。可以看到,在3 組焊接參數下,溫升階段的溫度梯度基本相似,在高焊接速度下,焊接熔池率先升溫,在到達峰值溫度后,以較大的溫度梯度快速下降。在焊接過程中,薄板的升溫速度快于降溫速度,且最高溫度已經超過材料的熔點。TC4 薄板沿Path 2 的溫度變化曲線如圖5 所示。可以看到,在3組焊接參數下,薄板的溫度變化趨勢基本一致,焊縫位置溫度最高,隨著與焊縫中心距離的增大,溫度逐漸降低。
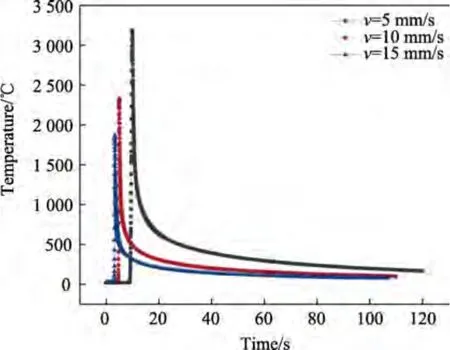
圖4 焊接速度對節點溫度的影響曲線Fig.4 Effect curve of welding speed on node temperature
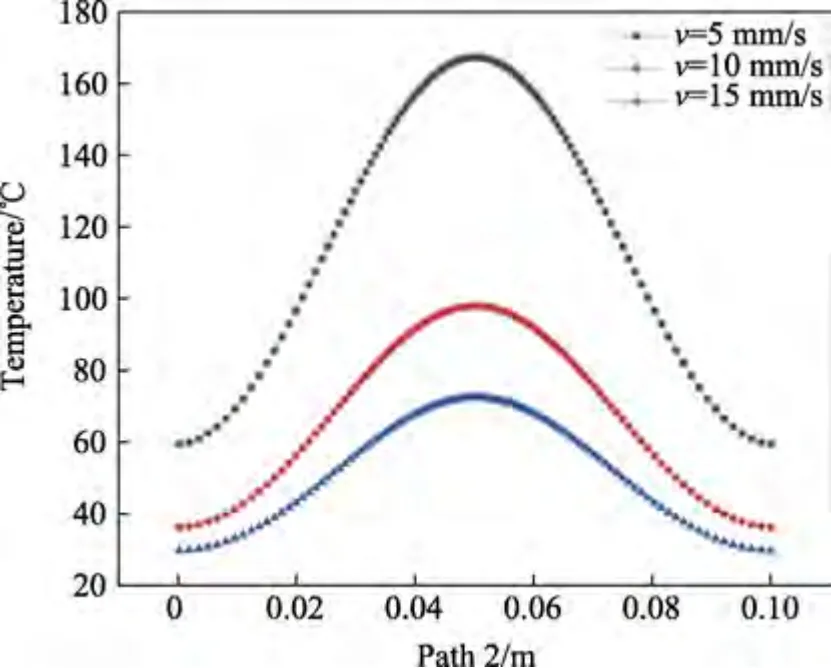
圖5 沿Path 2 的溫度變化曲線Fig.5 Temperature change curve along Path 2
3.2 焊接效率
不同焊接效率下TC4 薄板上表面及厚度方向的溫度場云圖如圖6 所示。可以看到,當焊接效率為0.5 時,熔池峰值溫度為4 250 ℃,當焊接效率為0.7時,熔池峰值溫度為6 231 ℃,這是由于隨著焊接效率的提高,焊接熱源所產生的熱量將更多地被焊接件吸收,導致焊接件溫度升高。低焊接效率參數下熔池的表面寬度和深度均小于高焊接效率參數下的,這是由于高焊接效率參數下的焊接線能量更大。隨著焊接效率的增大,橢圓形的溫度場長軸越來越短,短軸越來越長,熔池體積越來越大。
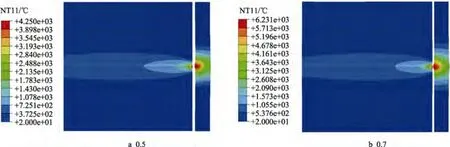
圖6 焊接效率對溫度場的影響Fig.6 Effect of welding efficiency on temperature field
不同焊接效率下薄板相同節點的溫度變化曲線如圖7 所示。可以看到,在3 組焊接參數下,節點溫度的變化趨勢基本一致,只是存在峰值溫度的差異。
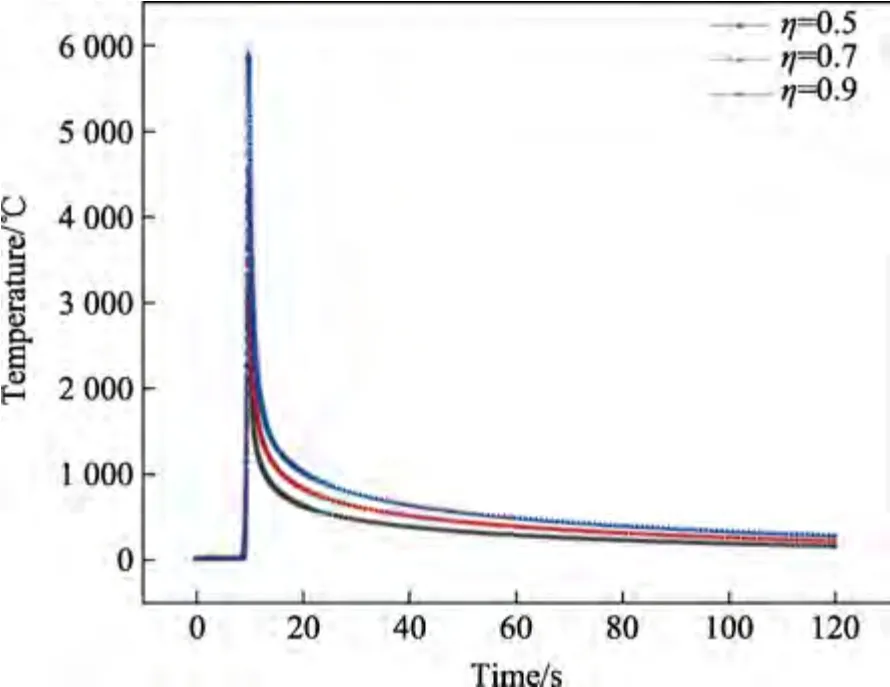
圖7 焊接效率對節點溫度的影響曲線Fig.7 Effect curve of welding efficiency on node temperature
3.3 焊接電流
不同焊接電流下TC4 薄板上表面及厚度方向的溫度場云圖如圖8 所示。可以看到,當焊接電流為80 A 時,熔池峰值溫度為4 250 ℃,當焊接電流為90 A 時,熔池峰值溫度為4 988 ℃,這是由于后者的焊接線能量是前者的1.13 倍。低焊接電流參數下熔池的表面寬度和深度均小于高焊接電流參數下的,這是由于高焊接電流參數下的焊接線能量更大。隨著焊接電流的增大,橢圓形的溫度場長軸越來越短,短軸越來越長,熔池體積越來越大。
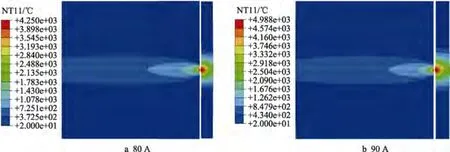
圖8 焊接電流對溫度場的影響Fig.8 Effect of welding current on temperature field
4 位移場結果分析
由圖3 可以看出,沿著中心線焊接時形成了一個中間溫度高、兩側溫度低的非均勻溫度場,非均勻受熱及冷卻過程導致焊縫與母材的熱脹冷縮程度不同,峰值溫度更高的焊縫區域的收縮趨勢大于母材區域的,最終引起了焊件熱變形。相關文獻表明,焊接變形主要集中在法向,即厚度方向[11],因此本節主要研究焊接參數對TC4 薄板厚度方向變形的影響。
4.1 焊接速度
不同焊接速度下TC4 薄板厚度方向的變形云圖如圖9 所示。可以看到,當焊接速度為5 mm/s 時,薄板的最大變形量為 0.234 mm,當焊接速度為10 mm/s 時,薄板的最大變形量為0.206 mm,這是由于在高焊接速度參數下,熔池的寬度和體積較小,焊縫高應力集中區的寬度較窄,從而導致高焊接速度下薄板的變形量小于低焊接速度參數下的。在2 種焊接速度下,薄板焊后都存在不同程度的焊接角變形,其中低焊接速度下的角變形更嚴重。
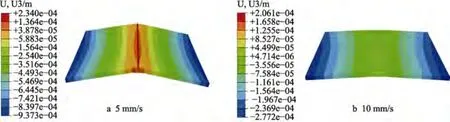
圖9 焊接速度對厚度方向變形量的影響Fig.9 Effect of welding speed on deformation in the thickness direction
不同焊接速度下TC4 薄板沿Path 1 的變形量如圖10 所示。可以看到,變形量最大的位置為焊縫方向的起始和終了位置,這是由于在起弧和收弧階段,焊接熔池的體積發生了較大變化。在3 種焊接參數下,薄板沿厚度方向都產生了不同程度的撓度變形,且隨著焊接速度的增大,撓度變形逐漸減小。不同焊接速度下TC4 薄板沿Path 2 的變形量如圖11 所示。可以看到,在3 種焊接參數下,遠離焊接熱源直接作用的兩側區域的變形量明顯大于焊縫區域的,薄板產生了不同程度的焊接角變形。隨著焊接速度的增大,焊接角變形逐漸得到改善。
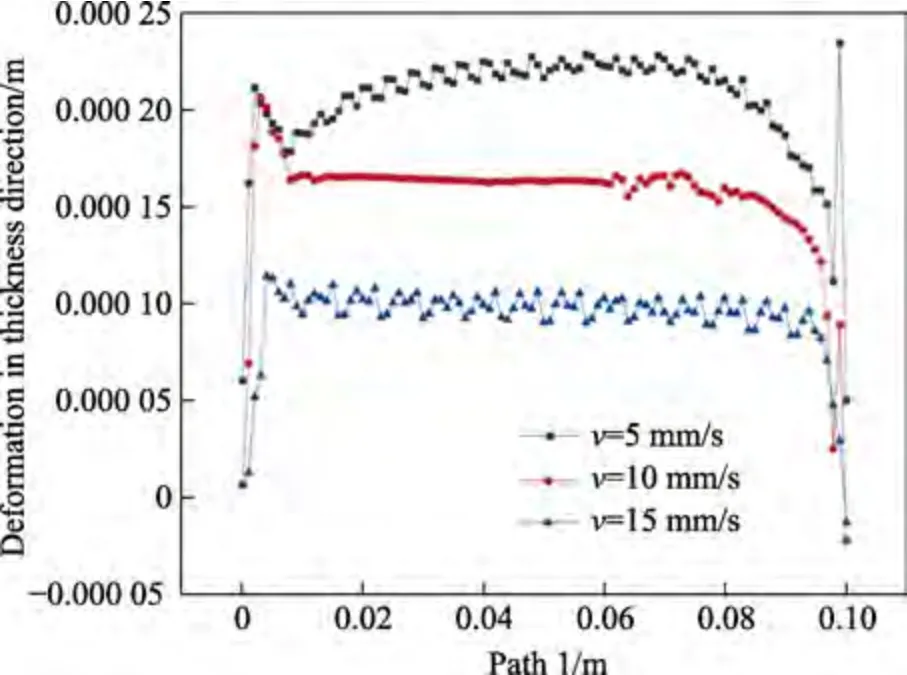
圖10 TC4 薄板沿Path 1 的變形量Fig.10 Deformation of TC4 thin plate along Path 1
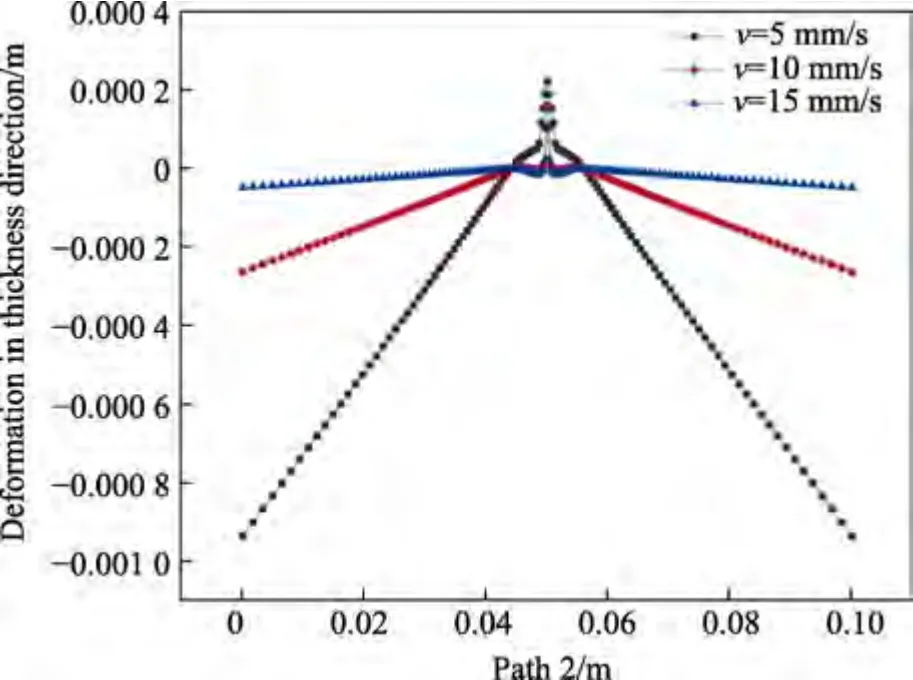
圖11 TC4 薄板沿Path 2 的變形量Fig.11 Deformation of TC4 thin plate along Path 2
4.2 焊接效率
不同焊接效率下TC4 薄板厚度方向的變形云圖如圖12 所示。可以看到,當焊接效率為0.5 時,薄板的最大變形量為0.234 mm,當焊接效率為0.7 時,薄板的最大變形量為0.312 mm,這是由于在高焊接效率參數下,熔池吸收的熱量更多,熔池的寬度和體積更大,焊縫高應力集中區的寬度更寬。在2 種焊接效率下,薄板焊后都存在不同程度的焊接角變形,且高焊接效率下的角變形更嚴重,這是由于在高焊接效率下,焊縫冷卻時產生的收縮量更多,導致焊接角變形更嚴重。
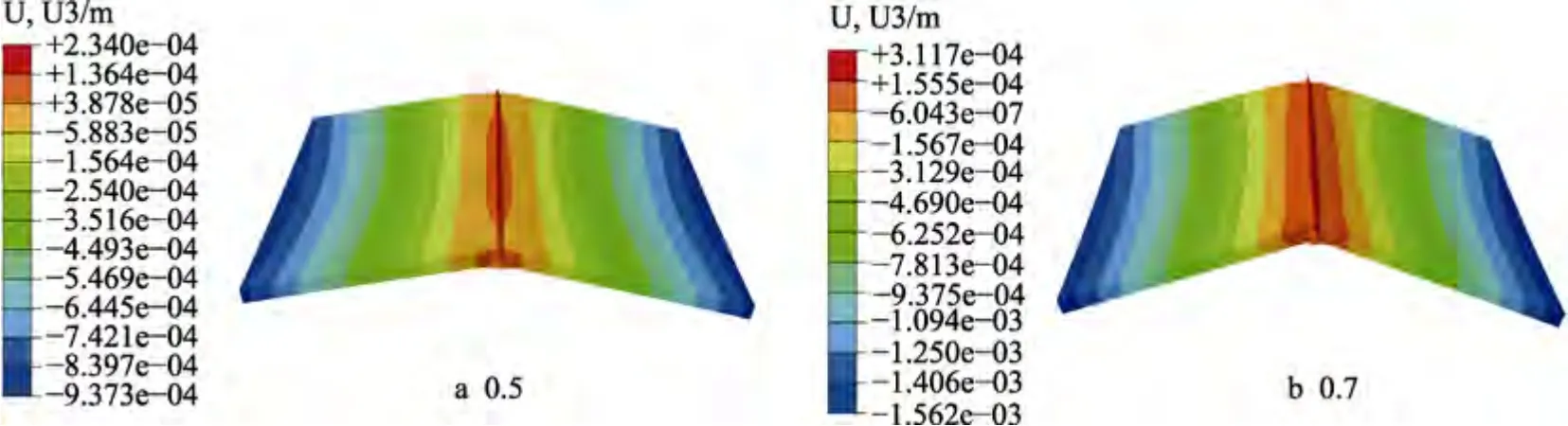
圖12 焊接效率對厚度方向變形量的影響Fig.12 Effect of welding efficiency on deformation in the thickness direction
不同焊接效率下TC4 薄板沿Path 1 的變形量如圖13 所示。可以看到,在3 種焊接參數下,曲線的變化趨勢基本一致,在起弧和收弧位置變形量發生了較大波動,而在穩弧階段,變形量最大。在3 種焊接參數下,薄板沿厚度方向都產生了不同程度的撓度變形,隨著焊接效率的增大,撓度變形越來越大。不同焊接效率下TC4 薄板沿Path 2 的變形量如圖14 所示。可以看到,在3 種焊接參數下,焊縫兩側區域的變形量明顯大于焊縫區域的,薄板產生了不同程度的焊接角變形,隨著焊接效率的增大,角變形越來越嚴重。
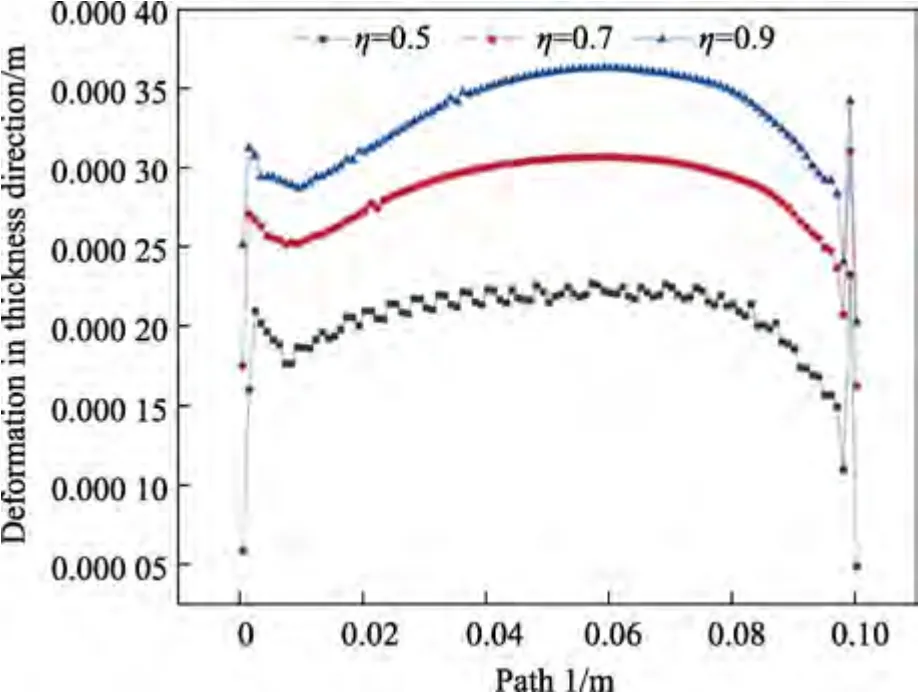
圖13 TC4 薄板沿Path 1 的變形量Fig.13 Deformation of TC4 thin plate along Path 1
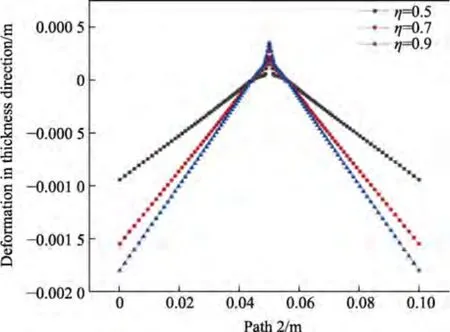
圖14 TC4 薄板沿Path 2 的變形量Fig.14 Deformation of TC4 thin plate along Path 2
4.3 焊接電流
不同焊接電流下TC4 薄板厚度方向的變形云圖如圖15 所示。可以看到,當焊接電流為80 A 時,薄板的最大變形量為0.234 mm,當焊接電流為90 A 時,薄板的最大變形量為0.279 mm,這是由于后者的焊接線能量是前者的1.13 倍,熔池的體積和寬度更大。在2 種焊接電流參數下,薄板焊后都存在不同程度的焊接角變形,高焊接電流下的角變形更嚴重。
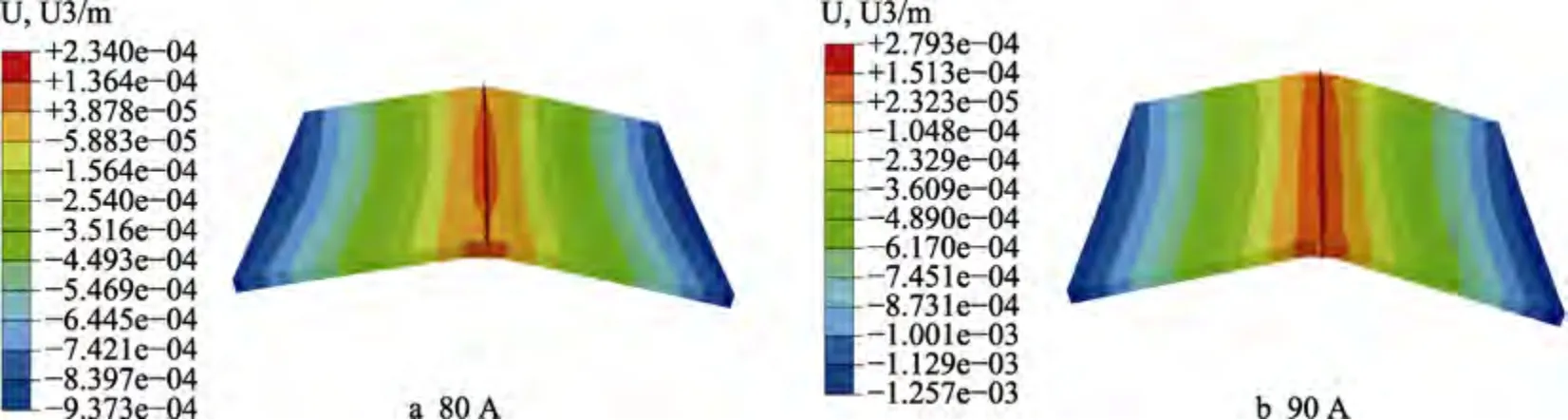
圖15 焊接電流對厚度方向變形量的影響Fig.15 Effect of welding current on deformation in the thickness direction
5 應力場結果分析
焊接結束后,薄板完全冷卻時殘留的應力即焊接殘余應力。其中,橫向應力表示垂直于焊縫方向的力,縱向應力表示沿焊縫方向的力。研究表明,焊后殘余應力主要集中在縱向[11],因此本節主要研究焊接參數對TC4 薄板縱向殘余應力的影響。
5.1 焊接速度
不同焊接速度下TC4 薄板的縱向等效殘余應力云圖如圖16 所示。可以看到,焊縫及其附近區域存在縱向殘余拉應力,在焊縫端部存在應力過渡區,縱向應力逐漸減小,直至為0 MPa,這是因為兩側端面之外沒有材料,不會對該位置的變形產生約束,應力得以完全釋放,其內應力值自然為0 MPa。焊縫處的等效殘余應力最大,距離焊縫越遠,受熱影響越小,殘余應力值越小。當焊接速度為5 mm/s 時,縱向殘余拉應力最大值為947 MPa,當焊接速度為10 mm/s時,縱向殘余拉應力最大值為1 059 MPa,這是由于在高焊接速度參數下,溫度循環曲線降溫階段的起始段梯度較大,導致焊接后產生了較大的殘余應力。在2 組焊接速度下,高應力集中區的寬度不同,高焊接速度下高應力集中區的寬度明顯小于低焊接速度下的,這是由于高焊接速度下熔池的體積更小、寬度更窄。
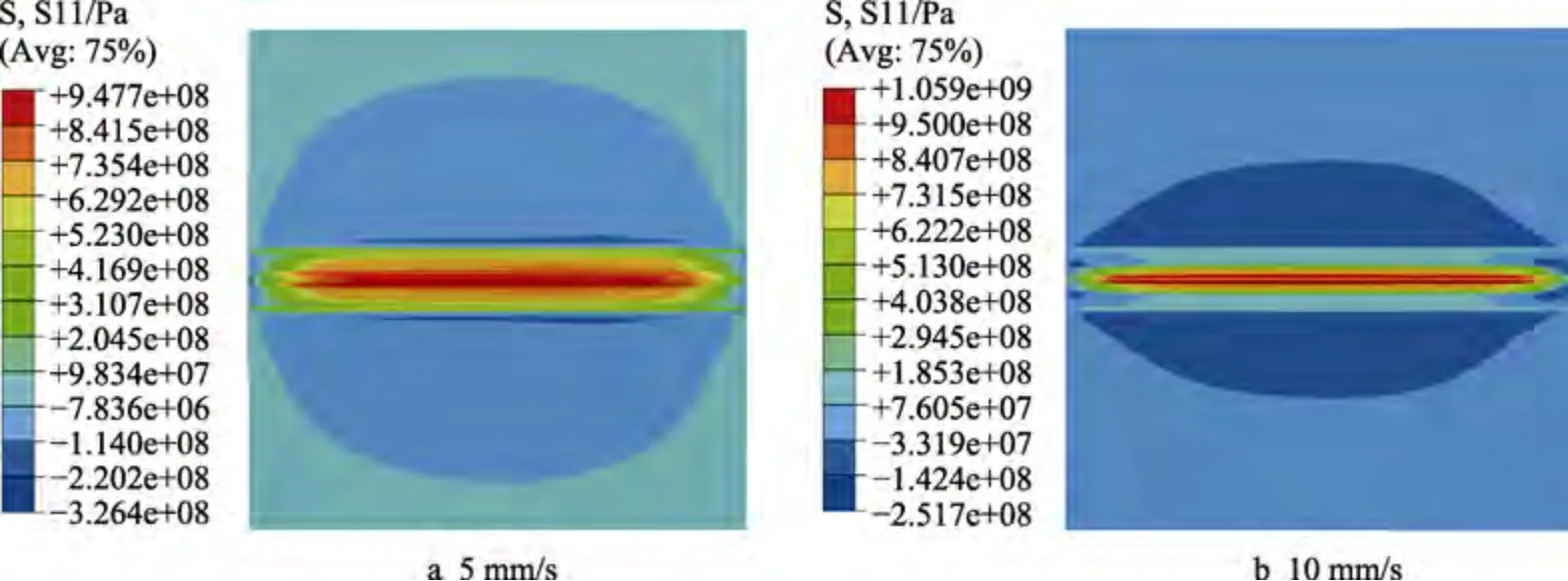
圖16 焊接速度對縱向等效殘余應力的影響Fig.16 Effect of welding speed on longitudinal equivalent residual stress
不同焊接速度下TC4 薄板沿Path 2 的殘余應力如圖17 所示。可以看到,從距離焊縫中心約10 mm開始,縱向殘余應力趨于焊縫中心方向由壓應力轉化為拉應力,這是由于焊縫部分的材料最后冷卻,焊縫沿縱向收縮時受到已經冷卻材料的阻力,焊縫冷卻受阻,焊縫及其附近區域的縱向應力為拉應力,基材區為壓應力。隨著與焊縫中心距離的增大,在靠近薄板邊緣的位置殘余應力值逐漸趨近于0 MPa。最大殘余拉應力均出現在焊縫位置,越靠近焊縫中心拉應力越大,在焊縫中心處應力略微下降。
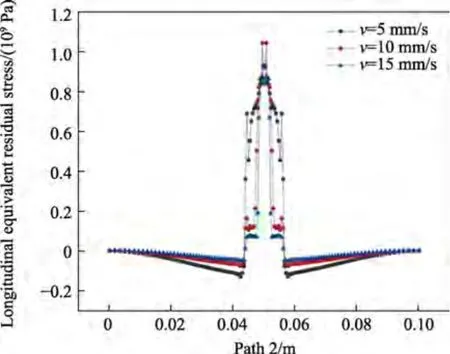
圖17 TC4 薄板沿Path 2 的殘余應力Fig.17 Residual stress of TC4 thin plate along Path 2
5.2 焊接效率
不同焊接效率下TC4 薄板的縱向等效殘余應力云圖如圖18 所示。可以看到,當焊接效率為0.5 時,縱向殘余拉應力最大值為948 MPa,當焊接效率為0.7時,縱向殘余拉應力最大值為892 MPa,隨著焊接效率的增大,殘余應力峰值逐漸減小。在2 組焊接效率下,高應力集中區的寬度不同,高焊接效率下高應力集中區的寬度明顯大于低焊接效率下的。
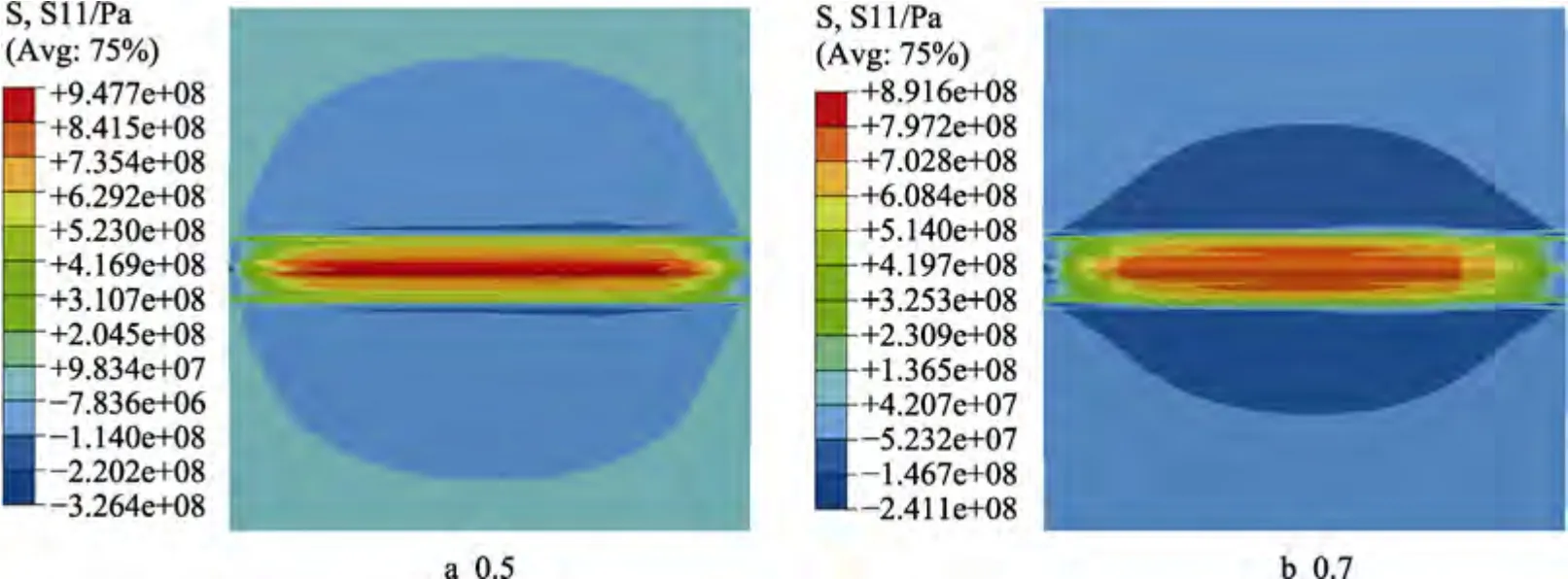
圖18 焊接效率對縱向等效殘余應力的影響Fig.18 Effect of welding efficiency on longitudinal equivalent residual stress
5.3 焊接電流
不同焊接電流下TC4 薄板的縱向等效殘余應力云圖如圖19 所示。可以看到,當焊接電流為80 A 時,縱向等效殘余拉應力最大值為948 MPa,當焊接電流為90 A 時,縱向等效殘余拉應力最大值為1 018 MPa,隨著焊接電流的增大,殘余拉應力的峰值逐漸增大。在2 組焊接電流參數下,高應力集中區的寬度差別較小。
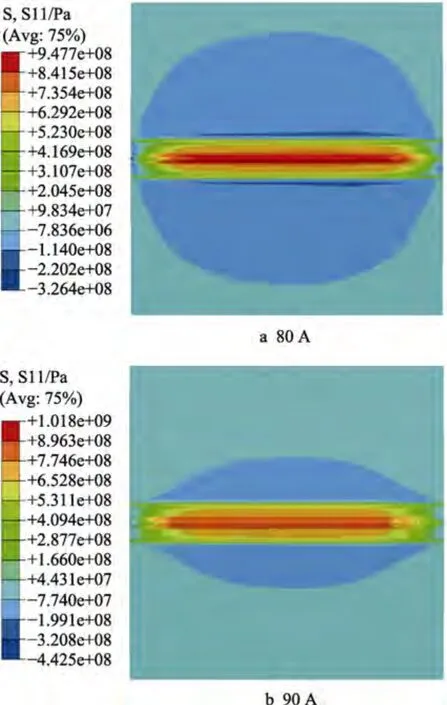
圖19 焊接電流對縱向等效殘余應力的影響Fig.19 Effect of welding current on longitudinal equivalent residual stress
6 結論
1)隨著焊接速度的增大,熔池峰值溫度逐漸降低,熔池寬度和體積逐漸減小;而焊接效率和焊接電流對溫度場的影響與焊接速度相反。
2)隨著焊接速度的增大,焊接件的最大變形量逐漸減小,焊接角變形及撓度變形得到改善;而焊接效率和焊接電流對位移場的影響與焊接速度相反。
3)隨著焊接速度和焊接電流的增大,縱向殘余拉應力逐漸增大,焊縫處高應力集中區的寬度逐漸減小,而焊接效率對應力場的影響與焊接速度相反。
4)高焊接速度、中等焊接效率、低焊接電流參數對焊接變形的控制更具優勢。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
甘肅教育(2020年14期)2020-09-11 07:57:42
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
時代英語·高二(2015年1期)2015-03-16 00:08:11