
全自動褶皺紙復卷機構的設計
2023-12-22 06:47:58潘明來
裝備制造技術 2023年10期
潘明來
(浙江交通技師學院,浙江 金華 321015)
0 引言
褶皺紙在生活和生產中應用非常廣泛,但是其生產專用設備不多,自動化程度不高,研究該設備的學者也不多,使褶皺紙的生產過程存在較多的困難。褶皺紙在生產出來后都會卷成大卷來進行儲存,但是為了方便后續(xù)銷售給制作小卷褶皺紙制品的廠家,褶皺紙的生產廠家又會把大卷褶皺紙通過人工復卷、剪裁和包扎變成小卷,然而現(xiàn)有的技術無法直接生產小卷的褶皺紙,而且復卷機的運行需要各個環(huán)節(jié)的良好配合,尤其是張力、轉矩與壓力的配合[1]。故市場上急需一款用于專門褶皺紙復卷的復卷機構來代替人工復卷。鑒于現(xiàn)有褶皺紙分卷所存在的問題,結合目前市場上復卷機的缺陷,本文設計一種代替人工分卷的褶皺紙復卷機構。
1 褶皺紙復卷機構設計思路
皺紋紙又稱皺紙,是指一種紙面呈現(xiàn)皺紋的加工紙,可分為生活用褶皺紙、包裝用褶皺紙、裝飾用褶皺紙三類。褶皺紙條生產設備需要具有自動上卷、自動裁切、自動出料等功能,才能在降低勞動強度的同時,確保褶皺紙生產過程的安全和衛(wèi)生。為實現(xiàn)自動送料、切料、卷料等功能三合一,全自動褶皺紙復卷機構包括:機架1 以及機架上安裝的送料切料裝置2、卷料裝置3、傳送裝置4 和控制器等,如圖1 所示。送料切料裝置固定在機架的左側,機架兩側板5 之間固定傳送裝置,卷料裝置固定在機架的上端。送料切料裝置用于接收從上游輸送過來的大卷褶皺紙,并把褶皺紙輸送至卷料裝置上,同時送料切料裝置還能切斷褶皺紙;卷料裝置設在傳送裝置的上端,且處在傳送裝置輸送端的尾部,卷料裝置包括卷料結構和定位桿,卷料結構能夠上下升降,且能吸附傳送裝置上的褶皺紙的紙頭,并帶動褶皺紙繞卷,同時卷料結構還能松開褶皺紙的紙頭,定位桿配合卷料結構使用,使繞卷到設定厚度時,褶皺紙卷抵著定位桿防止松開。整個機構的運轉過程由控制器控制。
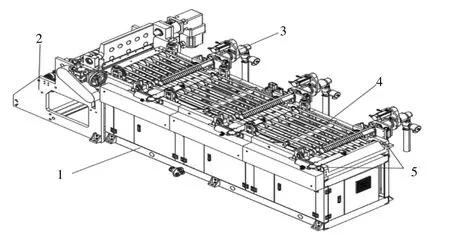
圖1 褶皺紙復卷機構
2 褶皺紙復卷機構設計
為了有效地完成褶皺紙的切割和分卷、運輸,借助常見的機械傳動機構,通過電機驅動實現(xiàn)自動控制和驅動,當繞紙厚度達到設定值后還可以進行多工位切割和分卷,全面提升了褶皺紙生產設備的自動化水平和收卷工作的效率[2]。
2.1 送料切料裝置
如圖2 所示,送料切料裝置包括送料架1、過渡輥2、送料輥3、送料輥電機4、切刀電機5 和切刀6,上述送料架由一底座及豎直固定在底座兩側的豎板構成,送料架內側連接在機架的左端,送料架兩豎板之間固定有兩根上下設置且接觸的送料輥,兩個送料輥內側的兩豎板之間固定有切刀,切刀左側的豎板上固定有帶動切刀轉動的切刀電機,上述兩送料輥外側的兩豎板之間固定有多個過渡輥,同時兩送料輥左側的豎板上還固定有帶動送料輥轉動的送料輥電機。另外,機架上設有保護罩,保護罩對皮帶輪進行防護,以免出現(xiàn)意外。
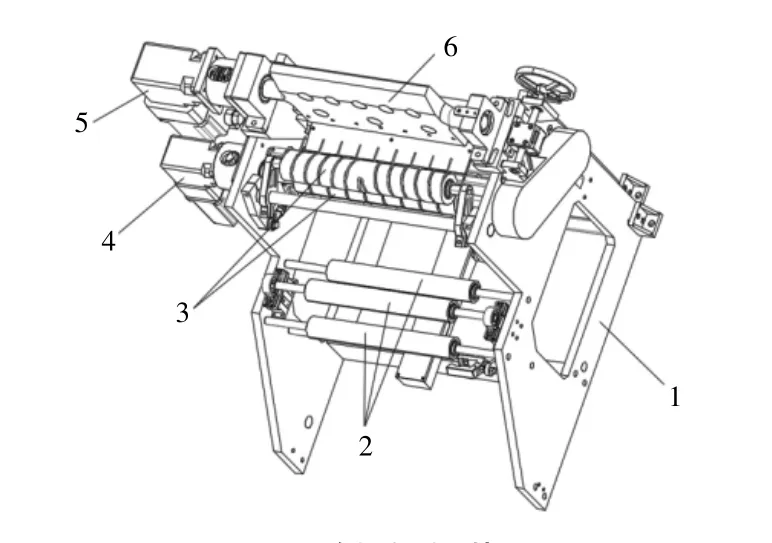
圖2 送料切料裝置
2.2 卷料裝置
卷料裝置個數(shù)與傳送裝置組數(shù)相同。其基本組成包括機架、移動座、卷軸、移動座氣缸、卷軸電機和吸風裝置。卷料裝置固定座固定在機架上,由一豎板和一橫板構成,豎板中部設有豎直的條形通槽,豎板上還設有滑軌;而移動座由一管座及固定在管座左側的左豎板和固定在管座右側的右豎板構成,左豎板卡在滑軌上;移動座氣缸固定在固定座橫板上,且移動座氣缸推臂穿過固定座橫板與左豎板下端固定,使移動座通過移動座氣缸的推動能沿固定座的滑軌上下滑動;卷軸電機固定在右豎板上方,卷軸為一端開口另一端封閉的空心管,且管壁上布滿了吸風孔,卷軸開口端穿過條形通槽及管座與吸風裝置連接;吸風裝置與移動座之間的卷軸上設有皮帶輪,并通過皮帶與卷軸電機的電機軸連接。
如圖3 所示,卷料裝置主要由固定座1、移動座11、卷軸5、定位桿6、移動座氣缸14、卷軸電機7 和吸風裝置12 等組成。固定座由一豎板3 和一橫板2構成,且豎板中部開有豎直的條形通槽4,條形通槽右側的豎板前后兩端各固定有一豎直的滑軌13;固定座固定在機架內側的側板上端,移動座由一管座9及固定在管座左側的左豎板8 和固定在管座右側的右豎板10 構成,左豎板活動連接在兩滑軌上,移動座氣缸固定在固定座橫板上,且移動座氣缸推臂穿過固定座、橫板與左豎板下端固定,使移動座通過移動座氣缸的推動能沿固定座24 的兩滑軌上下滑動;右豎板上方固定有卷軸電機,卷軸為右端開口左端封閉的空心管,且管壁上布滿了吸風孔,卷軸右端穿過固定座的條形通槽及管座后與吸風裝置連接,吸風裝置與移動座之間的卷軸上固定有皮帶輪,并通過皮帶與卷軸電機的電機軸連接,卷軸上方固定有平行于卷軸的定位桿,定位桿右端固定在固定座豎板29 上端。
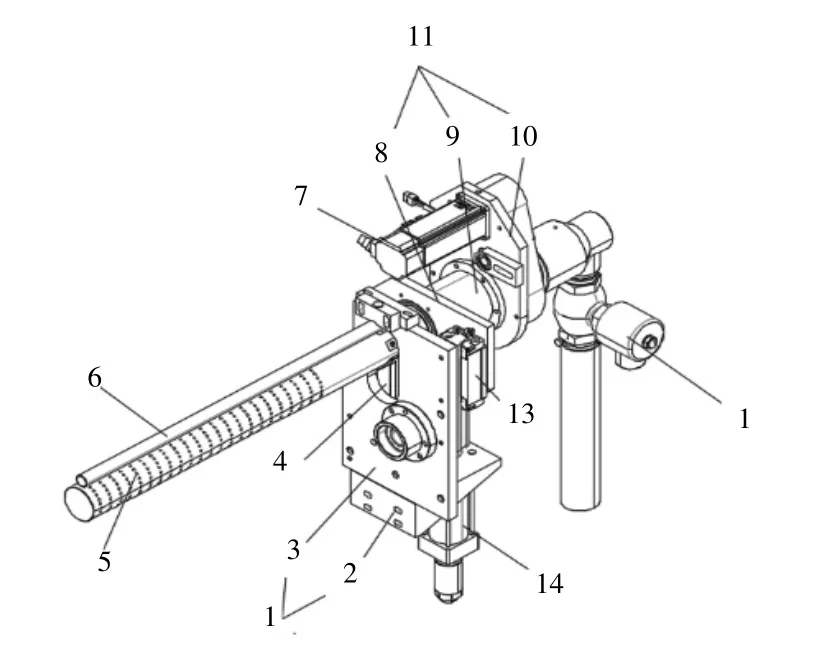
圖3 卷料裝置
2.3 傳送裝置
卷料裝置一般為多個,多個卷料裝置依次分布,由一個下傳送裝置和與卷料裝置個數(shù)相同的上傳送裝置組成,各卷料裝置均處在上傳送裝置的尾部,且兩個上傳送裝置之間存在間隙,同時上述下傳送裝置和多個上傳送裝置與送料切料裝置之間聯(lián)動。
下傳送裝置包括下傳送帶和多根下傳動輥,各下傳動輥一側穿出機架并通過皮帶及皮帶輪聯(lián)動,各下傳動輥的另一側設有皮帶輪Ⅰ,下傳送帶套在各下傳動輥上;上傳送裝置由兩根上傳動輥及套接在兩根上傳動輥上的若干上傳送帶組成,上傳動輥一側設有軸承且與機架直接固定,另一側設有傳動齒輪,傳動齒輪下方設有通過軸承固定在機架上的輔助輥,輔助輥上設有兩個皮帶輪Ⅱ,其中一個皮帶輪Ⅱ通過皮帶與傳動齒輪聯(lián)動,另一個皮帶輪Ⅱ通過皮帶與皮帶輪Ⅰ聯(lián)動。
傳送裝置如圖4 所示。傳送裝置包括三組上傳送裝置7 和一組下傳送裝置1,下傳送裝置又包括下傳送帶3 和四根下傳動輥2,四根下傳動輥的兩側均插接在機架的兩側板上,同時在插接處的下傳動輥上設有軸承,上述下傳動輥的外側穿過側板與皮帶輪10固定,且最右側的下傳動輥上只需固定一個皮帶輪,其余三根均需固定兩個皮帶輪,同時相鄰的兩根下傳動輥上的皮帶輪通過皮帶進行聯(lián)動,上述各下傳動輥的內側固定有皮帶輪Ⅰ6,上述每組上傳送裝置結構相同,均由兩根上傳動輥8 套接在兩根上傳動輥上的若干上傳送帶9 組成,上傳動輥外側通過軸承與機架側板固定,上傳動輥內側固定有傳動齒輪5,傳動齒輪下方的機架側板上通過軸承固定有輔助輥,輔助輥上固定有兩個皮帶輪Ⅱ4,其中一個皮帶輪Ⅱ通過皮帶與傳動齒輪聯(lián)動,另一個皮帶輪Ⅱ通過皮帶與皮帶輪Ⅰ聯(lián)動,同時最左側的下傳動輥通過皮帶與送料輥電機聯(lián)動,這樣通過一個送料輥電機能夠同時帶動送料輥、所有下傳動輥和所有上傳動輥進行聯(lián)動。
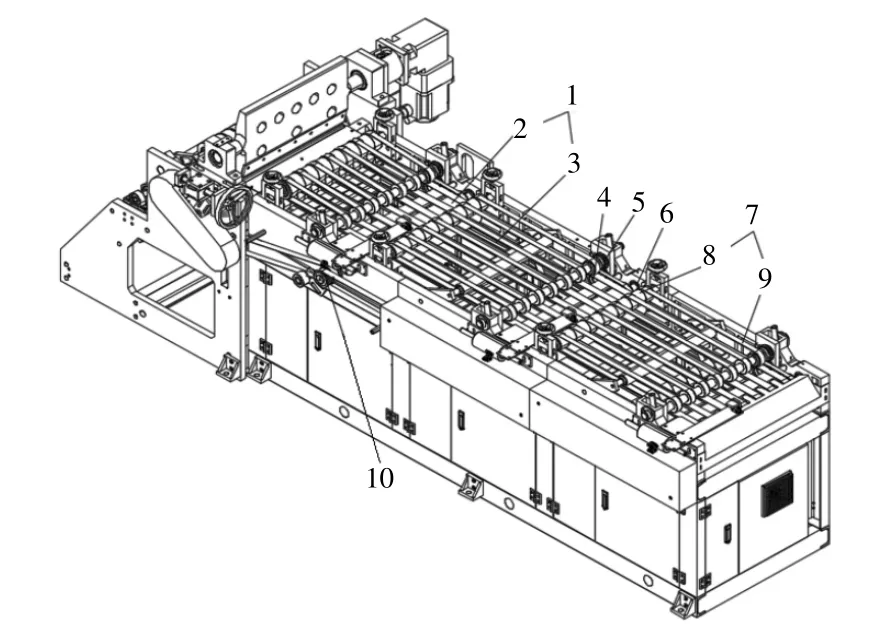
圖4 送料裝置
3 全自動褶皺紙復卷機構的工作過程
全自動褶皺紙復卷機構工作時,褶皺紙從大卷輸送過來,經送料切料裝置1 的若干個過渡輥3 拉平后進入到兩送料輥2 之間,送料輥電機5 帶動送料輥,送料輥轉動后帶動傳送裝置18 最左側的下傳動輥11 和12 轉動,然后帶動所有其他下傳動輥及上傳動輥17 和20 聯(lián)動,褶皺紙經送料輥傳送后經過切刀4下方,然后進入到上傳送裝置19 和下傳送裝置13 之間的輸送帶被輸送到最左邊的卷料裝置4 的卷軸6下方,卷軸在吸風裝置16 的作用下吸住褶皺紙的紙頭,經卷軸電機7 帶動下的卷軸開始旋轉對褶皺紙進行卷動,當褶皺紙被卷成指定大小的小卷后,切刀電機啟動旋轉切刀,切刀刀片旋轉至褶皺紙上方后抵住褶皺紙并切斷,然后卷料裝置9 的移動座氣缸推動移動座8 沿固定座10 滑軌15 上滑,使卷軸上移后褶皺紙小卷抵在定位桿14 上夾住紙頭,褶皺紙小卷即復卷完成,等待下一道抽卷工序抽卷或人工進行抽卷,而被切斷的紙頭被繼續(xù)傳送到中間的卷料裝置進行復卷,中間的卷料裝置復卷完成后紙頭被輸送到右側的卷料裝置進行復卷,當右側的卷料裝置快完成復卷時,切刀切斷褶皺紙,而最左側的卷料裝置4 的卷軸下移到褶皺紙上方,并啟動吸風裝置,當下一個紙頭遇到最左側卷料裝置的卷軸時,紙頭又被卷軸吸住進行復卷,而上述步驟均由控制器控制。如圖5 所示。
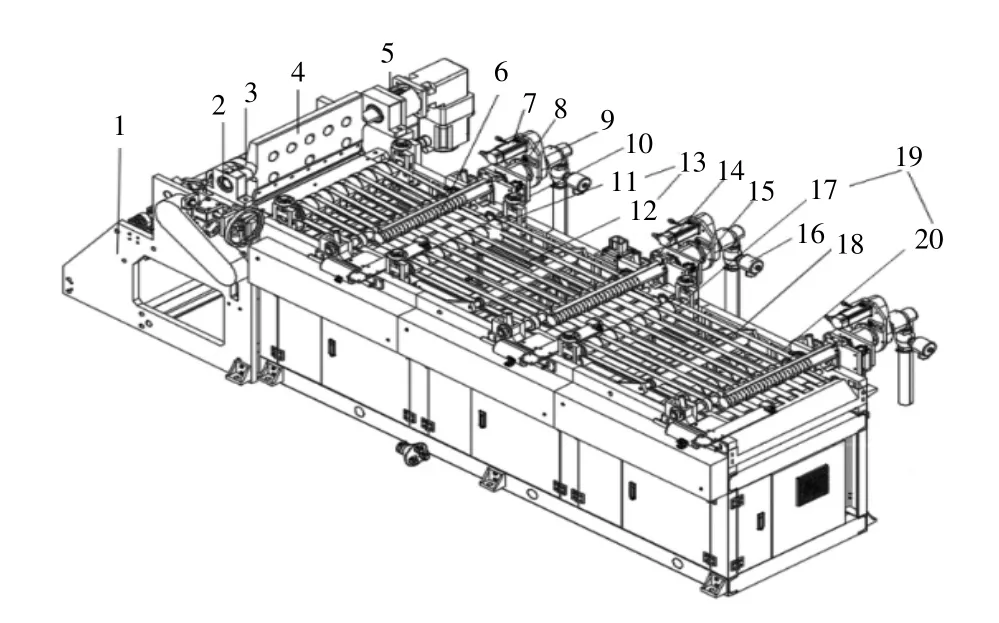
圖5 全自動褶皺紙復卷機構工作原理
4 結語
從造紙廠經過復卷出廠的褶皺紙卷長度很長,有時幅度也較寬,實際在使用時往往會再次分切和復卷,進而分卷成方便使用的較小的長度和幅度[3],使用全自動褶皺紙復卷機構代替人工復卷和剪裁,大大提高了工作效。隨著造紙機發(fā)展的突飛猛進,復卷機也得到了高速發(fā)展,新概念、新技術、新裝備不斷出現(xiàn),使復卷機在造紙設備中地位不斷提高。由于傳動裝置在空間布局上具有一定的偏移量[2,4],而且結構較為負責,僅僅依托機械部分是遠遠不夠的,還需要對電氣控制程序進行較為深入的研究。
