鋁合金表面貫穿式復(fù)合涂層設(shè)計(jì)、制備及性能研究
2023-12-23 02:25:50閆成旗賈竹英
宇航材料工藝 2023年6期
關(guān)鍵詞:機(jī)械
閆成旗 賈竹英
(安陽工學(xué)院,安陽 455000)
文 摘 為了改善航空航天用鋁合金的耐磨性能,尤其是保證在使用環(huán)境溫度升高情況下鋁合金的正常使用。本文在機(jī)械球磨涂層與基體之間擴(kuò)散層形成原理的基礎(chǔ)之上,設(shè)計(jì)三維立體狀擴(kuò)散層來增大涂層與基體之間結(jié)合性能;采用融合機(jī)械球磨、激光織構(gòu)微孔和電沉積3種技術(shù)在鋁合金表面制備貫穿式復(fù)合涂層,對(duì)復(fù)合涂層的力學(xué)和摩擦學(xué)性能進(jìn)行測試分析。結(jié)果表明,電沉積Ni 涂層完全覆蓋了機(jī)械球磨涂層的織構(gòu)表面,經(jīng)過熱處理后機(jī)械球磨涂層和電沉積涂層顯微硬度分別約為285和165 HV,并且鋁合金基體、機(jī)械球磨涂層和電沉積涂層3 者界面處形成了三維立體結(jié)構(gòu)擴(kuò)散層。鋁合金在室溫情況下摩擦學(xué)性能表現(xiàn)正常,但在300 ℃下出現(xiàn)失效現(xiàn)象。針對(duì)4 種復(fù)合涂層,室溫下N150 復(fù)合涂層的摩擦因數(shù)最低(約為0.7);300 ℃下N100、N150、N200 復(fù)合涂層摩擦因數(shù)約為0.5。兩種溫度環(huán)境下4 種樣品的磨損率分布在(0.9~1.6)×10-3 mm3(/N·m),N100和N150復(fù)合涂層性能表現(xiàn)略好。采用該方法制備的貫穿式復(fù)合涂層在室溫和300 ℃環(huán)境下有效的保護(hù)了鋁合金基體,拓寬了鋁合金的適用范圍。
0 引言
目前,在航空航天用材料減重的迫切需求下,鋁合金材料的需求擴(kuò)大,進(jìn)而苛刻環(huán)境下零部件所需的特殊性能也對(duì)鋁合金材料提出了更高的要求。改善鋁合金室溫以及高溫下的摩擦學(xué)性能,使其在寬溫域環(huán)境中正常使用成為研究的重要工作之一[1-5]。
表面涂層技術(shù)是提高材料表面防護(hù)性能的重要途徑之一,機(jī)械球磨制備涂層技術(shù)和電沉積制備涂層技術(shù)均得到了廣泛的研究。V.ZADOROZHNYY等[6-8]通過機(jī)械球磨方法在Ni基體表面制備了Ni-Al復(fù)合涂層,制備的復(fù)合涂層中并未直接生成Ni-Al系金屬間化合物,經(jīng)過退火后形成了Al3Ni 和Al3Ni2相,金屬間化合物的生成提高了涂層的力學(xué)性能,從而改善了其抗磨性能。沈以赴等對(duì)機(jī)械球磨方法在鈦合金表面制備Ti-Cu-Al[9]、Cr-Al[10]、NiCrAlCoYAl[11]、Al-Si[12]和Al-B4C 等[13]復(fù)合涂層的擴(kuò)散行為、金屬間化合物生成和摩擦學(xué)性能進(jìn)行了大量的研究。研究結(jié)果表明,機(jī)械球磨方法在樣品表面可制備均勻的復(fù)合涂層,并且經(jīng)過熱處理后會(huì)有擴(kuò)散層以及相應(yīng)的金屬件化合物增強(qiáng)相生成,能增強(qiáng)基體的抗磨性能。電沉積技術(shù)由一元電沉積發(fā)展到復(fù)合電沉積,由其致密的組織結(jié)構(gòu)而提供了良好的力學(xué)、摩擦學(xué)和耐腐蝕等性能,在材料保護(hù)方面得到了廣泛研究[14-20]。
機(jī)械球磨方法原理為固體與固體之間冷焊,有利于在鋁合金表面制備高熔點(diǎn)復(fù)合涂層。鋁合金表面強(qiáng)結(jié)合性涂層的制備是高性能鋁合金的重要研究問題之一。本研究在機(jī)械球磨涂層與基體之間擴(kuò)散層形成原理的基礎(chǔ)之上,設(shè)計(jì)三維立體狀擴(kuò)散層來增大涂層與基體之間結(jié)合性能。首先在鋁合金基體表面機(jī)械球磨制備Ni-Al復(fù)合涂層,然后對(duì)涂層進(jìn)行激光織構(gòu)打孔,最后在織構(gòu)化表面電沉積Ni 涂層。經(jīng)過熱處理后使得機(jī)械球磨涂層內(nèi)部生成金屬間化合物,并且鋁合金基體、機(jī)械球磨涂層和電沉積涂層三者界面處形成三維立體狀擴(kuò)散層,最后對(duì)復(fù)合涂層的力學(xué)和摩擦學(xué)性能進(jìn)行測試分析研究。
1 實(shí)驗(yàn)
1.1 實(shí)驗(yàn)材料與涂層制備
鋁合金基體材料型號(hào)為ZL114A,外觀尺寸約為12 mm×12 mm×3 mm;純度為99%的Al 粉,75~150 μm;純度為99.9%的Ni粉,<75 μm;將Ni粉與Al粉混合機(jī)械球磨制備Ni-Al復(fù)合涂層(原子比為1∶1,粉末總質(zhì)量20 g);研究采用400 r/min 的轉(zhuǎn)速旋轉(zhuǎn)7 h,采用直徑為6 和8 mm 的不銹鋼球來提高其球磨能量,為了防止旋轉(zhuǎn)過程中粉末溫度上升,每球磨60 min 時(shí)停止10 min。在機(jī)械球磨涂層表面進(jìn)行織構(gòu)化,直徑分別為50、100、150 和200 μm,深度約100 μm,圓間隔均為100 μm,分別命名為N50、N100、N150 和N200。電沉積制備Ni涂層120 min。電沉積溶液各成分濃度為:NiSO4·6H2O 240 g/L、NiCl2·6H2O 45 g/L、H3BO330 g/L、NaSO420 g/L。陰極電流密度為2.5 A/dm2;攪拌速度為100 r/min;水浴溫度為50 ℃。最后將樣品放進(jìn)真空爐中進(jìn)行退火處理(500 ℃,保溫2 h,隨爐冷卻降溫)。實(shí)驗(yàn)制備方法示意圖見圖1。

圖1 實(shí)驗(yàn)過程示意圖Fig.1 Schematic diagram of experimental process
1.2 測試
樣品物相使用X 射線衍射儀(型號(hào):Bruker-AXS D8 Advance)進(jìn)行測定;涂層硬度使用顯微硬度儀(型號(hào):HXS 1000A)進(jìn)行測試,載荷0.2 kg,加載時(shí)間10 s;樣品微觀形貌和元素分布使用場發(fā)射掃描電鏡(型號(hào):Quant 250FEG)進(jìn)行分析測試。樣品的摩擦學(xué)性能采用高溫摩擦磨損試驗(yàn)機(jī)(型號(hào):HT-1000)進(jìn)行測試,摩擦對(duì)偶球?yàn)橹睆? mm 的Si3N4陶瓷球,摩擦載荷500 g,滑動(dòng)速度0.15 m/s,測試時(shí)間20 min,測試溫度為室溫和300 ℃。材料的磨損體積V=AL,式中,V為磨損體積,A為磨斑橫截面積,L為磨斑直徑)。磨損率W=V/SN,式中,S為滑動(dòng)距離,N為外加載荷。
2 結(jié)果與分析
2.1 成分和微觀組織分析
圖2 列出了4 種樣品的表面X 射線圖譜。可以看出,樣品表面均為Ni相,說明電沉積涂層完全覆蓋織構(gòu)化的機(jī)械球磨涂層,涂層的完全覆蓋為實(shí)驗(yàn)順利進(jìn)行提供了良好基礎(chǔ)。圖3 分別列出了4 種涂層的截面組織及元素面分布圖。可以看出,機(jī)械球磨Ni-Al 復(fù)合涂層厚度為40~60 μm,電沉積涂層均填滿了4種不同織構(gòu)尺寸凹坑,并且在樣品表面厚度約為30 μm,與單純的機(jī)械球磨涂層相比,增加了鋁合金表面復(fù)合涂層的有效使用厚度。由各自陰影部分可以看出經(jīng)過熱處理后鋁元素的擴(kuò)散和其與Ni發(fā)生化學(xué)反應(yīng)導(dǎo)致鋁合金基體、機(jī)械球磨涂層和電沉積涂層三者兩兩界面處存在一定的擴(kuò)散連接,三維立體狀的擴(kuò)散層連接可增加復(fù)合涂層與基體的結(jié)合強(qiáng)度。
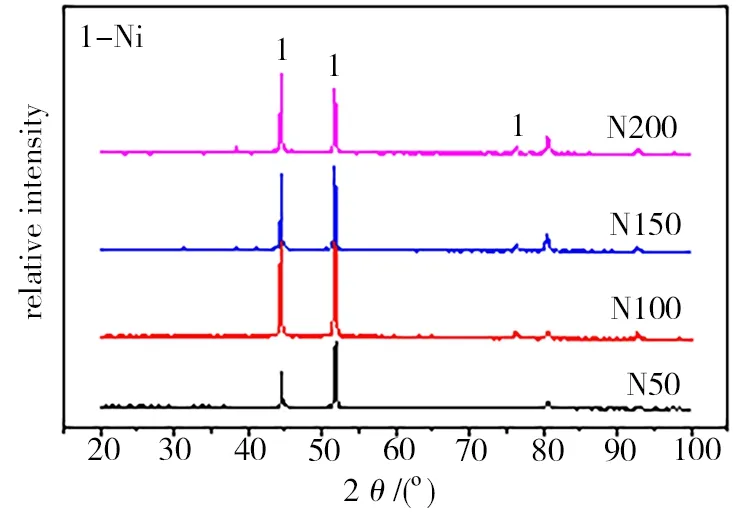
圖2 樣品表面X射線衍射圖Fig.2 X-ray diffraction pattern of the sample surface
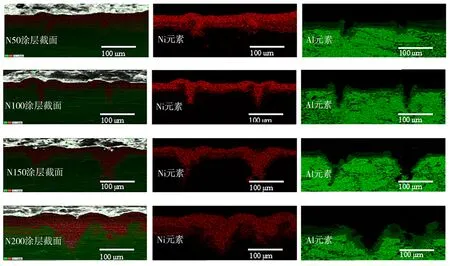
圖3 4種涂層截面和面分布圖Fig.3 Cross-section microstructures and the elements distribution of four composite coatings
2.2 力學(xué)和摩擦學(xué)性能分析
圖4中分別列出了鋁合金基體、機(jī)械球磨涂層和電沉積涂層的顯微硬度。可以看出機(jī)械合金涂層和電沉積涂層的硬度分別大約為285 和165 HV。機(jī)械球磨涂層顯微硬度偏高的主要原因?yàn)榻?jīng)過熱處理后涂層內(nèi)有Ni-Al 系金屬間化合物生成。雖然電沉積涂層硬度低于機(jī)械合金涂層,但兩種涂層的顯微硬度均高于鋁合金基體(約75 HV)。
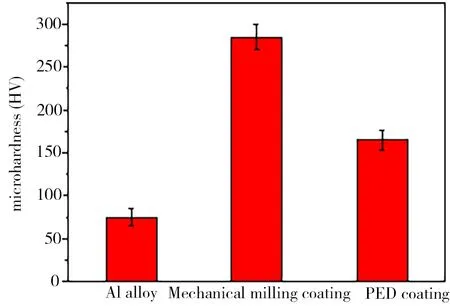
圖4 復(fù)合涂層硬度Fig.4 Hardness of composite coatings
圖5(a)可以看出,室溫下鋁合金基體具有最低的摩擦因數(shù)(約0.4)。在4 種復(fù)合涂層的摩擦因數(shù)N150 樣品最低(大約0.7);N50 樣品大約在0.8 左右;N100 樣品大約在1.0 左右;N200 樣品具有最高(大約在1.3 左右),這是因?yàn)橥繉訛榭鼓ネ繉樱鋬?nèi)部并未存在潤滑相。圖5(b)可以看出,300 ℃高溫條件下鋁合金基體由于其本身不耐高溫而導(dǎo)致無法正常使用,4 種復(fù)合涂層在300 ℃環(huán)境溫度下均可正常使用,并且N100、N150 和N200 樣品具有接近的摩擦因數(shù)(大約為0.5左右),而N50樣品摩擦測試穩(wěn)定后具有較高的摩擦因數(shù)(大約為0.8 左右)。鋁合金表面4 種復(fù)合涂層的制備使得鋁合金使用溫度拓寬到了300 ℃。

圖5 4種涂層的室溫和300 ℃摩擦曲線Fig.5 Friction coefficients of four samples at RT and 300 ℃
圖6 中分別列出了鋁合金和4 種復(fù)合涂層不同溫度下的磨損率。可以看出,室溫環(huán)境下鋁合金基體磨損率約為1.6×10-3mm3(/N·m),四種復(fù)合涂層的磨損率均處于(0.9~1.2)×10-3mm3(/N·m)之間,與鋁合金基體相比,表面硬度的升高降低了材料的磨損率。當(dāng)環(huán)境溫度為300 ℃時(shí),四種復(fù)合涂層的磨損率均處于(1.2~1.6)×10-3mm3(/N·m)之間,復(fù)合涂層的制備使得鋁合金的使用溫度擴(kuò)展到了300 ℃,并且磨損率與鋁合金室溫時(shí)磨損率接近,保證了材料的正常使用。

圖6 4種樣品在室溫和300 ℃下的磨損率圖Fig.6 Wear rate of four samples at RT and 300 ℃
由圖7中磨斑表面形貌可以看出,復(fù)合涂層在室溫和300 ℃環(huán)境溫度下磨斑表面均存在大量細(xì)小犁溝,并且在摩擦過程中因表面疲勞而產(chǎn)生大量微裂紋,主要原因?yàn)樵谖刺砑庸腆w潤滑劑的情況下的干摩擦。雖然有一定量的細(xì)小犁溝和微裂紋,但并未出現(xiàn)嚴(yán)重的剝落現(xiàn)象,未影響材料在摩擦過程中的正常使用。

圖7 4種樣品室溫和300 ℃下的磨斑表面Fig.7 Wear surface of four samples at RT and 300 ℃
3 結(jié)論
(1)融合機(jī)械球磨、激光織構(gòu)打孔和電沉積技術(shù)在鋁合金表面制備了貫穿式結(jié)構(gòu)的復(fù)合涂層。電沉積Ni 可以完全填充織構(gòu)微孔,并且可以完全覆蓋機(jī)械球磨涂層表面。
(2)鋁合金在室溫情況下摩擦學(xué)性能測試過程正常,但在300 ℃下由于鋁合金不耐高溫性能導(dǎo)致摩擦表面發(fā)生嚴(yán)重黏著使得摩擦學(xué)性能測試進(jìn)行約2.5 min 后無法繼續(xù)進(jìn)行。4 種復(fù)合涂層在室溫和300 ℃溫度環(huán)境下均能正常進(jìn)行摩擦學(xué)性能測試,N100 和N150復(fù)合涂層摩擦學(xué)性能比N50和N200表現(xiàn)略好。
(3)經(jīng)過熱處理后,鋁合金基體、機(jī)械球磨涂層和電沉積Ni填充微孔三者界面處形成了三維立體結(jié)構(gòu)擴(kuò)散層。該結(jié)構(gòu)涂層對(duì)鋁合金表面制備強(qiáng)結(jié)合性復(fù)合涂層具有重要參考價(jià)值。
猜你喜歡
機(jī)械工程材料(2022年10期)2022-11-21 12:08:44
小學(xué)科學(xué)(學(xué)生版)(2021年9期)2021-11-02 05:26:46
電腦報(bào)(2020年35期)2020-09-17 13:25:53
當(dāng)代工人(2020年8期)2020-05-25 09:07:38
電腦報(bào)(2019年40期)2019-09-10 07:22:44
建材發(fā)展導(dǎo)向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機(jī)械與施工機(jī)械化(2017年6期)2017-07-10 11:54:50
科技知識(shí)動(dòng)漫(2016年8期)2016-07-29 20:40:09
