高強(qiáng)鋁合金攪拌摩擦類增材制造研究進(jìn)展
2024-01-02 06:53:14劉峰超王硯東方遠(yuǎn)方馬宗義
航天制造技術(shù) 2023年5期
劉 鵬 劉峰超 王硯東 方遠(yuǎn)方 馬宗義
(1.沈陽理工大學(xué)材料科學(xué)與工程學(xué)院,沈陽 110159;2.中國科學(xué)院金屬研究所師昌緒先進(jìn)材料創(chuàng)新中心,沈陽 110016;3.首都航天機(jī)械有限公司,北京 100076)
1 引言
結(jié)構(gòu)輕量化作為提升裝備效能的基礎(chǔ)之一,離不開先進(jìn)材料和制造技術(shù)的支持[1]。高強(qiáng)鋁合金(主要為7XXX 系與2XXX 系鋁合金)憑借密度低、比強(qiáng)度高和塑性好等特點(diǎn)[2],在航空航天、汽車和軍事工業(yè)中作為主要承力構(gòu)件廣泛應(yīng)用[2,3]。近年來,業(yè)界對(duì)大尺寸、高性能整體構(gòu)件的需求愈發(fā)強(qiáng)烈。但高強(qiáng)鋁合金大構(gòu)件一般要經(jīng)整體鍛造后還需機(jī)加銑削最終成形,周期長、費(fèi)用高[4],現(xiàn)有模鍛裝備的加工能力也限制了更大尺寸構(gòu)件的整體制造。
增材制造(Additive manufacturing,AM)在工業(yè)4.0 時(shí)代中扮演著重要的角色,在過去三十年中受到了越來越多的關(guān)注[5]。增材制造技術(shù)是在數(shù)字模型的指導(dǎo)下通過逐層累積材料的方式來制備構(gòu)件[6]。相比傳統(tǒng)制造技術(shù),增材制造技術(shù)在生產(chǎn)周期、靈活性、原材料利用率等方面具有一定優(yōu)勢[7~9],非常適合小批量、多品種產(chǎn)品的快速研發(fā)和制備。同時(shí)其尺寸不受限于鑄錠體積和鍛壓設(shè)備,非常有利于大尺寸構(gòu)件的制備。根據(jù)2013年美國材料與實(shí)驗(yàn)協(xié)會(huì)公布的相關(guān)標(biāo)準(zhǔn)[10],增材制造技術(shù)可分為七類:粘結(jié)劑噴射增材制造、直接能量沉積增材制造、材料擠壓增材制造、材料噴射增材制造、粉末床熔融增材制造、片材層壓增材制造、立體光固化增材制造。近年來,又出現(xiàn)了很多新型的增材制造技術(shù)。目前就金屬增材制造技術(shù)而言可分為四類:基于電化學(xué)的增材制造、基于燒結(jié)的增材制造、基于熔化的增材制造、基于塑性變形的增材制造,如圖1所示。
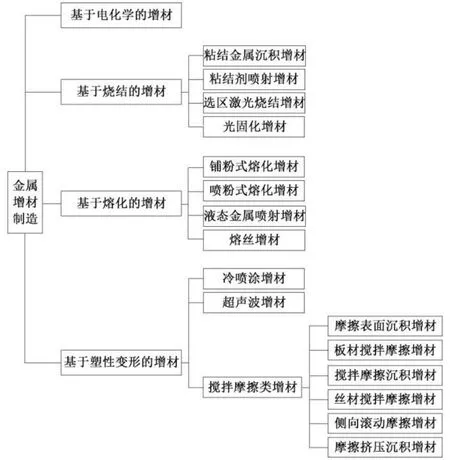
圖1 典型的金屬增材制造技術(shù)
高強(qiáng)鋁合金具有導(dǎo)熱率高、熱膨脹系數(shù)大的屬性[11],對(duì)其進(jìn)行熔化增材時(shí)會(huì)產(chǎn)生一定程度的氣孔[12]、裂紋[13,14]、合金元素?zé)龘p[13]和應(yīng)力變形[15],從而導(dǎo)致增材構(gòu)件材料的力學(xué)性能往往低于鍛件。與熔化增材制造技術(shù)不同,攪拌摩擦類增材制造技術(shù)是材料固相演變的過程,可大幅降低高強(qiáng)鋁合金因熔化和凝固產(chǎn)生缺陷的機(jī)率[16],增材材料經(jīng)過劇烈的塑性變形,形成晶粒細(xì)小、織構(gòu)較弱且無孔洞、裂紋等缺陷的組織,這對(duì)提升增材材料的綜合力學(xué)性能有著較大幫助。因此,攪拌摩擦類增材制造技術(shù)是實(shí)現(xiàn)大尺寸高性能高強(qiáng)鋁合金構(gòu)件制備的有效手段,近些年得到了越來越多的學(xué)者和行業(yè)從業(yè)者的關(guān)注與研究[17]。本文針對(duì)高強(qiáng)鋁合金攪拌摩擦類增材制造的研究現(xiàn)狀、存在挑戰(zhàn)和未來發(fā)展趨勢展開評(píng)述,為高強(qiáng)鋁合金攪拌摩擦類增材制造的研究提供有益參考。
攪拌摩擦類增材制造技術(shù)是在攪拌摩擦焊接(Friction stir welding,F(xiàn)SW)基礎(chǔ)上的一次技術(shù)飛躍[18]。FSW 是由英國焊接研究所于1991年發(fā)明的新型固相焊接技術(shù)[19],其原理是利用快速旋轉(zhuǎn)的攪拌工具使待焊接材料發(fā)生劇烈塑性變形,隨著攪拌工具沿待焊接材料連接縫旋轉(zhuǎn)移動(dòng),將攪拌工具前方的材料轉(zhuǎn)移到工具后方,并在軸肩的配合作用下形成致密的焊縫[20,21]。與熔焊相比,攪拌摩擦焊不涉及材料的熔化與凝固,非常適合高強(qiáng)鋁合金的焊接。
攪拌摩擦類增材制造技術(shù)利用攪拌摩擦在被沉積材料中引入劇烈塑性變形和溫升,實(shí)現(xiàn)材料在塑性流變過程中逐層累積,最終形成增材構(gòu)件。攪拌摩擦類增材制造技術(shù)根據(jù)制造工藝過程特點(diǎn)主要分為六種:摩擦表面沉積增材制造(Friction surfacing deposition additive manufacturing,F(xiàn)SDAM)[22~24]、板材攪拌摩擦增材制造(Sheet-based friction stir additive manufacturing,S-FSAM)[25,26]、攪拌摩擦沉積增材制造(Additive friction stir deposition,AFSD)[27,28]、絲材攪拌摩擦增材制造(Wire-based friction stir additive manufacturing,W-FSAM)[29]、側(cè)向滾動(dòng)摩擦增材制造(Friction and rolling based additive manufacturing,F(xiàn)RAM)[30~32]、摩擦擠壓沉積增材制造(Additive friction extrusion deposition,AFED)[33]。
FSDAM 技術(shù)是在摩擦堆焊(Friction surfacing,F(xiàn)S)技術(shù)基礎(chǔ)上發(fā)展起來的[34]。如圖2a所示,F(xiàn)SDAM利用消耗型棒材為原料,對(duì)高速旋轉(zhuǎn)的棒材施加軸向力,使棒材的底面和基板的表面接觸并產(chǎn)生摩擦熱,棒材軟化并塑性變形,棒材按照設(shè)定路線移動(dòng),使得熱塑化棒材沿著設(shè)定軌跡沉積在基板上,根據(jù)所需增材樣品的形狀,逐層進(jìn)行增材。沉積層之間的冶金結(jié)合通過層間的混合和塑性變形來實(shí)現(xiàn)。如圖2b、圖2c所示,分別為FSDAM 過程[22]和典型FSDAM 樣品[35]。
S-FSAM 技術(shù)是在攪拌摩擦搭接焊基礎(chǔ)上發(fā)展而來的增材制造技術(shù)。如圖3a所示,S-FSAM 技術(shù)的原理是將板材堆疊在一起,并通過攪拌摩擦搭接焊的方式進(jìn)行逐層增材,最后根據(jù)所需形狀,進(jìn)行后續(xù)減材加工,得到最終樣品。如圖3b、圖3c所示,分別為S-FSAM 過程和典型S-FSAM 樣品[36]。

圖3 S-FSAM 原理及應(yīng)用
AFSD 技術(shù)也被稱為MELD,是由美國MELD 公司開發(fā)的固相增材制造技術(shù)[37]。AFSD 技術(shù)原理如圖4a所示,通過旋轉(zhuǎn)的中空工具輸送棒、屑或粉等形式的原料,從旋轉(zhuǎn)中空工具中推出的材料在軸向頂鍛力的作用下與基板或已沉積材料劇烈摩擦,原料在摩擦熱和變形熱的作用下軟化。當(dāng)材料被擠壓到所需的寬度后,肩部開始橫向運(yùn)動(dòng),形成一層材料的沉積。通過有選擇地在之前的沉積層上添加后續(xù)沉積層來制作三維部件。這項(xiàng)技術(shù)可以避免在FSDAM 過程產(chǎn)生的大量飛邊問題。如圖4b、圖4c所示,分別為AFSD 過程和典型AFSD 樣品[16,38]。
W-FSAM 技術(shù)是在填絲靜軸肩攪拌摩擦焊基礎(chǔ)上發(fā)展而來的固相增材制造技術(shù)[39]。W-FSAM 技術(shù)原理如圖5所示[29],主要包括一個(gè)帶送絲口的儲(chǔ)料腔,一個(gè)螺桿輸送結(jié)構(gòu)和攪拌探頭。螺桿輸送結(jié)構(gòu)用于將絲材截?cái)喑山饘兕w粒,并將顆粒料連續(xù)輸送到攪拌探頭與前序沉積層形成的攪拌空腔內(nèi)。在探頭的攪拌作用和后續(xù)來料的擠壓作用下,材料達(dá)到粘塑性狀態(tài)后工具橫向運(yùn)動(dòng),完成一層材料的沉積。根據(jù)所需,在之前的沉積層上添加后續(xù)沉積層來制作三維部件。
FRAM 技術(shù)是由Xie 等人[30~32]提出的一種側(cè)向滾動(dòng)摩擦增材制造技術(shù)。FRAM 技術(shù)原理如圖6所示,首先帶有螺紋的工具快速旋轉(zhuǎn)并壓入基板頂部,然后使絲材或薄片的原料從側(cè)面進(jìn)入旋轉(zhuǎn)工具與基板的接觸面,將原料攪拌到旋轉(zhuǎn)工具的下方,最后旋轉(zhuǎn)工具向前運(yùn)動(dòng),攪拌混合的原料和基板材料被傳輸?shù)叫D(zhuǎn)工具后方,形成增材層,如圖6a所示,通過逐層沉積,制備出所需的樣品。如圖6b所示,為FRAM 過程和帶有螺紋的旋轉(zhuǎn)工具。

圖6 FRAM 原理及應(yīng)用
AFED 技術(shù)是由Liu 等人[40]在2019年提出的一種新型固相增材制造技術(shù)。其技術(shù)原理如圖7a 和圖7b所示,首先將棒、屑或粉等形式的原料送入非旋轉(zhuǎn)的空腔,在送料機(jī)構(gòu)的作用下,原材料被送向高速旋轉(zhuǎn)的擠壓沉積模具,與擠壓沉積模具上表面高速摩擦,使擠壓沉積模具附近的原料受摩擦和變形熱達(dá)到粘塑性流變狀態(tài),軟化的材料在擠壓沉積模具的開口處擠出,并被沉積在預(yù)定路線上,從而形成增材層,通過逐層沉積,制備出所需的樣品。該技術(shù)具有對(duì)原材料要求低,制造成本低,成型快等優(yōu)點(diǎn)。AFED 設(shè)備和過程以及典型AFED 樣品[33],見圖7c、圖7d。
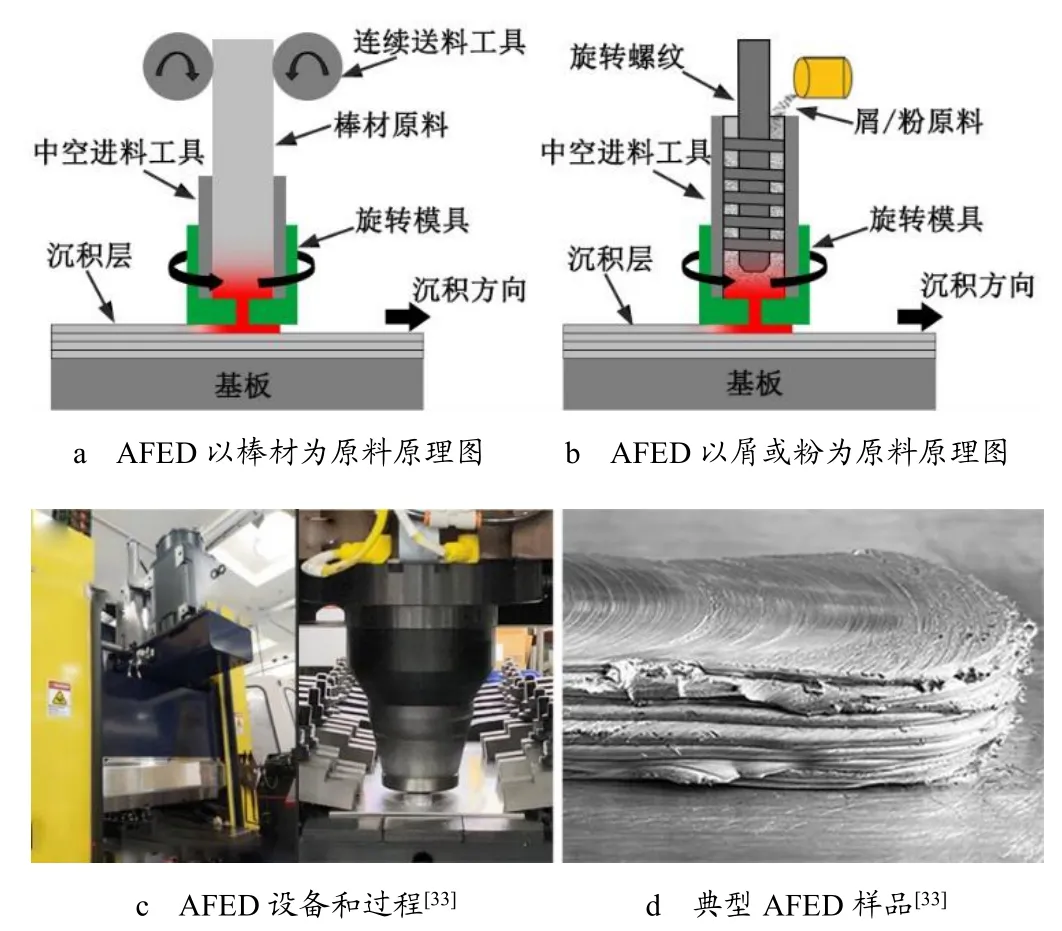
圖7 AFED 原理及應(yīng)用
2 高強(qiáng)鋁合金攪拌摩擦類增材制造研究現(xiàn)狀
與基于熔化的增材制造技術(shù)相比,攪拌摩擦類增材制造技術(shù)在制備高強(qiáng)鋁合金大構(gòu)件方面具有明顯優(yōu)勢。目前,國內(nèi)外學(xué)者針對(duì)這幾種攪拌摩擦類增材制造技術(shù)對(duì)高強(qiáng)鋁合金增材材料組織演化、性能分析、工藝特征等方面展開了研究。
2.1 摩擦表面沉積增材制造(FSDAM)
目前對(duì)FSDAM 技術(shù)在高強(qiáng)鋁合金增材制造領(lǐng)域的研究較少,現(xiàn)有研究主要圍繞增材后材料組織演變和力學(xué)性能展開。Tokisue 等人[41]在2006年以2017 鋁合金棒材為原料,在5052 鋁合金基板上進(jìn)行單層和雙層摩擦沉積增材實(shí)驗(yàn),研究了單層和雙層增材對(duì)材料的組織和力學(xué)性能的影響。結(jié)果顯示單層和雙層沉積樣品均形成了等軸細(xì)晶組織,增材樣品硬度與原始棒材硬度相當(dāng)(131HV)。但是此研究中的增材樣品構(gòu)筑層數(shù)有限,對(duì)制造大型構(gòu)件的說服力不足。Dilip 等人[42]在2013年對(duì)可熱處理強(qiáng)化的2014 鋁合金進(jìn)行了多層FSDAM 實(shí)驗(yàn),研究發(fā)現(xiàn),相比于原始母材,增材過程中的多次熱循環(huán)使得多層沉積樣品中沉淀相粗化,見圖8a,導(dǎo)致增材樣品材料的強(qiáng)度下降。為了提升強(qiáng)度,對(duì)其進(jìn)行了固溶加時(shí)效熱處理,但固溶處理導(dǎo)致增材樣品發(fā)生晶粒異常長大,見圖8b,晶粒異常長大往往會(huì)降低高強(qiáng)鋁合金增材構(gòu)件的抗疲勞強(qiáng)度和尺寸穩(wěn)定性[43,44]。
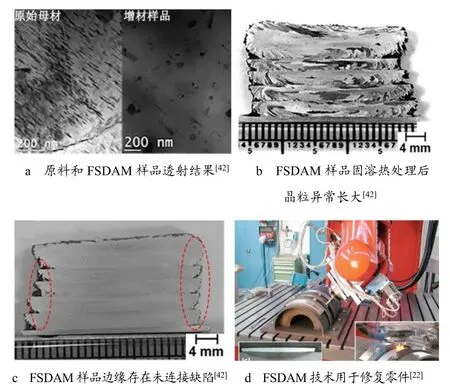
圖8 高強(qiáng)鋁合金基于FSDAM 研究結(jié)果及應(yīng)用
就FSDAM 技術(shù)而言,增材過程沉積層邊緣因受壓不足容易形成未連接缺陷,見圖8c[42],引起樣品服役性能的降低。另外產(chǎn)生大量飛邊,可能會(huì)造成材料的浪費(fèi)和增材過程的中斷。目前來說針對(duì)高強(qiáng)鋁合金的FSDAM 技術(shù)研究還處于起步階段,還需對(duì)相關(guān)的成形控制以及增材材料微觀組織演化機(jī)理進(jìn)行深入研究。值得一提的是,F(xiàn)SDAM 技術(shù)除作為增材技術(shù)外,其在表面改性、缺陷修復(fù)和涂層制備具有廣泛的應(yīng)用前景。早在2003年德國German and International Diving Contractor 公司[22]將FSDAM 技術(shù)與Tricept TR 805 robot 機(jī)器人相配合成功修復(fù)半徑為400mm 的圓柱形零件,見圖8d。
2.2 板材攪拌摩擦增材制造(S-FSAM)
早在2006年,美國空客公司就利用S-FSAM 技術(shù)制造2025 鋁合金飛機(jī)翼肋,發(fā)現(xiàn)其具有成形良好、更加環(huán)保和層間結(jié)合強(qiáng)度高等優(yōu)點(diǎn)[45]。但是當(dāng)時(shí)并沒有引起研究學(xué)者的足夠關(guān)注。直到2015年P(guān)alanivel 等人[25]發(fā)表了關(guān)于S-FSAM 的研究論文,之后越來越多研究學(xué)者開始開展S-FSAM 技術(shù)研究。Zhao 等人[45]和Shen等人[46]分別對(duì)2195 合金進(jìn)行S-FSAM,均發(fā)現(xiàn)增材材料的硬度存在自上而下降低的趨勢,造成硬度變化的原因是增材過程的熱循環(huán)會(huì)造成已沉積材料沉淀相的粗化和溶解,底層位置經(jīng)歷熱循環(huán)次數(shù)較上層更多,因而沉淀相自上而下發(fā)生粗化和溶解的程度逐漸增大。
由于增材材料硬度偏低且不均勻,很有必要對(duì)增材樣品進(jìn)行熱處理。He 等人[47]和Mao 等人[48]分別對(duì)增材后的7N01 和7075 鋁合金增材后的樣品進(jìn)行了時(shí)效熱處理,結(jié)果表明硬度和抗拉強(qiáng)度隨著時(shí)效時(shí)間的增加而增加,但都無法恢復(fù)到原始母材的水平。可見S-FSAM 過程的機(jī)械熱循環(huán)對(duì)高強(qiáng)鋁合金造成沉淀相粗化和溶解的問題很難通過后續(xù)的熱處理完全解決。
為了緩解S-FSAM 對(duì)高強(qiáng)鋁合金造成的沉淀相粗化和溶解問題,一些學(xué)者進(jìn)行了水下S-FSAM 實(shí)驗(yàn),以降低增材過程的熱輸入。Li 等人[49]對(duì)7 系合金進(jìn)行了水下S-FSAM 實(shí)驗(yàn),結(jié)果表明水下S-FSAM 實(shí)驗(yàn)有效避免了沉淀相粗化和溶解的問題。經(jīng)過100℃時(shí)效48h 后,增材材料的平均硬度值達(dá)到178HV,抗拉強(qiáng)度達(dá)到了523MPa,達(dá)到了7 系鋁合金鍛態(tài)水平[50]。He 等人[51]使用7N01 鋁合金作為母材,在風(fēng)冷和水冷條件下進(jìn)行S-FSAM 實(shí)驗(yàn),通過對(duì)比發(fā)現(xiàn)由于水的冷卻作用,后續(xù)的熱循環(huán)效應(yīng)減弱,從而抑制沉淀相粗化和溶解。經(jīng)過90d 的自然時(shí)效后,水冷增材樣品材料的硬度分布比空冷增材樣品材料更加均勻。水冷輔助為可熱處理強(qiáng)化鋁合金的板材攪拌摩擦增材制造提供了避免沉淀相粗化和溶解的有效途徑。
作為增材制造技術(shù),S-FSAM 的短板也很突出,其加工過程采用的是板材逐層累積增材方式,靈活性相對(duì)較低,為得到特定的形狀和消除邊緣未連接的部分,后續(xù)還需要對(duì)增材樣品進(jìn)行減材加工。同時(shí),增材之后的樣品可能存在類似攪拌摩擦搭接焊時(shí)的hook缺陷和界面未結(jié)合現(xiàn)象,見圖9[47],從而導(dǎo)致連接強(qiáng)度降低。
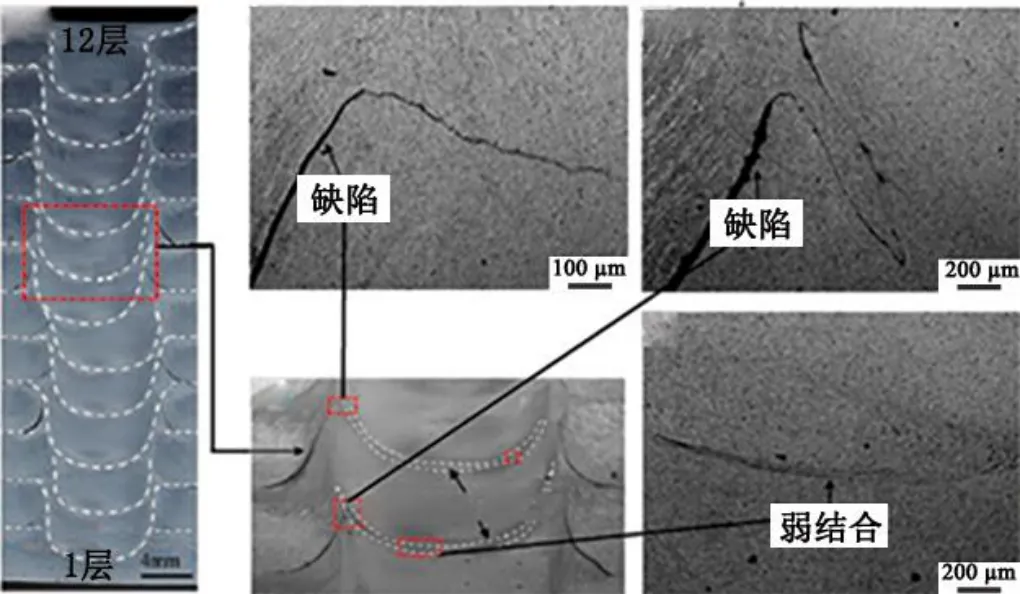
圖9 高強(qiáng)鋁合金基于S-FSAM 研究結(jié)果[47]
2.3 攪拌摩擦沉積增材制造(AFSD)
2018年美國MELD 公司推出了可商業(yè)化應(yīng)用的AFSD 設(shè)備,并指出AFSD 技術(shù)具有制造大構(gòu)件、效率高和應(yīng)用范圍廣等優(yōu)勢[52]。之后越來越多的研究學(xué)者開始開展AFSD 研究。AFSD 技術(shù)與FSDAM 技術(shù)、S-FSAM 技術(shù)均是基于攪拌摩擦對(duì)材料進(jìn)行熱塑化的。因此沉淀強(qiáng)化鋁合金在進(jìn)行FSDAM 和S-FSAM 時(shí)出現(xiàn)的沉淀相粗化和溶解的現(xiàn)象同樣會(huì)出現(xiàn)于AFSD 中。Avery 等人[53]采用AFSD 技術(shù)制備7075 鋁合金增材樣品,并對(duì)其顯微組織演變和疲勞性能進(jìn)行研究。結(jié)果表明7075 鋁合金在AFSD 后沉淀相發(fā)生了粗化,導(dǎo)致其疲勞性能降低。Mason 等人[54]的研究結(jié)果也表明AFSD 后7050 鋁合金增材樣品底層相對(duì)頂層的沉淀相更加粗大,見圖10a,進(jìn)而硬度和拉伸性能自上而下逐漸降低。
高強(qiáng)鋁合金增材后沉淀相的粗化限制了構(gòu)件材料力學(xué)性能的發(fā)揮,需要后續(xù)熱處理來提高增材構(gòu)件整體的力學(xué)性能。Yoder 等人[55]在2021年利用AFSD 方法對(duì)7075 鋁合金進(jìn)行增材制造,然后經(jīng)過適當(dāng)?shù)墓倘芎蜁r(shí)效處理后,構(gòu)件材料的屈服強(qiáng)度、抗拉強(qiáng)度和延伸率達(dá)到477MPa、541MPa 和8.2%。與熔化增材制造的高強(qiáng)鋁合金樣品相比,增材樣品材料的力學(xué)性能得到大幅提升[13],可與其鍛態(tài)力學(xué)性能相媲美。
層間結(jié)合是影響增材材料構(gòu)筑方向力學(xué)性能的關(guān)鍵因素,在通過AFSD 技術(shù)制備大型構(gòu)件時(shí)需要重點(diǎn)關(guān)注。AFSD 界面處的材料流動(dòng)情況對(duì)界面連接起著重要作用,所以很有必要闡明AFSD 界面處的材料流動(dòng)情況。2018年Rivera 等人[56]利用AFSD 技術(shù)制備2219 鋁合金,其研究證明了AFSD 可以形成高質(zhì)量的界面,但并未說明增材時(shí)界面處材料的流動(dòng)情況。直到2020年P(guān)erry 等人[57]對(duì)2024 鋁合金進(jìn)行AFSD 研究。借助X 射線掃描手段表征了AFSD 界面處材料的流動(dòng)情況,結(jié)果表明2024 鋁合金和基板之間結(jié)合良好,而且沉積層的前進(jìn)側(cè)形成了魚鰭狀和鋸齒狀的結(jié)構(gòu),而在后退側(cè)則是光滑的結(jié)構(gòu),見圖10b,這種現(xiàn)象是界面處的進(jìn)料受到擠壓和工具,如圖10c所示的攪拌導(dǎo)致材料流動(dòng)相互作用的結(jié)果[58]。經(jīng)過不斷的探索,AFSD 技術(shù)目前具有了制造高性能大構(gòu)件的能力[59],見圖11。
2.4 摩擦擠壓沉積增材制造(AFED)
AFED 技術(shù)將摩擦面轉(zhuǎn)移到原料與旋轉(zhuǎn)模具之間,使原料在接觸沉積層之前軟化,可以避免FSDAM 和AFSD 技術(shù)中對(duì)下層金屬施加較高的壓力,因此,下一層的沉積不需要等到之前的沉積層冷卻變硬。其次,AFED 過程中棒料不旋轉(zhuǎn),這是實(shí)現(xiàn)連續(xù)填料打印的基礎(chǔ),可顯著提高打印效率。另外,AFED 技術(shù)支持多種類、多形態(tài)棒/屑/粉金屬原材料,可顯著降低制造的成本。同時(shí),AFED 技術(shù)還可以應(yīng)用在表面修復(fù)、焊接、金屬回收再利用、新材料以及復(fù)合材料研制等領(lǐng)域。
Liu 等人[33]在2023年利用AFED 技術(shù),以6061鋁合金為原料制備出了致密無缺陷的增材樣品,研究結(jié)果表明T6 熱處理后的增材材料的硬度,如圖12a、圖12b所示,抗拉強(qiáng)度和延伸率與鍛態(tài)T6 熱處理后的6061 鋁合金相當(dāng)。為了證明AFED 技術(shù)對(duì)下層金屬施加較小的壓力,作者對(duì)AFED 增材過程對(duì)基板施加的壓力進(jìn)行了測量,發(fā)現(xiàn)壓力在10~21MPa 之間。最后作者也指出隨著增材制造行業(yè)的不斷發(fā)展,在未來AFED 技術(shù)可以實(shí)現(xiàn)致密金屬增材較好的經(jīng)濟(jì)效益,并為高性能大型金屬構(gòu)件的制備提供先進(jìn)技術(shù)支撐。
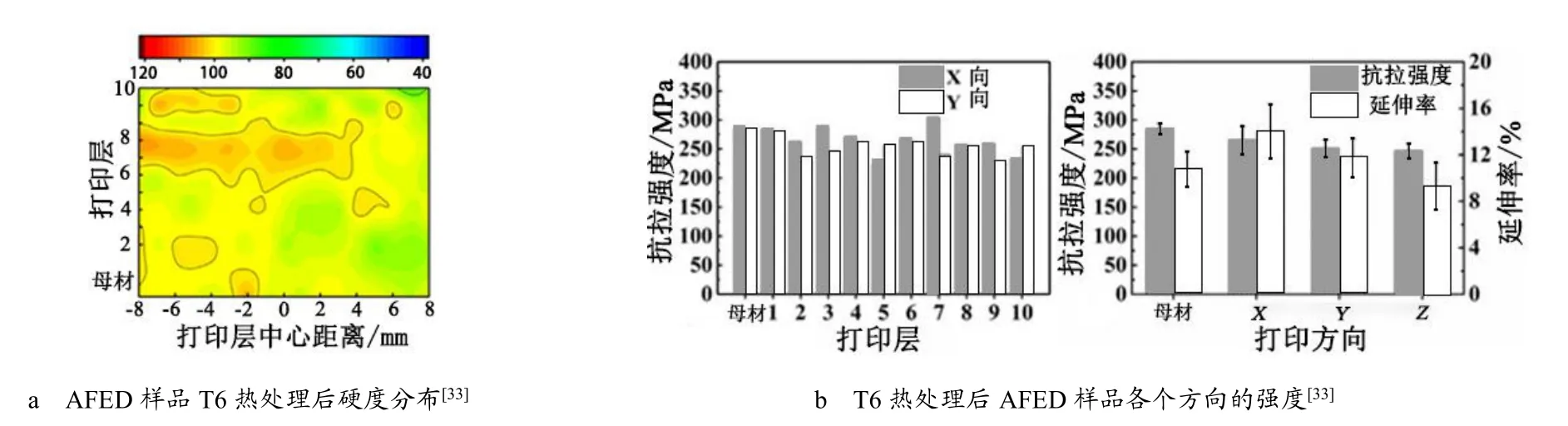
圖12 6061 鋁合金基于AFED 研究結(jié)果
目前尚未有關(guān)于利用W-FSAM技術(shù)和FRAM技術(shù)制備高強(qiáng)鋁合金的報(bào)道,但隨著技術(shù)工藝和工具的改進(jìn)、攪拌摩擦增材理論對(duì)實(shí)踐更加明確的指導(dǎo),將來會(huì)出現(xiàn)相應(yīng)方法制備的增材構(gòu)件。六種典型攪拌摩擦類增材制造技術(shù)在制備高強(qiáng)鋁合金構(gòu)件時(shí)具有獨(dú)特優(yōu)勢,各具特色,表1 對(duì)六種典型攪拌摩擦類增材制造技術(shù)在原料選擇、優(yōu)勢、限制和共同特征幾個(gè)方面進(jìn)行了總結(jié)比較[58]。

表1 六種典型攪拌摩擦類增材制造技術(shù)的比較[58]
3 高強(qiáng)鋁合金攪拌摩擦類增材制造存在的挑戰(zhàn)
攪拌摩擦類增材制造技術(shù)可以彌補(bǔ)高強(qiáng)鋁合金在進(jìn)行熔化增材時(shí)的一些限制,同時(shí)其在商業(yè)化之前仍有許多挑戰(zhàn)需要克服。
3.1 增材樣品后續(xù)熱處理
高強(qiáng)鋁合金一般為沉淀強(qiáng)化鋁合金,在增材過程中經(jīng)過多次熱循環(huán)后沉淀相可能會(huì)粗化或溶解,造成增材樣品內(nèi)存在組織梯度和力學(xué)性能梯度,影響材料的使用性能。因此,需要對(duì)增材樣品進(jìn)行后續(xù)的熱處理來恢復(fù)其材料力學(xué)性能。但是增材材料與傳統(tǒng)變形態(tài)材料在微觀組織上存在很大差異,這可能會(huì)導(dǎo)致不同的擴(kuò)散特性和晶界遷移特性,傳統(tǒng)的熱處理技術(shù)體系很難適用于增材材料,新熱處理工藝的開發(fā)還需要進(jìn)一步研究。
3.2 制造復(fù)雜零件的能力
目前來說攪拌摩擦類增材制造技術(shù)依賴于軸向壓力(FRAM 技術(shù)除外)使材料在攪拌摩擦過程中達(dá)到粘塑性狀態(tài),一般采用龍門型重型設(shè)備滿足對(duì)設(shè)備高剛度、高載荷的要求,但這導(dǎo)致設(shè)備靈活性較差,難以實(shí)現(xiàn)復(fù)雜路徑的運(yùn)動(dòng)。攪拌摩擦類增材制造依賴于已有增材層提供剛性支撐實(shí)現(xiàn)相鄰層之間緊密的結(jié)合,這導(dǎo)致在制造中空和懸壁類構(gòu)件時(shí)存在一定難度。后續(xù)需要和減材加工配合達(dá)到需要的效果。目前攪拌摩擦類增材制造技術(shù)的特征分辨率較低(>10mm)[60,61],遠(yuǎn)達(dá)不到電子束/激光增材的成形精度。但較低的分辨率是顯著提升沉積速率的關(guān)鍵因素之一,其中MELD技術(shù)在制備鋁合金時(shí)沉積速率高達(dá)9.1kg/h[17],對(duì)大尺寸構(gòu)件的快速成型十分友好。這也是攪拌摩擦類固相增材制造技術(shù)的主要應(yīng)用方向。
3.3 增材過程監(jiān)測與反饋控制技術(shù)
目前攪拌摩擦類增材制造的加工過程缺乏智能監(jiān)測與控制技術(shù)。通過先進(jìn)的傳感器對(duì)增材過程各軸的壓力和扭矩、增材構(gòu)件溫度場和表面形貌進(jìn)行監(jiān)測,建立起工藝參數(shù)-監(jiān)測數(shù)據(jù)-材料性能的聯(lián)系。通過優(yōu)化反饋控制算法,實(shí)現(xiàn)增材過程的實(shí)時(shí)調(diào)控,最終實(shí)現(xiàn)過程優(yōu)化和質(zhì)量保證。通過過程感知,逐步實(shí)現(xiàn)制造過程自動(dòng)化和智能化,有助于優(yōu)化打印策略、提升增材效率與增材質(zhì)量[62]。
4 結(jié)束語
國內(nèi)外學(xué)者通過對(duì)攪拌摩擦類增材制造技術(shù)制備高強(qiáng)鋁合金構(gòu)件的研究,證明了采用此類技術(shù)進(jìn)行高強(qiáng)鋁合金增材制造可有效避免凝固缺陷,顯著提升增材材料的力學(xué)性能,證實(shí)了該類技術(shù)的獨(dú)特優(yōu)勢。但此類增材制造技術(shù)的研究和應(yīng)用仍處于初級(jí)階段,關(guān)于該類技術(shù)所涉及的材料變形沉積機(jī)理、增材過程的優(yōu)化控制、大構(gòu)件制造工藝以及構(gòu)件可靠性等方面還需深入研究。在之后的研究中應(yīng)該根據(jù)材料種類和構(gòu)件類別逐步建立工藝參數(shù)-過程監(jiān)測-微觀結(jié)構(gòu)-材料性能的關(guān)系。這樣更有助于推動(dòng)攪拌摩擦類增材制造技術(shù)相關(guān)技術(shù)的快速發(fā)展和應(yīng)用。
