厭氧膠固化因素的工藝分析
2024-01-02 06:53:14蔣乾凱梁榮志霍連鋒
航天制造技術 2023年5期
單 超 蔣乾凱 梁榮志 郭 凡 霍連鋒 宋 偉 劉 巖
(首都航天機械有限公司,北京 100076)
1 引言
由于厭氧膠具有室溫固化、速度快、強度高、收縮率小等特性,在電子、電氣、宇航、軍工、汽車等行業中的密封、鎖緊、粘接、堵漏、固持等方面中被廣泛采用[1~3]。
厭氧膠在實際應用過程中主要有幾個方面:表面處理、涂膠、拼裝、固化、清潔。在使用的步驟中,影響厭氧膠固化的因素有很多,因此本文以影響厭氧膠固化的因素條件,對常用的厭氧膠的性能和固化過程進行具體研究和分析,探究各類因素對厭氧膠固化速度、時間及性能的影響。
2 概述
2.1 厭氧膠概述
厭氧膠粘劑,簡稱厭氧膠,是利用氧對自由基的阻聚原理制成的單組份密封膠粘劑,是一系列厭氧固化特性組分的統稱。厭氧膠固化需要滿足:涂膠面需要與氧氣隔離,形成缺氧環境;膠液與金屬接觸。涂在金屬表面的厭氧膠,與空氣隔絕后,膠液中的自由基會將溶解在膠液中的少量氧氣消耗隨后聚合、固化。近年來厭氧膠的成分不斷更新,以適用于不同的應用條件。
厭氧膠(Anaerobe):別名機械膠、絕氧膠、螺紋膠[4]。在富氧環境下不固化,以呈交聯狀態的固體高分子形式存在,而在缺氧環境下,能夠迅速聚合并固化。所謂“厭氧”,就是在缺乏氧氣的對接面才可以使用的膠水。
ASTM5363—97(單組份厭氧膠標準),美國于20世紀90年代后期制定的規范厭氧膠制造的標準。我國化工行業厭氧膠標準為HG/T3737—2004[5]。
2.2 厭氧膠的組成
厭氧膠的主要成分為丙烯酸酯,在膠液總配比中占90%以上,還包括芳香胺、酚類、芳烴類、過氧化物等。此外還可視不同情況添加輔助試劑,如染色劑、增塑劑、填充劑、增稠劑、觸變劑等。
2.3 厭氧膠的分類
厭氧膠除主要成分丙烯酸酯、芳香胺、酚類、芳烴類外,還包含各種試劑。不論是成分的改變或是用量的增減都會導致膠粘劑性能的不同,故膠粘劑的種類也紛繁復雜。它們的分類方式一般可按結構、強度、單體粘度、用途分類。比較常見的分類方法是以單體粘度和用途分類。根據結構的不同可以分為4 類。
a.醚型
雙甲基丙烯酸三縮四乙二醇酯為代表。
b.醇酸酯
常見的有雙甲基丙酸多縮乙二醇酯(如美國的樂泰290、樂泰271、樂泰277 等)。
c.環氧酯
是環氧樹脂和甲基亞克力發生一系列化學反應生成的產物。常見的有雙酚A 環氧酯(如環氧酯與多縮乙二醇酯的混合物、國產Y-150、GY-340 等)。
d.聚氨酯
由異氰酸酯、甲基亞克羥基酚、多元醇(如國產GY-168、鐵錨352、BN-601 等)反應制得。
3 厭氧膠的應用及特點
3.1 厭氧膠的應用
針對厭氧膠適用粘接的材質以及結構進行分析,其在材質上主要用于:金屬材質表面鍍鋅、鍍鉻等材料。如:鋼、鐵、銅、鋁、不銹鋼等。
粘接結構上主要應用于:螺紋鎖固、螺紋或平面密封、圓柱固結及滲漏堵漏等方面的產品結構[6]。
針對厭氧膠在實際生產中的應用分析,主要應用包括4 個方面:鎖緊防松(如各種螺紋連接);密封防漏(有密封要求對接面的粘接,如法蘭對接面和金屬管路對接面的密封);固持定位;填充堵漏。
a.鎖緊防松
傳統的機械式鎖緊防松效果不理想,而化學式鎖法價格低廉,但是容易出現金屬緊固螺釘因撞擊而產生松脫的現象。如果在拼裝前將螺釘涂上厭氧膠,固化后的強韌塑膠膜在螺紋縫隙中形成,不會出現螺紋松垮的情況。現用的緊固螺釘防松方法為:安裝緊固螺釘前,預涂厭氧膠,隨即將螺釘旋入、擰緊,即可達到預期的防松效果。
b.密封防漏
傳統的密封防漏方法是在密封面上墊上橡膠、石棉和金屬等材料的墊片并壓緊,使對接面接觸更加緊密,但由于老化或銹蝕作用,對接面的密封作用很快失效。為解決傳統墊片易失效的問題。利用液態厭氧膠固化后形成的固態“膠塊”代替傳統墊片,其優點有液態膠液固化能夠更好的使對接面緊密接觸,密封效果更好,此外固化后的“膠塊”化學性質非常穩定,不易發生化學變化,密封有效期更久。
c.固持定位
對軸與軸承、帶輪、齒輪、座孔,襯套與孔等結構,傳統方式是將尺寸過盈的零件通過熱套、冷壓的方式壓入,再輔以按鍵、銷子固定。這種固定方法容易出現磨損、腐蝕等現象,造成松動。此外由于不同材料或結構的熱膨脹系數不同,對加工精度要求十分嚴格。為解決此問題,在上述結構中使用間隙填充厭氧膠,固持該結構。優點有固結持久、穩定、固化效果好、產品使用壽命明顯增加;此外,由于厭氧膠固化形成“膠塊”能夠較好的填充接觸面,對產品的加工精度要求降低,生產效率隨即明顯提高。
d.填充堵漏
對于鑄件、粉末冶金件、焊接件或3D 打印產品等,成型后內部常有一些肉眼不可見的微孔,針對該種類的缺陷,可在產品上涂低粘度易流動的厭氧膠(如B-290),使膠液滲透到微孔中,填充空隙,間接與氧氣隔絕,完成固化,起到填充作用。若在真空滲透則成功率更高,這種工藝方法在鑄造界應用極為廣泛。
3.2 厭氧膠的特點
a.多為單體形狀,具有廣泛的粘度變化、總類多樣。
b.使用極其方便,不需要稱量,不需要混合,不需要配膠,自動化作業很容易實現。
c.固化速度快、常溫固化、固化強度高、收縮小,應力小、密封效果好、有效期長。
d.化學性質穩定,耐熱、耐壓、耐低溫、耐藥、耐沖擊、防腐。
e.外溢膠水,膠縫不固化,易清除干凈。
f.無溶劑,毒性低,危害小,無污染。
g.封閉、鎖止、固結、粘結、堵漏等用途廣泛。
h.儲存穩定,膠液儲存期通常是3a。
3.3 厭氧膠的局限
a.厭氧膠的固化深度有限制,一般不超過0.2mm。
b.厭氧膠,固結硬度較高。
c.低剝離低抗沖擊強度。
d.可能產生應力裂紋或熔化塑料。
4 厭氧膠機理分析及固化條件
4.1 常用厭氧膠膠接工藝應用及對比
通常情況下,鐵錨300 厭氧膠和鐵錨350 厭氧膠粘接件的表面應先涂一層表面處理劑,然后再涂上厭氧膠,使粘接物的表面活性得到提高。鐵錨302 厭氧膠、鐵錨351(含鐵錨352)厭氧膠具有優異的粘接性能,工藝簡單,可直接用于粘接。
參照美軍標MIL-S-4616、航空工業部部標( HB5313—5329—85 )[7]和廣東省企標( 粵Q/HG102—85)等。在厭氧膠的應用進行測試,對302號鐵錨和351 號鐵錨(含352 號鐵錨)進行厭氧膠粘接測試時,其破壞力矩和引伸力矩界限不明顯,顯示其抗性良好。如鐵錨302 厭氧膠用于某產品尾段(M3 至M4 不銹鋼螺釘)粘接、某產品普通碳鋼螺栓粘接、定位銷安裝粘接、電機軸芯粘接、支架外環螺孔粘接固封及頂出器上鋼與聚氨酯橡膠的粘接等,最終粘接結果都和測試結果相符合。綜合厭氧膠性能分析,無論從粘接強度,還是從粘接工藝等方面考慮,可以用鐵錨302 和351 厭氧膠分別替代鐵錨300 和350 厭氧膠。
4.2 厭氧膠的固化機理
厭氧膠的固化機理如圖1所示。
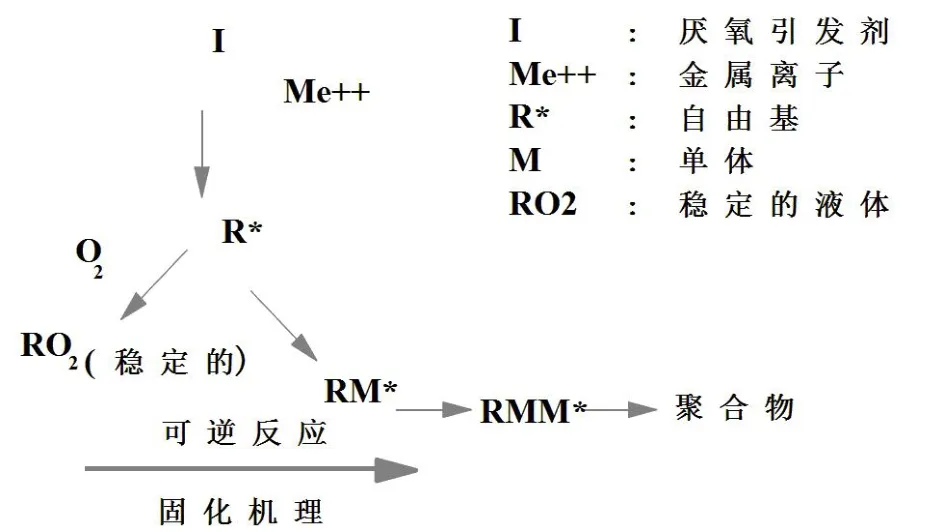
圖1 厭氧膠的固化機理
4.3 厭氧膠的固化條件
有以下幾種厭氧固化條件:
a.厭氧膠要在缺氧環境下才能固化;縫隙較大時,中間加一塊金屬墊片再涂膠,不可密封或粘接過大的縫隙;
b.在縫隙中缺氧環境下的膠液才能固化,螺孔外溢出的余膠,因接觸空氣不固化;
c.一般選用非活性金屬基材;對非活性金屬表面固化較快;如銅、鐵、鋼,對活性金屬,固化時間稍長,如電鍍件、不銹鋼、磁化鋼等,應做驗證試驗;
d.厭氧膠粘接件表面保證清潔,未經清潔處理的粘接件表面,兩零件粘接面使用厭氧膠粘接時會降低或完全喪失粘接能力。
e.厭氧膠一般在20℃以上施工,初步固化需0.5 h,可固定(抗震動)需1h,固化強度80%需2 h,完全固化需24h,固化時間必須在低溫條件下延長,但使用促進劑或施工環境溫度適當提高,可在粘接面上涂刷。
5 厭氧膠固化的影響條件和因素作用分析
5.1 厭氧膠對粘接基材反應對比分析
a.對金屬材料的作用
厭氧膠與不同類金屬材料反應程度不同,因此固化速度和粘結力也存在差異,而非活性金屬表面相對于活性金屬表面,固化速度較慢,粘結力較小,因此固化速度和粘結力的差異較大,如圖2所示。
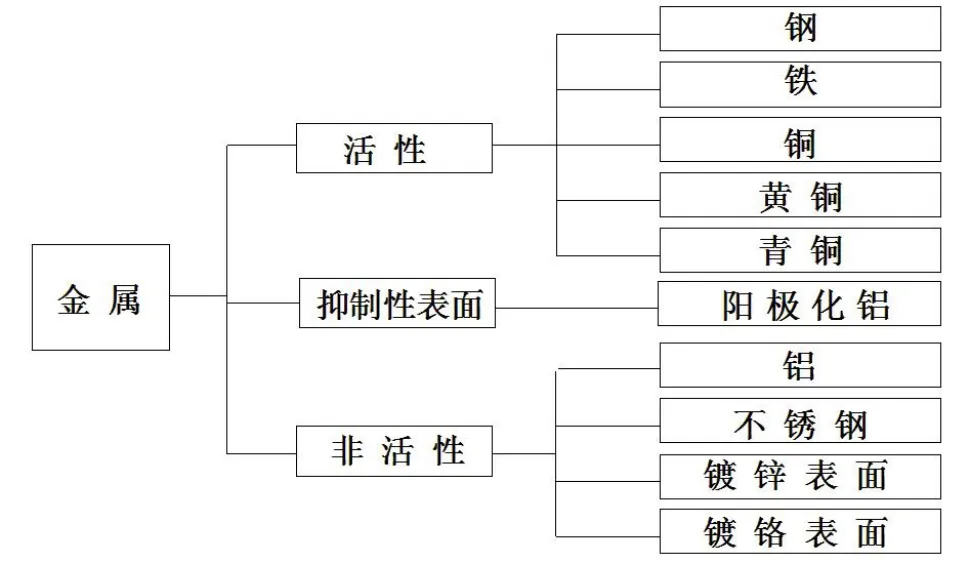
圖2 常用活性、非活性金屬材料
通常對于金屬材料的三種表面狀態:活性面——鋼(20#、45#)、鐵(Q235)、黃銅(H62)、鋁(2A12、5A06等);抑制面——陽極化的鋁質;非活性表面——不銹鋼(1Cr18Ni9Ti 等)[8]。粘接后活性金屬表面的粘結力和固化效果較好,且鋼鐵材料表面尤為優良。粘接后的抑制性表面、非活性金屬的表面可采用促進劑和加熱的方法來提高其固化的速度。
b.對非金屬材料的作用
航天產品中常見的非金屬材料見圖3,厭氧膠在非金屬零件表面上應用較少,厭氧屬性會使部分熱塑性塑料軟化,當承受壓力時就會引起應力開裂。
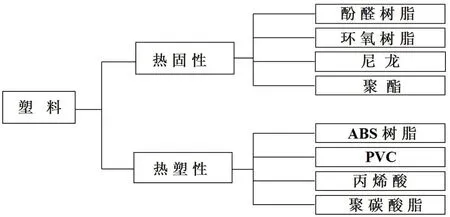
圖3 常用的非金屬材料
5.2 影響厭氧膠固化的因素
影響厭氧膠固化的因素關系主要有以下幾種:
a.固化速度與基材之間的關聯:厭氧膠用于鋼、鐵、銅等及其合金等,在常溫下固化速度較快,強度較高,而用于非活性表面,如鋁、鋅、鎘、鉻、鎳及其合金,以及金屬表面鍍鋅、鍍鉻等,固化速度較慢,膠接強度較低,且表面活性處理劑一般在膠接前即可處理,見圖4。

圖4 固化速度與基材的關系
b.固化速度與填充性間隙的關聯:滿足固化條件下的間隙一般要求〈0.2mm,在空氣隔絕的情況下,必須將厭氧膠固化下來;一定要選擇粘度較高的無氧膠,對于間隙稍大于0.2mm 的密封或粘接;間隙過大必須選用黏度較高的厭氧膠,間歇時加一塊金屬墊片,再將膠水涂滿即可,見圖5。
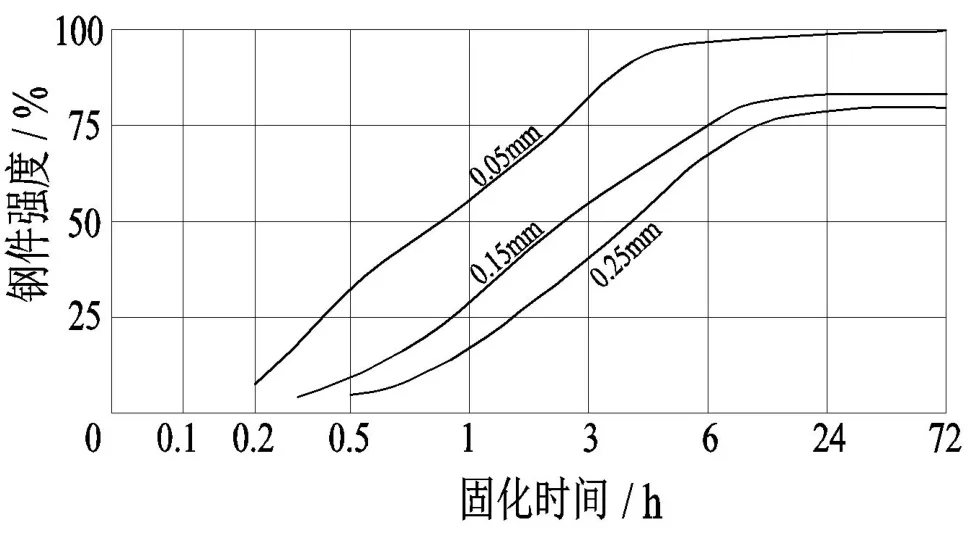
圖5 固化速度與填充間隙的關系
c.固化速度與溫度的關系:厭氧膠常溫下可以很快凝固。標準產品適用于-55~150 ℃的工況,加熱可使厭氧膠加速固化,達到縮短厭氧膠固化時間的效果,見圖6。
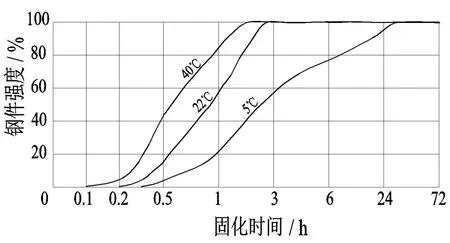
圖6 固化速度與溫度的關系

圖7 固化速度與促進劑的關系
固化的速度也根據環境溫度的不同而有所差異,下圖是依據IS010964,產品在不同的固化溫度下的M10 鋼制螺栓和螺母上,在不同的固化時間下獲得到的破壞強度[9]。
d.固化速度與促進劑的關聯:促進劑可使厭氧膠的固化速度加快,使用促進劑使非活性金屬粘接以及低溫粘接固化時間不會過長。
e.固化速度與表面清潔度的關系
厭氧膠粘接件表面需要保證清潔,不經過清潔處理的粘接件表面使用厭氧膠粘接時粘接能力會降低或完全喪失。對粘接件表面的清潔以去油、去銹為主,適當的拋光、清洗、晾干能使清潔效果更好。除油采用的方法主要是氣相除油,常用的溶劑有三氯乙烷、三氯乙烯、甲乙酮、甲醇等。用溶劑汽油清洗兩次,能夠將粘接面的油污處理干凈。而除銹的方法是打磨粘接面。適當打磨被粘物表面,有利于提高粘接強度,以0.76~2μm 的表面粗糙度為宜。若表面粗糙度大于3.2μm 時,粘接面之間的間隙稍大,膠粘強度就會有所降低。
5.3 厭氧膠固化加速方法
5.3.1 使用促進劑加速固化
催化劑用于促進厭氧膠的固化速度,確保在非活性金屬表面的正常固化以及促進低溫固化。
促進劑的選用情況,按照表1 中的規定進行選擇。以下幾點在噴催化劑時應引起重視:

表1 單獨使用某一促劑對厭氧膠的作用[10]
a.均勻噴灑于一個表面(相對的非活性金屬表面),用量不易過多;
b.已經噴有催化劑的表面不能涂施厭氧膠,以免膠液在裝配前固化;
c.催化劑噴涂后,等待2~3min,使其充分反應,再擰緊螺釘;
d.若在實際操作過程中,出現固化時間太快,造成螺紋擰不到位,可以不使用催化劑。
5.3.2 加熱加速固化
厭氧膠1d 完全固化。在正常室溫(15~30℃)條件下,厭氧膠一般能在20~30min 左右初步固化固定零件,隨后固化強度隨時間增加,1h 則可以產生抗震,2h 左右可達到的固化強度為80%,24h 后達到最高強度,即完全固化。低溫條件下的固化時間需要延長,當提高施工環境溫度時固化時間可適當縮短,即在加溫加熱時,固化的速度與常溫相比提高明顯。厭氧膠固化時可在烘干箱或烘干間內進行烘干處理,以達到加快固化速度和增加固化強度的目的。具體要求如下:
a.粘接后在60~80℃環境內烘干2h;
b.粘接后在常溫環境下,固化時間不低于24h;
c.以上兩種工藝以第一種為優先考慮之工藝,若無條件或者操作不便時,方可采用第二種工藝。
5.3.3 增加壓力加速固化
采用加壓加速厭氧膠固化是很常用的方法,它的作用原理是在需要膠接的兩個零件外部使用重物壓緊或使用卡蘭等夾具夾緊,以此來施加適當的壓力,使厭氧膠更好更穩定地接觸到需要膠接的產品材料表面,促進固化反應的進行。通過適當施加合適的壓力會使需要膠接的兩零件膠接面貼合間隙減小,排出粘連部位的空氣促使溶解在厭氧膠中的少量氧氣被擠出,加速膠液中的自由基消耗氧氣的速度,使膠液迅速固化。
5.4 解決影響厭氧膠固化及粘結力的其它方案
有以下幾種解決辦法,用于解決強度達不到標準的問題:
a.有機溶劑如可用丙酮、丁酮等對基材表面的油污、灰塵等進行清潔后,再進行粘接處理;
b.常溫下24h 完全固化厭氧膠,推薦24h 再使用產品;
c.若各粘接件配合間隙較大,建議選用無氧膠,粘度較大;
d.厭氧膠一般不建議在非活性金屬表面,如在不銹鋼、鋅、鍍鋅等材料上應用,應先在基材表面涂促進劑;
e.更換其他合適的膠粘劑。
6 結束語
本文對影響厭氧膠固化和固化時間的因素分別進行了研究和分析。厭氧膠可以在一般的金屬表面得到有效的應用,由于材料類型的不同,固化可快可慢,活性較其他材料強。
在一般要求的固化條件下,兩固化基材之間的填充間隙應符合間隙〈0.2mm。在非常緊密的配合間隙,即良好的隔氧作用下,固化反應也會加快,在缺氧條件下也會影響厭氧膠固化的速度。
厭氧膠的固化要在缺氧環境下涂抹在金屬對接面上,膠接面外不能完全固化的厭氧物質。在膠接面內部,固化的速率是根據不同的產品材料和促進劑而定的。使用厭氧膠促固劑可以加速固化,在金屬表面固化大部分產品都不需要促固劑。而推薦使用促進劑以達到應用的固化速度,主要是應用于非活性的金屬和其它非活性表面。
經測試和研究分析,加熱可以加快固化的進程。一般常溫下厭氧膠24h 才能完全固化,標準產品適用于-55~150 ℃的工況,添加特殊組分后膠液使用溫度可達到230℃。溫度稍高于室溫時膠液固化速度會明顯加快。通常將產品加熱60~80℃固化2h 左右即可。
