
包裝體積自動化測量系統的設計
2024-01-03 11:00:04林品云LINPinyun
價值工程 2023年36期
林品云LIN Pin-yun
(福建省閩量校準技術中心有限公司,福州 350001)
0 引言
隨著我國商品經濟高速發展,過度包裝的現象日益嚴重,由過度包裝產生的廢棄物不僅污染環境、浪費資源且損害消費者的權益。如何在技術上對過度包裝進行檢測,便有了很大的需求。目前,各級計量技術機構判斷商品是否過度包裝主要依據JJF1244-2010《食品與化妝品包裝計量檢驗規則》[1],通過選用鋼直尺和游標卡尺作為測量設備,根據規范要求對商品的銷售包裝與初始包裝體積進行測量,計算出包裝空隙率,根據空隙率值判斷商品包裝是否過度。傳統的檢測方法效率低下,人為因素引入的誤差較大,且無法測量軟包裝、不規則物體體積,面對層出不窮的商品包裝樣式,其弊端日益顯現,已經無法滿足商品包裝檢測的需求。商品包裝計量檢測已常態化和深入化,當下迫切需要一種科學高效的體積測量方法,能在形態各異的商品中快速且準確地判斷是否存在過度包裝。
近年來隨著三維掃描技術的發展,不斷有提出運用三維掃描技術進行方法及理論研究[2],但普遍存在測量誤差大、步驟繁瑣、適用面窄等缺點,尤其對于軟包裝、不規則物體,采取三維掃描和轉盤的方式,容易存在掃描盲區且無法實現整個測量過程的自動化。為了提高測量的準確性,本文基于三維掃描技術,采取機器自動化掃描的方式,結合點云體積算法,搭建自動化體積測量系統,從而快速準確高效地得到包裝商品體積的數據,實現對商品體積的自動化測量和過度包裝的智能化識別,有效解決軟包裝、不規則物體的測量問題。
1 測量系統設計
1.1 工作原理
自動化體積測量系統利用吊裝支架將待測物吊裝在中心位置,通過3D 結構光相機掃描待測物大致尺寸和位置,通過對掃描數據進行采集處理,生成自動化機械臂掃描軌跡和空間位置。機械臂將根據系統生成的掃描軌跡進行自動化運行,此過程中位于機械臂末端三維掃描儀會對待測物進行空間多角度掃描,并將采集數據輸送到后臺系統進行數據處理。通過對掃描數據的初步處理,生成三維模型,并進行點云體積計算,最后得出待測物體積。同時也能實現對商品過度包裝數據采集與處理過程的一體化、自動化,并生成商品過度包裝判定結果。測量系統根據掃描結果能自動生成電子記錄和證書,并自動保存測量結果,測量系統的自動化作業流程如圖1 所示。
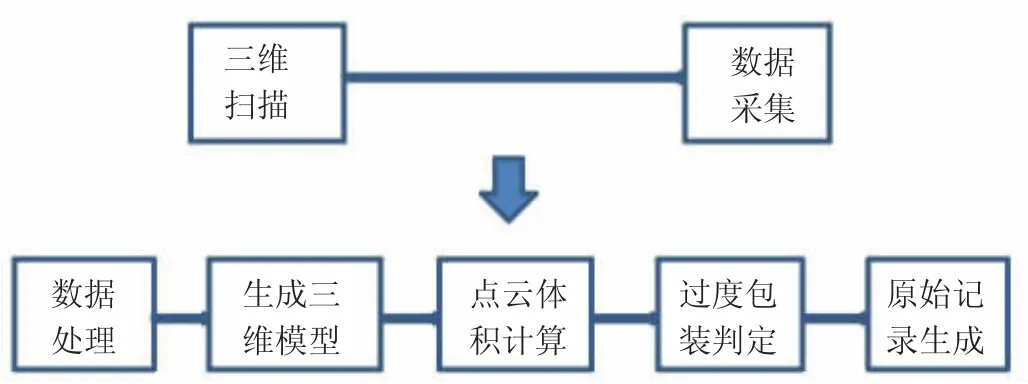
圖1 測量系統的自動化作業流程圖
1.2 系統構成及要點分析
1.2.1 硬件系統部分
自動化體積測量系統的硬件部分由六自由度機械臂、三維掃描儀、3D 結構光相機和吊裝支架組成,系統硬件結構示意圖如圖2 所示。其中六自由度機械臂和吊裝支架作為測量系統的機械支撐單元,三維掃描儀和3D 結構光相機作為數據采集單元。
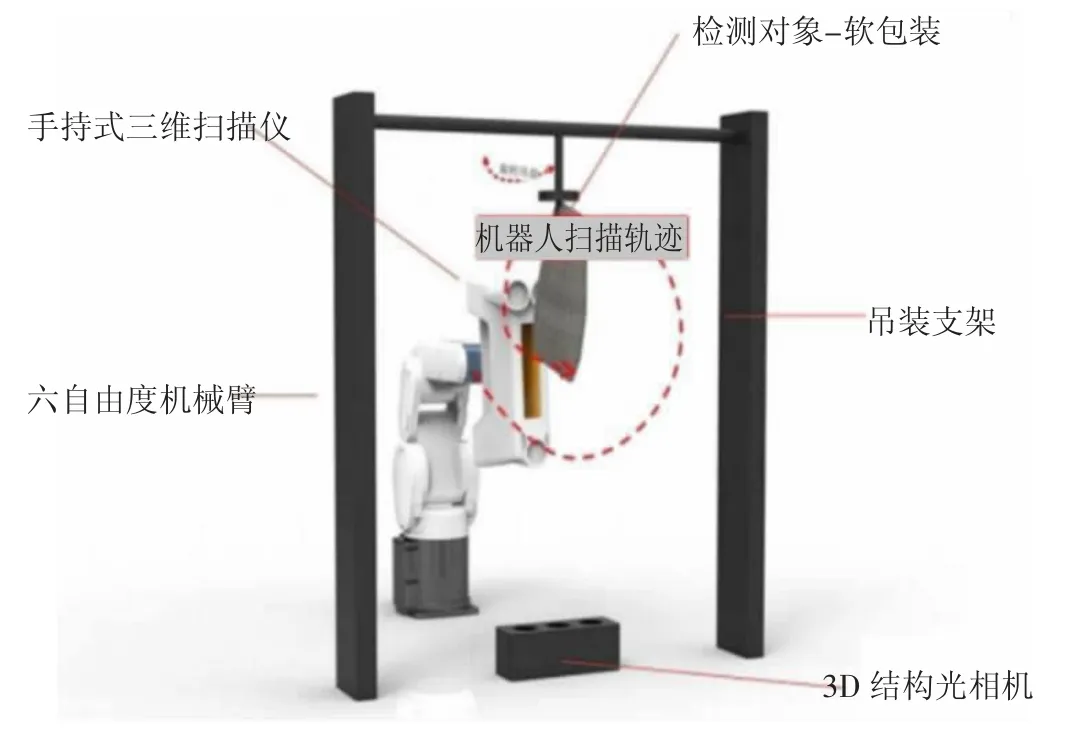
圖2 系統硬件結構示意圖
機械支撐單元是實現自動化測量的執行機構,系統選用六自由度機械臂代替人工執行掃描工作,能夠完全實現測量過程自動化,避免人工介入給測量結果帶來人為因素影響。其中六自由度機械臂具有六個獨立的自由度,實現在三個軸向(X、Y、Z)的平移運動和繞三個軸向(X、Y、Z)的旋轉運動,機械臂重復定位指標為±0.2mm。吊裝支架則是測量系統的固定支架,用于將待測物吊起并固定在中心位置,可有效解決軟包裝、不規則物體的測量盲區問題,支架最大承載能力可達1000kg。不規則物體掃描點云圖如圖3。
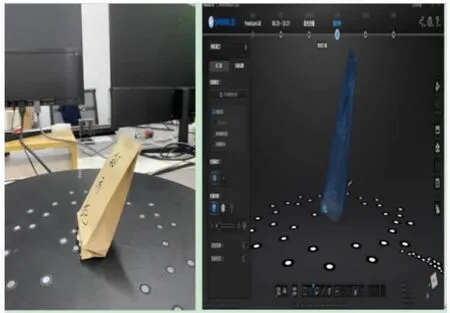
圖3 不規則物體三維掃描點云數據
為高效、便捷獲取物體三維點云數據,數據采集單元采用手持式三維掃描儀,具備體積小、重量輕、操作方便靈活、掃描模式多等優點,其掃描最大允差:±(0.1mm+0.06 mm/m),光源采用非激光高亮度三色LED,可適應光線變化,掃描淺色到黑色材質,實現混合拼接,提高掃描效率,同時也能支持彩色紋理掃描,并即時顯示掃描數據[3]。掃描儀安裝在機械臂末端,測量時可跟隨機械臂一起運動,對物品進行多角度精確掃描[4]。3D 結構光相機是軌跡采集設備,主要用于確定物體大致尺寸和位置,安裝于吊裝支架底部,可全方位多角度采集物體的尺寸和位置,以便機械臂進行軌跡生成。
1.2.2 系統軟件部分
軟件系統根據自動測量功能可分為路徑采集模塊、面積采集模塊和軌跡控制模塊。工作時由路徑采集模塊采集數據生成軌跡控制模塊的移動路徑,軌跡控制模塊操作面積采集物體表面的三維立體信息,過程中對采集的圖像數據進行處理,利用特征提取及立體匹配技術、三維拼接重建技術獲得待測物的完整點云數據[5],通過兩次測量獲取包裝盒及商品的點云數據,再通過點云體積計算商品銷售包裝體積和初始包裝體積,軟件功能結構圖如圖4。軟件系統以檢測人員的實際需求為指導,操作界面簡潔、易操作、檢測結果可視化,能夠滿足實際檢測業務的要求。
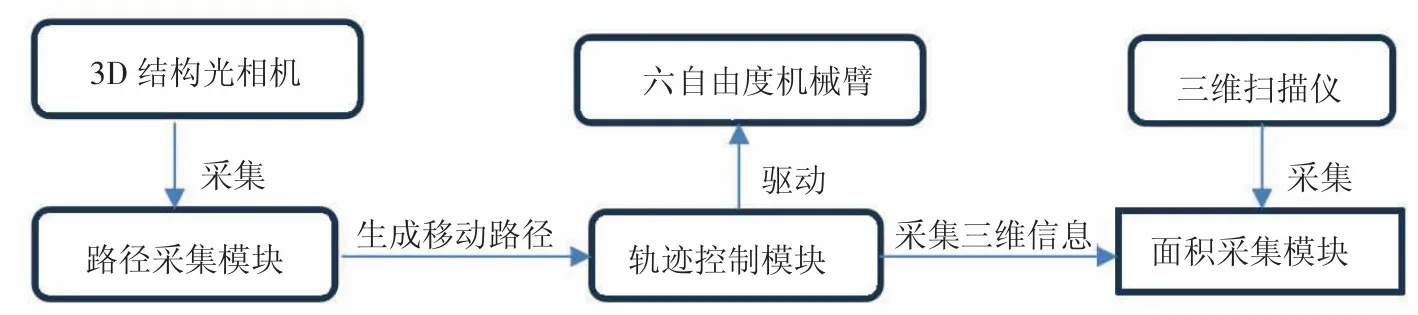
圖4 軟件功能結構圖
系統特征點提取是將掃描儀投射在物體表面的激光條紋作為圖像特征,經過去燥、預平滑處理之后,結合極值法,提出的一種特征提取算法,能夠實現對掃描的圖像進行準確高效的特征提取。特征匹配則基于激光條紋特征,將激光條紋的像素點作為匹配基元,通過外極線匹配算法,保證了圖像中特征匹配的準確性,為后期三維重建的點云數據提供基礎數據,最后通過點云體積計算出物體體積。點云體積計算方法具有非侵入性、高效性和計算精度高等優點,其算法流程如下:首先將獲得的完整點云數據載入處理系統,點云數據的第一個點都是待測物的唯一的以xyz 形式保存的坐標;其次系統會將點云數據轉換為體素表示,根據點云的分辨率和所需的精度確定體素的大小,再將三維空間劃分為一組小的立方體區域,并記錄每個體素中包含的點的數量;然后根據統計出的每個體素中包含點的數量,乘以體素的體積以估計整個物體的體積;最后將計算得到的商品包裝體積輸出并顯示,再通過體積差異識別進行過度包裝判定,具體算法流程如圖5 所示。
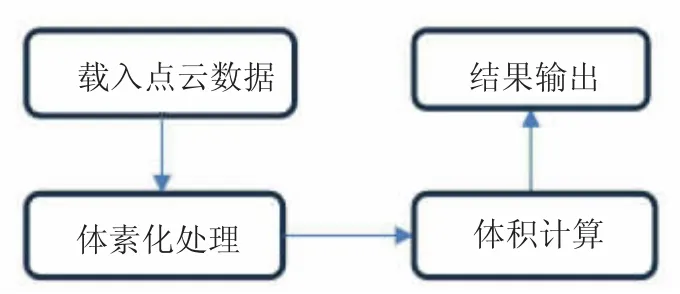
圖5 點云體積算法流程
1.3 系統誤差分析及數據處理
1.3.1 誤差分析
測量系統適用于測量物體體積半徑范圍為:(0.1-1000)mm,系統測量允許誤差:±(0.1mm+0.06mm/m),誤差主要來源于三維掃描儀。系統中3D 結構光相機及機器人僅用于確定及完成軌跡生成,二者均不影響系統準確度。
1.3.2 數據處理
系統數據處理方式主要依據JJF 1244-2010《食品與化妝品包裝計量檢驗規則》,包裝空隙率計算方法:X=,式中:X 為包裝空隙率,V0為商品銷售包裝體積,Vn為商品初始包裝總體積,k 為商品包裝必要空間系數,根據規范可知,k 值為0.6。系統通過測量商品外包裝體積V0,再測量出商品初始包裝Vn,基于以上公式計算出包裝空隙率,依據規范的判斷標準即可判定商品是否存在過度包裝[6]。
2 試驗驗證
掃描儀作為引入系統測量誤差的主要設備,為了驗證其測量準確度,采用直接比較法進行驗證試驗。為了驗證機械臂是否會引入誤差,采用機械臂掃描和人工掃描的方式,對同一塊量塊進行測量,具體如下:
試驗選取一塊長方體量塊作為實驗對象,用萬能工具顯微鏡和自動化測量系統分別對其進行測量,測量過程如圖6、圖7 所示。萬能工具顯微鏡測量范圍:(200×100)mm,最大允許誤差:±1μm,自動化測量系統測量允許誤差:±(0.1mm+0.06mm/m)。萬能工具顯微鏡測量準確度遠高于自動化系統,在本次驗證過程中,由萬能工具顯微鏡測量出來的值可作為參考標準值使用。驗證過程按照規范要求操作,對量塊的長、寬、高分別進行測量,取三次測量的平均值作為測量結果,測量結果如表1、表2 所示。
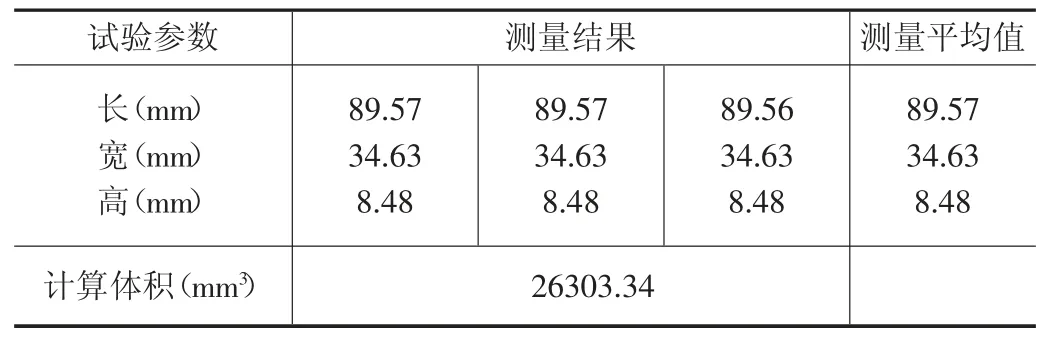
表1 萬能工具顯微鏡測量結果
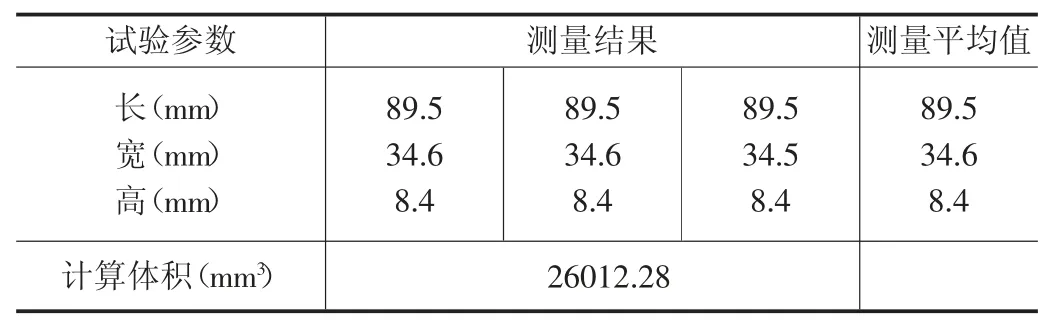
表2 自動化測量系統測量結果
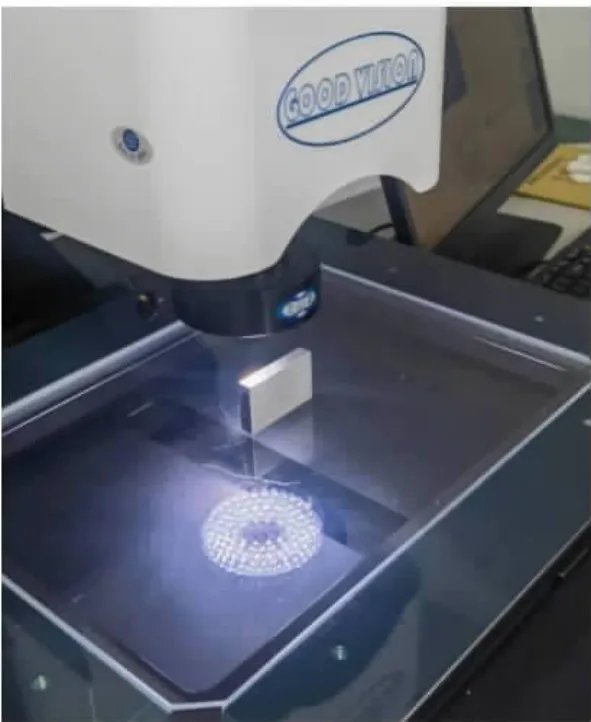
圖6 萬能工具顯微鏡測量過程
圖7 自動化測量系統三維掃描點云數據
由表3 的測量結果數據分析可知,最大誤差為-0.08mm,在系統最大允差要求范圍內。采用機械臂和人工手持掃描儀對同一塊量塊進行掃描,經過試驗后發現,兩種不同方式的掃描結果幾乎一致。由此可知,掃描儀作為系統主要采集單元,是系統誤差的主要來源,其測量準確度滿足要求。

表3 測量結果數據分析
3 結束語
本文針對當前商品過度包裝檢測面臨的問題,采用三維掃描技術,結合六自由度機械臂自動掃描技術,研究設計了自動化體積測量系統,通過對測量系統硬件部分和軟件功能的詳細闡述,并進行系統測量準確性的試驗驗證,試驗表明系統能夠滿足實際使用需求,可實現商品軟包裝和不規則物體體積的高精度測量,同時具備商品過度包裝智能化識別的功能,可以更準確、高效,實現測量過程自動化。自動化體積測量系統的建成能有效解決市場監管者在日常檢驗過程中遇到檢測數據難獲取、數據處理復雜、判定結果慢等問題,極大提高檢測人員工作效率和工作質量。通過改變傳統的測量方式,給檢測人員提供更多檢測方案選擇,同時也在保障廣大消費者利益、減少包裝材料浪費、節約資源保護環境等方面具備較大的經濟效益和社會效益。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
當代工人(2020年8期)2020-05-25 09:07:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
海峽科技與產業(2016年3期)2016-05-17 04:32:12
