不銹鋼管懸伸長度對車削顫振穩定性影響分析*
2024-01-03 02:31:10李和偉孫興偉楊赫然
機械工程與自動化 2023年6期
李和偉,梁 利,孫興偉,楊赫然
(1.沈陽工業大學 機械工程學院,遼寧 沈陽 110870;2.遼寧省復雜曲面數控制造技術重點實驗室,遼寧 沈陽 110870;3.沈陽工業大學 軟件學院,遼寧 沈陽 110870)
0 引言
細長不銹鋼管由于其質量輕、結構緊湊等特點,廣泛應用在航空、軍事等高精密領域,但細長結構件均存在長徑比大、剛性差的問題,在不銹鋼管切斷過程中,造成切削系統顫振,降低了不銹鋼管的切割斷面質量[1]。在車削加工過程中,切削顫振是影響車削系統穩定性的重要因素,而切削厚度發生變化會導致再生型顫振[2]。Chen等[3]根據細長結構件的特性,利用歐拉伯努利梁建立振動模型,分析了工件切削顫振的影響因素,并求解了工件在不同裝夾條件下切削加工穩定性極限的數值解。Petrakov等[4]使用奈奎斯特圖在時域和頻域中模擬切削過程,開發了一種預測車削顫振的新技術。魯燕等[5]揭示了工件長徑比和切削三要素對振動響應的影響規律。邵明輝等[6]研究了在不同車削參數下的車削振動情況。
本文基于車削再生理論,研究316L細長不銹鋼管懸伸長度對車削穩定性的影響,繪制車削顫振穩定性葉瓣圖,結合時域仿真法,驗證穩定性葉瓣圖預測的準確性。
1 細長不銹鋼管車削動力學分析
1.1 細長不銹鋼管車削動力學模型
細長管的軸向長度遠大于其徑向尺寸,因此細長管的剛度遠小于刀具系統剛度。假定刀具系統剛度足夠,建立的工件切斷加工再生型顫振系統動力學模型如圖1所示。
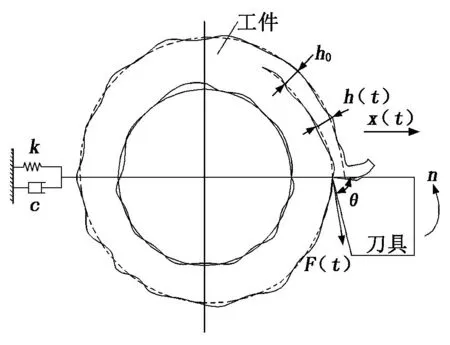
圖1 工件切斷加工再生型顫振系統動力學模型
圖1中,k為工件等效剛度,N/mm;c為等效阻尼,N·s/mm;n為刀具轉速,r/min;h0為理論切削厚度,mm;h(t)為動態切削厚度,mm;x(t)為工件振動位移,mm;F(t)為動態切削力,N;θ為切削角度。
(1)
其中:m為工件的等效質量,kg。
動態切削力F(t)可表示為:
F(t)=kfbh(t).
(2)
其中:kf為切削剛度系數,N/mm2;b為切削寬度,mm。
工件上一轉的振動位移與本次的振動位移存在差值,切削厚度h(t)將隨時間不斷發生變化,進而影響切削力F(t)的變化,不斷變化的切削厚度h(t)可表示為:
h(t)=h0-[x(t)-x(t-T)].
(3)
其中:h0為理論切削厚度,mm;T為刀具繞工件旋轉一周的時間,s。
聯立以上公式并整理,可得系統切削顫振方程為:
(4)
1.2 車削過程的穩定性預測分析
對式(3)、式(4)進行拉普拉斯變換可得:
h(s)=h0+(e-sT-1)x(s).
(5)
x(s)=Φ(s)F(s)=Φ(s)·kfbh(s).
(6)

結合式(5)與式(6),可得切削厚度系統的閉環傳遞函數:
(7)
式(7)中,分母為閉環傳遞函數的特征方程,傳遞函數的穩定性取決于其特征方程的根s=σ+jω,由Nyquist穩定判據可知,當特征根s的實部σ=0時,切削顫振系統處于臨界穩定狀態。將特征根s=jω代入特征方程,并結合歐拉公式整理可得:
(8)
其中:λ=ω/ωn,ω為切削振動系統的顫振頻率。
將刀具轉速n=60/T代入式(8),并解該方程組,整理可得刀具轉速n及極限切削寬度blim的表達式為:
(9)

(10)
式(9)中,i=1,2,3,…。根據式(9)和式(10)即可繪制出車削系統穩定性葉瓣圖,預測切削系統的穩定性。
2 車削顫振系統穩定性極限分析
2.1 車削顫振系統穩定性極限預測
在細長不銹鋼管的車削動力學參數中,切削剛度系數kf=350 N/mm,阻尼比ζ=0.015,切削角度θ=80°,設置工件的模態參數如表1所示。
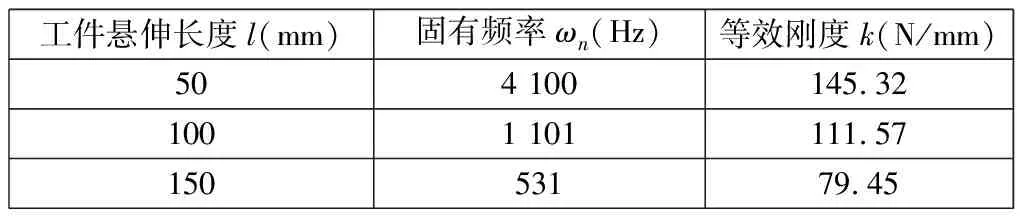
表1 工件的模態參數
將車削動力學參數代入式(9)、式(10),利用MATLAB編寫程序繪制的葉瓣圖如圖2所示。由圖2可見,隨著懸伸長度l增大,穩定性極限切削寬度值blim減小。
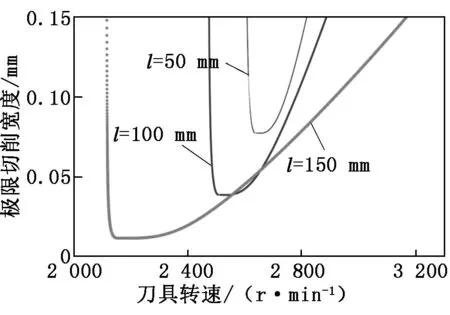
圖2 隨工件懸伸長度變化的車削系統穩定性葉瓣圖
2.2 車削顫振時域仿真
利用MATLAB中的Simulink模塊搭建車削時域仿真平臺,如圖3所示。
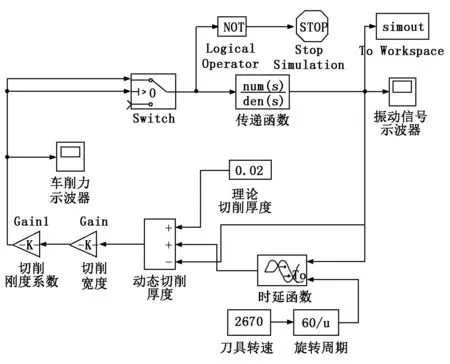
圖3 車削時域仿真平臺的搭建
結合切削顫振穩定性葉瓣圖,在刀具轉速為2 670 r/min時,選取切削寬度在0.05 mm~0.08 mm之間的6點基于搭建的仿真平臺進行分析,得到工件不同懸伸長度下的時域仿真結果,如表2所示。

表2 工件不同懸伸長度的時域仿真結果
以表2的切削寬度數值作為時域仿真的輸入,得到懸伸長度為150 mm時隨時間變化的振動信號,如圖4所示。由圖4可知:當切削寬度在切削顫振穩定性葉瓣圖耳垂線以下的區域時,振動信號經衰減后變得收斂,趨于平衡狀態;當切削寬度在切削顫振穩定性葉瓣圖耳垂線處的區域時,振動信號以較小的幅值發生振動,系統處于臨界穩定狀態;當切削寬度在切削顫振穩定性葉瓣圖耳垂線以上的區域時,振動信號發散,系統產生振動。通過時域仿真與穩定性葉瓣圖預測曲線對比,驗證了細長管車削顫振穩定性預測模型的可靠性。
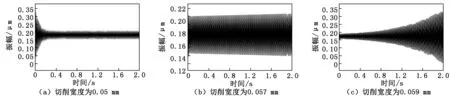
圖4 懸伸長度為150 mm、不同切削寬度時的振動信號
由表2可以發現:當工件懸伸長度越長時,系統穩定對應的切削寬度越小,越容易發生振動。將切削寬度為0.08 mm、3種懸伸長度分別輸入時域仿真平臺中,得出切削寬度為0.08 mm的振動信號,如圖5所示。由圖5可知:在同一切削寬度條件下,工件懸伸長度越長,其振動信號的幅度變化越大,可見工件懸伸長度越大的切削系統穩定性越差。
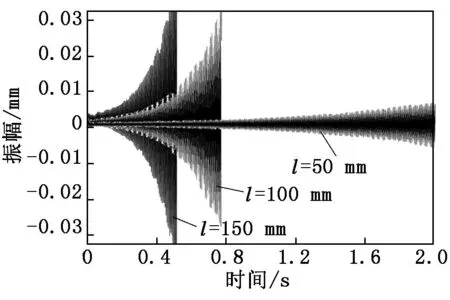
圖5 切削寬度為0.08 mm、不同懸伸長度時的振動信號
3 結論
針對細長不銹鋼管的結構特點,建立切削顫振系統的數學模型,在此基礎上,通過編寫程序繪制切削顫振系統穩定性葉瓣圖,預測切削工藝參數對切削系統穩定性的影響。搭建時域仿真平臺進一步分析工件不同懸伸長度對切削系統穩定性的影響,并驗證切削顫振系統穩定性葉瓣圖的可靠性。采用時域仿真方法,結合穩定性葉瓣圖可知,細長不銹鋼管在加工過程的懸伸長度越短,極限切削寬度值越大,越有利于切削系統平穩加工。本文研究可為細長不銹鋼管切削工藝參數的選取提供理論指導。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
艦船科學技術(2022年8期)2022-06-05 07:36:28
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40