凸緣防塵罩多個(gè)不同邊距沖孔工藝及模具設(shè)計(jì)
2024-01-05 11:36:12邱庚龍
模具工業(yè) 2023年12期
關(guān)鍵詞:活動(dòng)
邱庚龍
(江鈴底盤股份有限公司,江西 撫州 344000)
0 引言
汽車驅(qū)動(dòng)橋是傳遞牽引力、制動(dòng)力及相應(yīng)反作用力矩的零件,需要安裝凸緣防塵罩,而凸緣防塵罩是安裝在汽車驅(qū)動(dòng)后橋制動(dòng)輪轂內(nèi)緊貼軸承油封的盤形零件,其主要作用是防止灰塵等異物進(jìn)入軸承油封內(nèi),起保護(hù)油封、軸承正常工作和延長(zhǎng)使用壽命的作用。
1 零件沖壓工藝分析
凸緣防塵罩是汽車驅(qū)動(dòng)后橋總成中常用零件之一,某車型后橋凸緣防塵罩是采用板厚1.0 mm 的ST14 冷軋板經(jīng)沖壓加工制成,其結(jié)構(gòu)和主要尺寸如圖1所示。
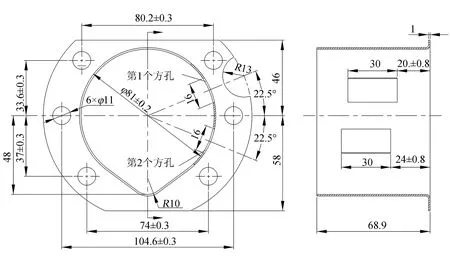
圖1 凸緣防塵罩
從技術(shù)及裝配工藝等方面看,凸緣防塵罩2 個(gè)方孔尺寸均為30 mm×16 mm,但2 個(gè)方孔到零件凸緣邊距分別為(20±0.8)、(24±0.8)mm,相差4 mm,且2個(gè)方孔夾角為45°,零件在下料、落料-沖孔、第1次拉深、第2 次拉深、第3 次拉深、切邊-沖孔各工序后可采用斜楔式同時(shí)側(cè)沖多孔工藝或單工序分二次沖孔工藝來保證成形方孔到零件凸緣邊距。若采用斜楔式同時(shí)側(cè)沖多孔工藝,模具結(jié)構(gòu)復(fù)雜,制造周期長(zhǎng),且零件2 個(gè)方孔在同一個(gè)方向致使模具單邊受力而縮短了模具使用壽命;若采用單工序分二次沖孔工藝,生產(chǎn)效率低,生產(chǎn)成本高,因此均不適用于此零件大批量生產(chǎn)。通過對(duì)該零件結(jié)構(gòu)及特性進(jìn)行分析,可以采取多個(gè)不同邊距沖孔的方式進(jìn)行沖孔。
2 模具結(jié)構(gòu)及工作過程
經(jīng)過工藝分析,設(shè)計(jì)凸緣防塵罩沖多個(gè)不同邊距孔的模具結(jié)構(gòu)如圖2 所示,該模具安裝在JB21-63壓力機(jī)上使用,其模具裝配如下。
(1)凸模6 通過過盈配合裝在凸模固定板5 中,從上端面通過螺釘與上墊板4 連接,模柄1 通過過盈配合裝在上模座2 的模柄孔中,導(dǎo)套3 通過過盈配合裝在上模座2 兩邊的導(dǎo)套孔中,上模座2、上墊板4 通過螺釘及定位銷與凸模固定板5 連接,卸料橡膠7預(yù)壓縮裝在凸模6上,卸料板8通過卸料螺釘與卸料橡膠7、凸模固定板5、上墊板4、上模座2 活動(dòng)連接。
(2)凹模11 通過過盈配合裝在凹模固定板16中,從側(cè)邊通過螺釘與凹模拉板10 連接,導(dǎo)套22 通過過盈配合裝在活動(dòng)桿支座21的導(dǎo)套孔中,凹模固定板16 和活動(dòng)桿支座21 通過過盈配合裝在下模固定板19各對(duì)應(yīng)的孔中,并分別從下端面通過螺釘與下模座20 連接,4 根限位彈簧14 預(yù)壓縮裝在凹模固定板16 各對(duì)應(yīng)的限位孔中,限位板15 通過間隙配合套在凹模11 上,并通過卸料螺釘與限位彈簧14、凹模固定板16、凹模拉板10活動(dòng)連接。
(3)防錯(cuò)銷9 通過過盈配合裝在活動(dòng)桿13 的防錯(cuò)銷孔中,2 個(gè)定位銷17 通過過盈配合裝在活動(dòng)桿13 的各定位銷孔中,2 個(gè)定位齒23 通過螺釘及定位銷裝在活動(dòng)桿支座21 前、后面上,活動(dòng)桿13 通過間隙配合套在導(dǎo)套22 的孔中,旋轉(zhuǎn)定位盤24 通過過盈配合裝在活動(dòng)桿13的固定凸臺(tái)上,并從側(cè)邊通過螺釘與活動(dòng)桿13連接。
(4)導(dǎo)柱12 通過過盈配合裝在下模座20 兩邊的導(dǎo)柱孔中,下模座20通過螺釘及定位銷與下模固定板19 連接,支撐座18 通過螺釘與下模固定板19、下模座20連接。
模具工作過程如下。
(1)將汽車驅(qū)動(dòng)橋凸緣防塵罩沖多個(gè)不同邊距孔模具旋轉(zhuǎn)90°(即旋轉(zhuǎn)定位盤24反面朝向操作者,方便操作者旋轉(zhuǎn)和按住旋轉(zhuǎn)定位盤24)裝在630 kN的壓力機(jī)上。
(2)圖3 所示為活動(dòng)桿結(jié)構(gòu),圖4 所示為旋轉(zhuǎn)定位盤結(jié)構(gòu)。用手拖著旋轉(zhuǎn)定位盤24 將活動(dòng)桿13 向后拉出,再將下料、落料-沖孔、第1次拉深、第2次拉深、第3 次拉深、切邊-沖孔工序后的預(yù)制凸緣防塵罩放置在活動(dòng)桿13 的定位面上,并用定位銷17 確定零件2 個(gè)內(nèi)孔,用防錯(cuò)銷9 進(jìn)行防錯(cuò)(即用零件R13 mm的半圓缺口防錯(cuò))。
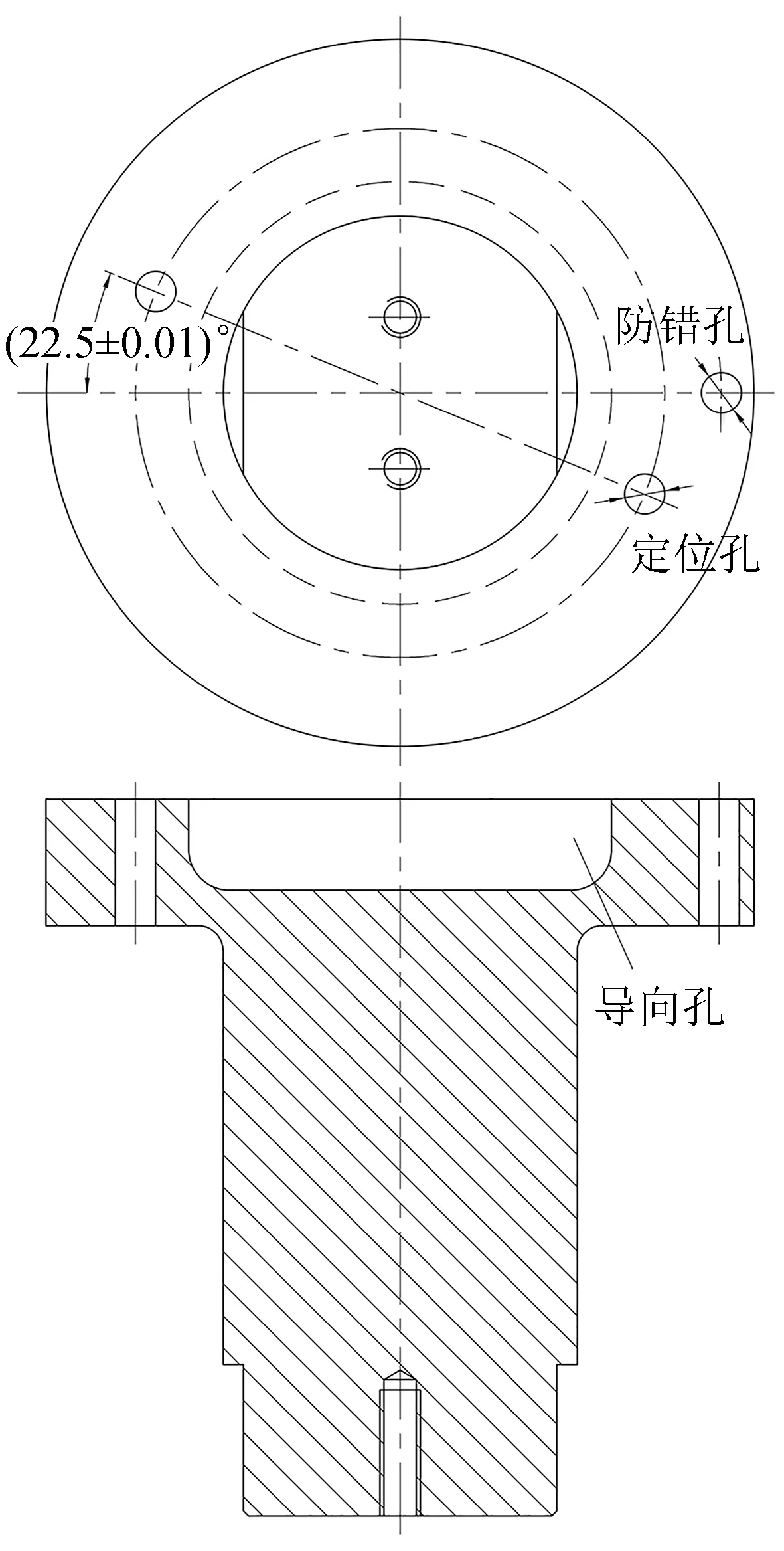
圖3 活動(dòng)桿結(jié)構(gòu)
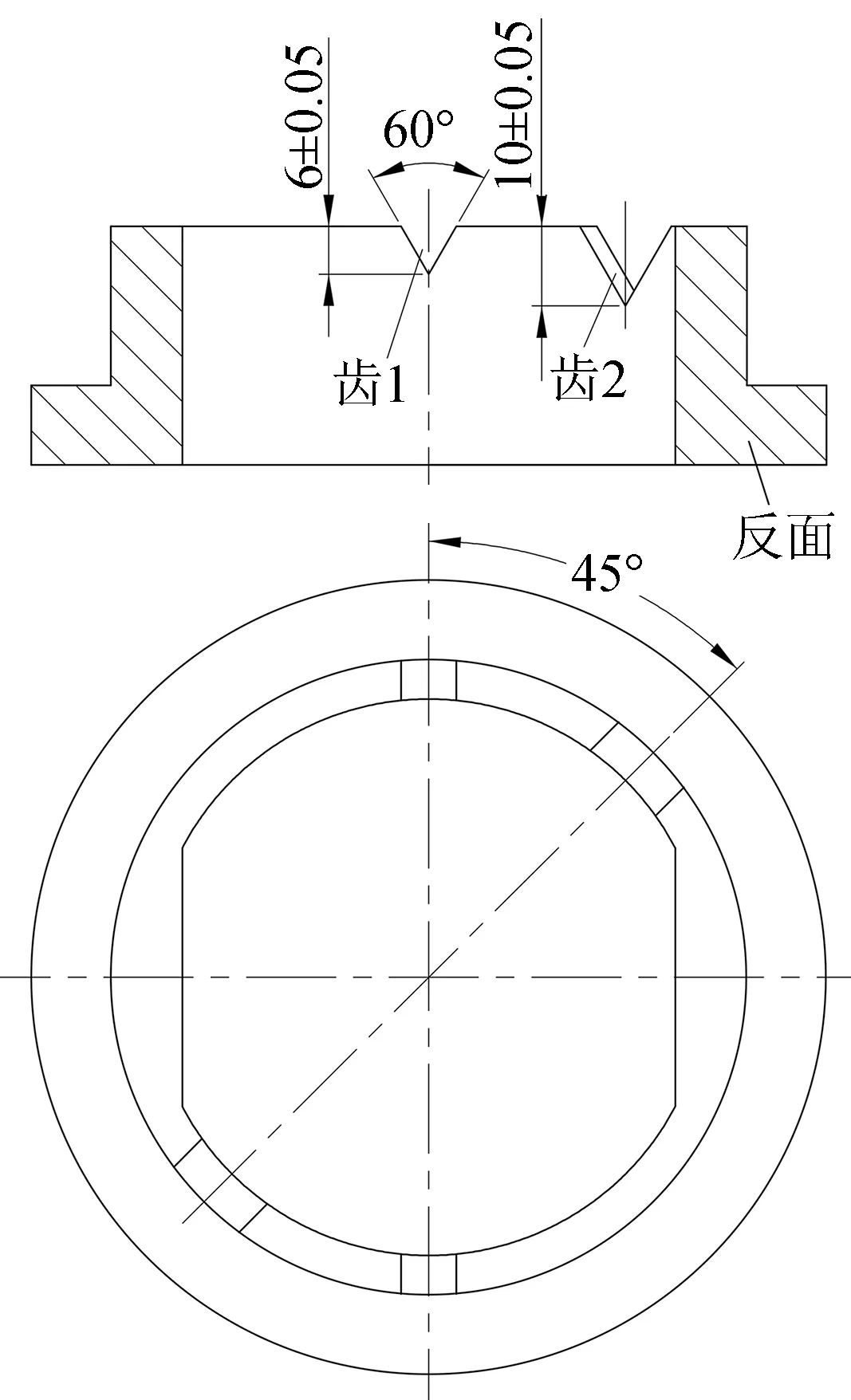
圖4 旋轉(zhuǎn)定位盤結(jié)構(gòu)
(3)用手拖著旋轉(zhuǎn)定位盤24 將活動(dòng)桿13 向前推,使活動(dòng)桿13上已定好位的零件內(nèi)孔導(dǎo)入到凹模11 中,并使旋轉(zhuǎn)定位盤24 上的2 個(gè)“齒1”與兩邊定位齒23的“V”形齒完全吻合后用手按住旋轉(zhuǎn)定位盤24,防止沖孔過程中旋轉(zhuǎn)定位盤24向后竄動(dòng)而影響零件孔邊距,而限位板15 在限位彈簧14 的推力作用下將零件凸緣端面與活動(dòng)桿13的定位面緊貼,定位齒結(jié)構(gòu)如圖5所示。
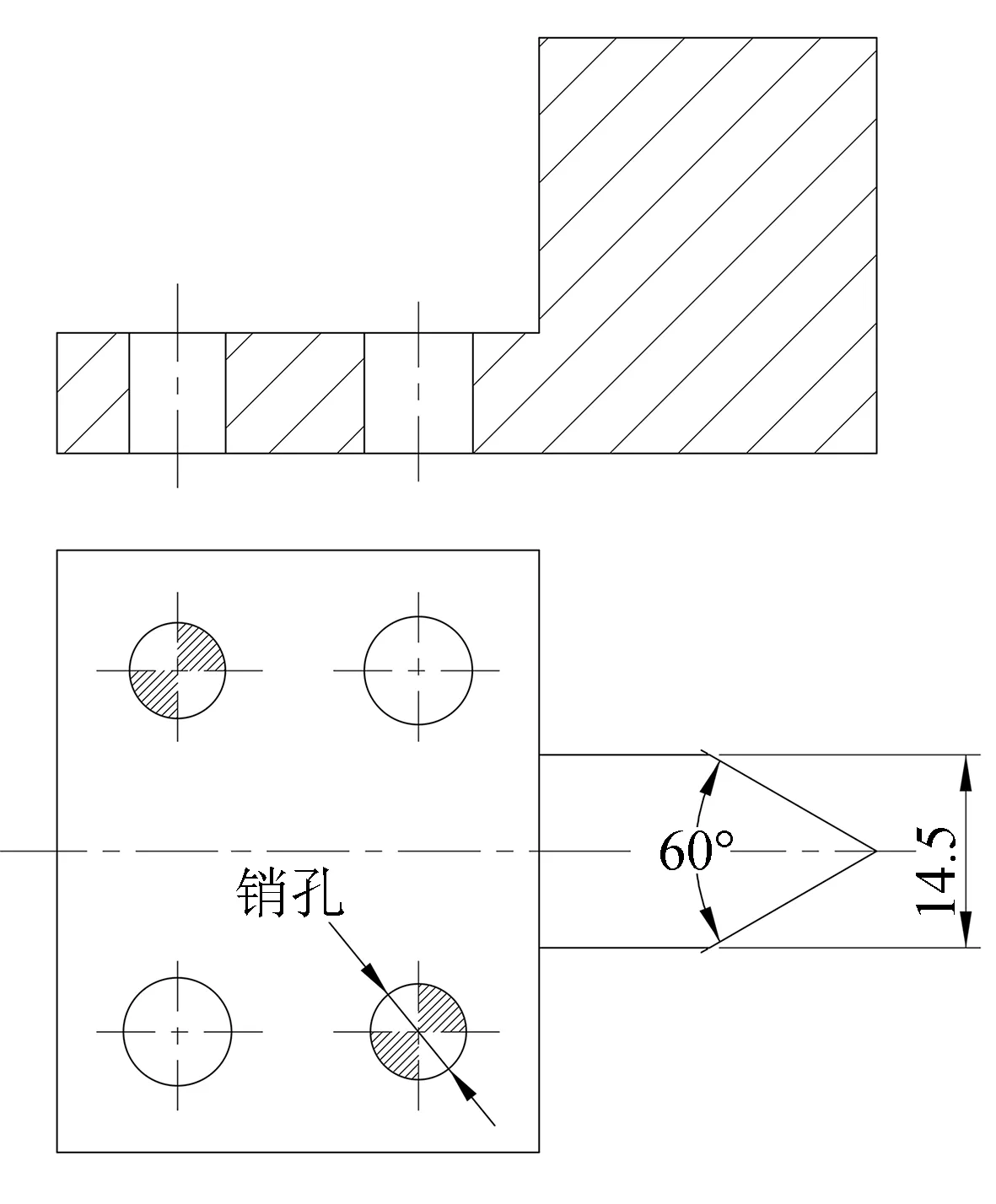
圖5 定位齒結(jié)構(gòu)
(4)開動(dòng)壓力機(jī),上模座2隨機(jī)床上工作臺(tái)向下運(yùn)行,卸料板8 在卸料橡膠7 的壓力作用下與凹模11 先壓緊零件,然后隨著凸模6 繼續(xù)向下運(yùn)動(dòng)與凹模11完成零件第1個(gè)方孔的加工。
(5)零件第1個(gè)方孔加工完成后,壓力機(jī)上滑塊帶動(dòng)模具的上半部分回位,卸料板8 在卸料橡膠7的作用力下卸出零件,沖孔廢料從下模和機(jī)床下工作臺(tái)漏出,然后用手拖著旋轉(zhuǎn)定位盤24向后拉出一小段距離(即零件內(nèi)孔不能脫離凹模11)并逆時(shí)針旋轉(zhuǎn)45°后,再向前推動(dòng)旋轉(zhuǎn)定位盤24 使旋轉(zhuǎn)定位盤24 上的2 個(gè)“齒2”與兩邊定位齒23 的“V”形齒完全吻合后,用手按住旋轉(zhuǎn)定位盤24(即旋轉(zhuǎn)定位盤24 從“齒1”旋轉(zhuǎn)到“齒2”,因旋轉(zhuǎn)定位盤24 旋轉(zhuǎn)了45°,而旋轉(zhuǎn)定位盤24 帶動(dòng)活動(dòng)桿13 旋轉(zhuǎn)了45°,活動(dòng)桿13 又帶動(dòng)零件在凹模11 上旋轉(zhuǎn)了45°,而旋轉(zhuǎn)定位盤24 上的“齒1”和“齒2”兩齒深度不一樣,所以沖出來的2 個(gè)方孔孔邊距也不一樣),限位板15在限位彈簧14 的推力作用下將零件端面與活動(dòng)桿13的定位面緊貼。
(6)開動(dòng)壓力機(jī),上模座2隨機(jī)床上工作臺(tái)向下運(yùn)行,卸料板8 在卸料橡膠7 的壓力作用下與凹模11 先壓緊零件,然后隨著凸模6 繼續(xù)向下運(yùn)動(dòng)與凹模11完成零件第2個(gè)方孔的加工。
(7)零件第2個(gè)方孔加工完成后,壓力機(jī)上滑塊帶動(dòng)模具的上半部分回位,然后用手拖著旋轉(zhuǎn)定位盤24 將活動(dòng)桿13 向后拉(即將零件內(nèi)孔脫離凹模11),并取出成形零件放置到物料箱中,沖孔廢料從下模和機(jī)床下工作臺(tái)漏出,完成2 個(gè)不同孔邊距的方孔沖裁。
3 模具設(shè)計(jì)要點(diǎn)
(1)下模部分設(shè)有活動(dòng)桿13、定位齒23 和旋轉(zhuǎn)定位盤24,而旋轉(zhuǎn)定位盤24 設(shè)有“V”形齒,兩齒夾角為零件兩方孔所要求的夾角(45°),兩“V”形齒深度的高度差為零件兩方孔到凸緣邊距之差(4 mm),零件固定在活動(dòng)桿13 上,這樣通過旋轉(zhuǎn)定位盤24和活動(dòng)桿13 帶動(dòng)零件在凹模11 中進(jìn)行旋轉(zhuǎn),通過定位齒23 和旋轉(zhuǎn)定位盤24 的“V”形齒精確定位來保證零件各方孔的夾角和方孔孔邊距,將零件沖出多個(gè)不同孔邊距的方孔。
(2)活動(dòng)桿13 與導(dǎo)套22 間隙配合的雙面間隙為0.12~0.14 mm,活動(dòng)桿13 上設(shè)有導(dǎo)向孔,沖裁時(shí)導(dǎo)入凹模11 右端面的外圓深度為15 mm,且活動(dòng)桿13的導(dǎo)向孔與凹模11的外圓間隙配合,雙面間隙為0.16~0.18 mm,保證了活動(dòng)桿13 的旋轉(zhuǎn)精度,從而保證零件的定位精度。此外,活動(dòng)桿13的導(dǎo)向孔在沖裁過程中又起到支撐凹模11的作用,提高凹模11的強(qiáng)度和延長(zhǎng)模具的使用壽命。
(3)下模部分設(shè)有支撐座18,活動(dòng)桿13 大外圓與支撐座18 的內(nèi)圓間隙配合,雙面間隙為0.13~0.15 mm,既保證了活動(dòng)桿13 能在支撐座18 內(nèi)圓中自由活動(dòng),又能在沖裁過程中起到支撐活動(dòng)桿13作用,而活動(dòng)桿13 又支撐凹模11,提高凹模11 的強(qiáng)度和延長(zhǎng)模具的使用壽命。
(4)限位板15 與凹模11 的外圓間隙配合,雙面間隙為0.18~0.20 mm,保證限位板15與凹模11的垂直度,則保證了限位板15 端面的精度,保證零件的成形質(zhì)量。
(5)活動(dòng)桿13 上設(shè)有一個(gè)防錯(cuò)銷9 進(jìn)行零件防錯(cuò)(即用零件R13 mm 的半圓缺口防錯(cuò)),可以防止因零件放錯(cuò)而報(bào)廢。
(6)凹模11 選用模具材料Cr12MoV1,淬火硬度為56~58 HRC。
(7)凹模11、活動(dòng)桿13 和旋轉(zhuǎn)定位盤24 均設(shè)有防轉(zhuǎn)零件,防止各零件轉(zhuǎn)動(dòng)而影響模具精度和零件質(zhì)量。
4 結(jié)束語
經(jīng)實(shí)際生產(chǎn)證明,此加工工藝結(jié)合沖多個(gè)不同邊距孔的沖孔模應(yīng)用,可保證零件各尺寸和使用性能均達(dá)到要求,加工工藝合理,模具結(jié)構(gòu)簡(jiǎn)單,保證模具成形質(zhì)量穩(wěn)定,降低了生產(chǎn)成本。該沖孔模易于加工,實(shí)用性及推廣性較強(qiáng),對(duì)類似零件的工藝及模具結(jié)構(gòu)設(shè)計(jì)具有參考價(jià)值。
猜你喜歡
齊魯師范學(xué)院學(xué)報(bào)(2022年5期)2022-10-13 10:04:18
少先隊(duì)活動(dòng)(2022年5期)2022-06-06 03:45:04
家庭科學(xué)·新健康(2022年3期)2022-05-10 00:32:13
天津音樂學(xué)院學(xué)報(bào)(2021年4期)2022-01-08 02:18:52
中老年保健(2021年2期)2021-08-22 07:31:10
少先隊(duì)活動(dòng)(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
海峽姐妹(2018年3期)2018-05-09 08:20:40
質(zhì)量與標(biāo)準(zhǔn)化(2015年8期)2015-07-18 11:11:08
質(zhì)量與標(biāo)準(zhǔn)化(2015年12期)2015-07-10 15:11:50
