汽車沖壓件外觀缺陷的解決方案
2024-01-05 12:52:36王翀陳建波陳曉楓廣汽乘用車有限公司
鍛造與沖壓 2023年24期
文/王翀,陳建波,陳曉楓·廣汽乘用車有限公司
本文介紹了汽車沖壓件在生產過程中最常見的外觀缺陷(麻點不良)以及該不良產生的原因,并詳細闡述了全流程的解決方案,包括源頭改善和源流控制兩個方面,從源頭上削減異物碎屑的發生幾率,從源流上防止異物被帶入模具型面,能夠快速有效地削減沖壓件麻點不良、降低生產成本,對如何提升汽車板沖壓車間的品質管理水平具有良好的借鑒作用。
隨著小汽車走進千家萬戶,市場對小汽車的需求持續旺盛,但消費者對汽車的要求也越來越高,另一方面造車新勢力如雨后春筍般不斷出現,整個汽車行業面臨的競爭越來越大,如何在激烈的競爭中脫穎而出,就需要各大汽車制造商進一步提高產品質量、降低制造成本。沖壓作為整車廠四大制造工藝之一,也要不斷提升自身的產品質量。汽車沖壓板件在生產過程中最常見的外觀缺陷就是麻點不良,常常造成零件品質下降,導致返修工作量大、員工勞動負荷較高,曾長期困擾著汽車板沖壓行業。隨著涂裝車間使用更為環保的水性漆,水性油漆的覆蓋遮蔽能力偏弱,車身品質對麻點不良大小的要求越來越高,如何有效削減沖壓零件麻點不良率,快速提升沖壓零件質量顯得越來越迫切。
麻點不良的產生原因
麻點不良的產生機理
汽車的側圍、門板、發動機蓋板等金屬零件,是通過模具把一張平整的鋼板坯料歷經拉延成形、修邊切料、整形、沖孔等工序后,得到最終的零件成品,鋼板坯料在沖壓過程中,鋼坯與模具型面是貼緊在一起的,如果兩者之間有異物碎屑時,沖壓成形后零件表面就會壓出凸點或凹點,如圖1 所示,一般稱這種外觀缺陷為麻點不良。
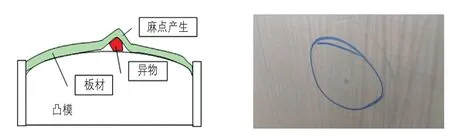
圖1 麻點不良的產生機理
異物的來源
在生產過程中沖壓零件出現麻點不良時,把異物收集起來,利用電子放大鏡觀察異物表面的形態、顏色等,有條件時做化學成分分析,快速準確地確定異物的具體物質。
經過系統性分析和歸類,異物的來源有以下幾個方面,包括鋼板坯料(毛刺鐵屑、皮帶屑等)、清洗機(粉塵、皮帶屑等)、機器人(粉塵、油污等)、端拾器(團狀毛屑、粉塵)、模具(鐵屑、粉塵、油污等)、車間角落(團狀毛屑、粉塵等)。把收集到的異物整理歸類,編制形成數據庫,方便后續生產出現異常時查找對比,快速鎖定異物來源。
沖壓廠要有效、快速地解決沖壓零件麻點不良的問題,就要從源頭上杜絕各個環節產生異物,在源流上防止異物被帶入到模具型面。
削減麻點不良的有效對策
本次改善項目包括落料工序、清洗工序、搬運工序、模具沖壓等環節,提升全流程各個工序的潔凈度水平,防止鋼板坯料和模具型面出現異物,生產出高品質沖壓零件。
落料工序改善
重點管理項目是控制刃口毛刺大小,以及防止鋼板坯料在傳送過程中刮擦皮帶產生皮帶屑。
⑴建立刃口毛刺標準,標準值≤0.1mm;測量工具:平口千分尺;重點測量位置:刃口交接處,如圖2 所示,通過調整刃口間隙和保證刃口表面粗糙度,嚴格按標準要求管理毛刺大小。
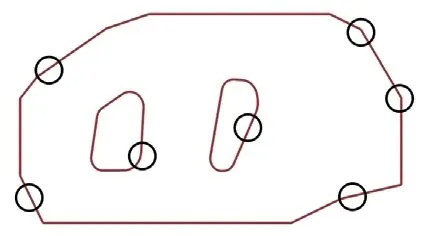
圖2 側圍鋼板坯料毛刺重點管理位置
⑵在傳送皮帶機構增加頂起裝置,防止鋼板坯料流經皮帶交接處時,刮擦皮帶從而產生皮帶碎屑,如圖3 所示。
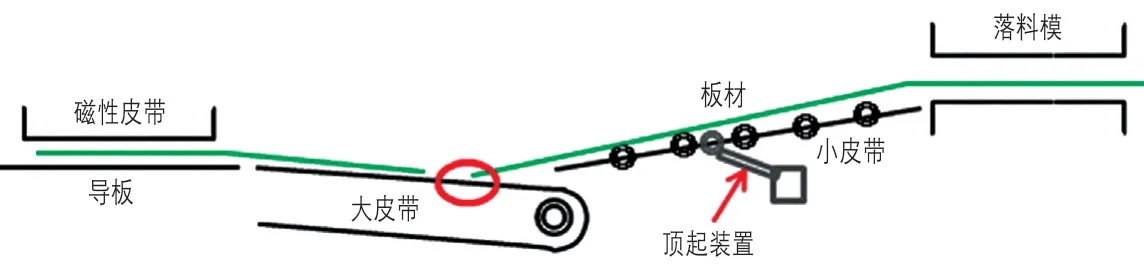
圖3 在小皮帶處增加頂起裝置
鋼坯清洗工序改善
⑴建立清洗機清洗能力評價標準,詳見表1,定期做清洗能力測試,確保清洗機正常工作,能力滿足生產需求。
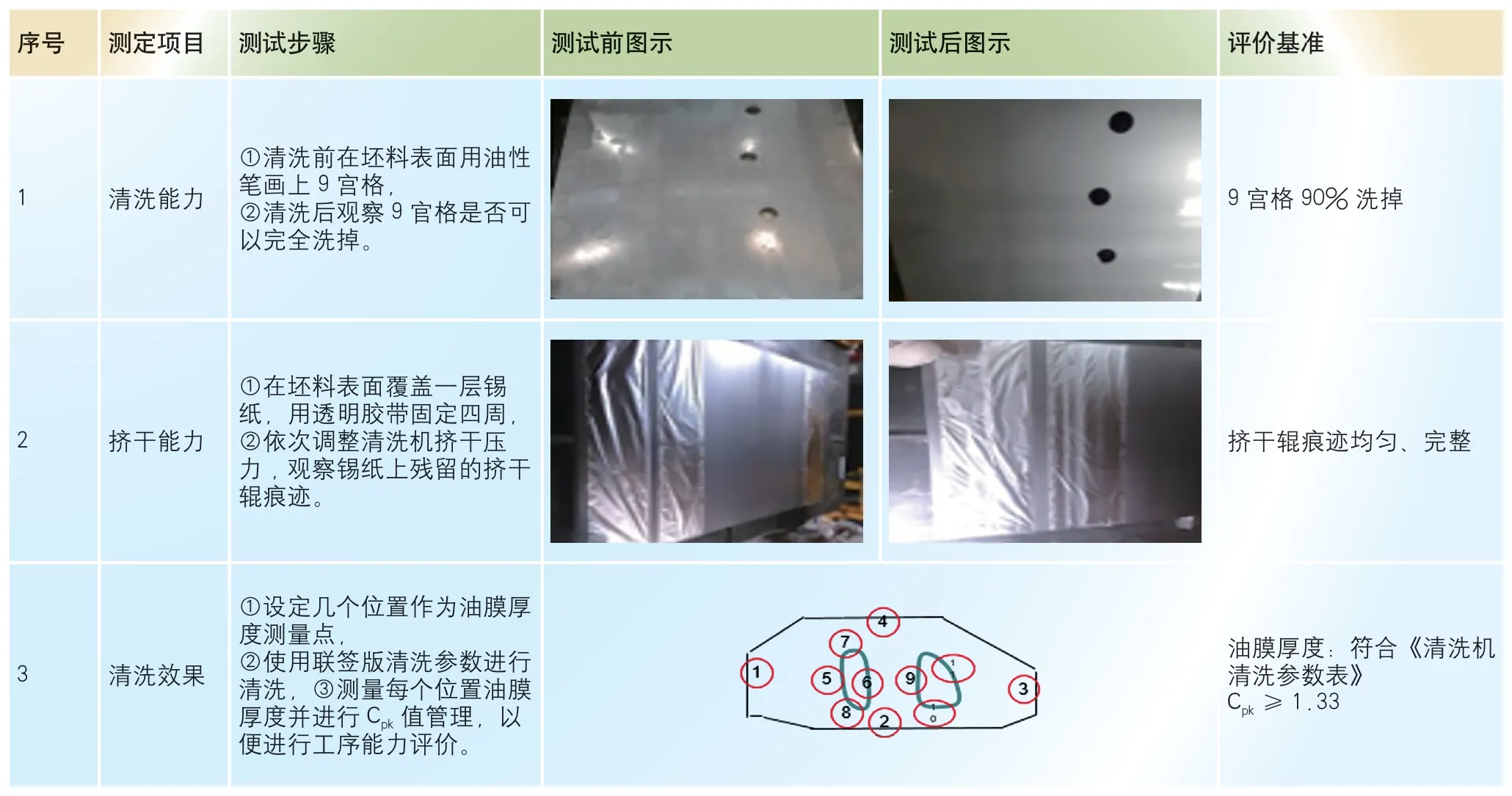
表1 清洗能力評價標準
⑵在線首的清洗機兩段皮帶交接處增加導輪,如圖4 所示,有效防止鋼板坯料傳送過程中刮擦皮帶,從而防止產生皮帶碎屑。
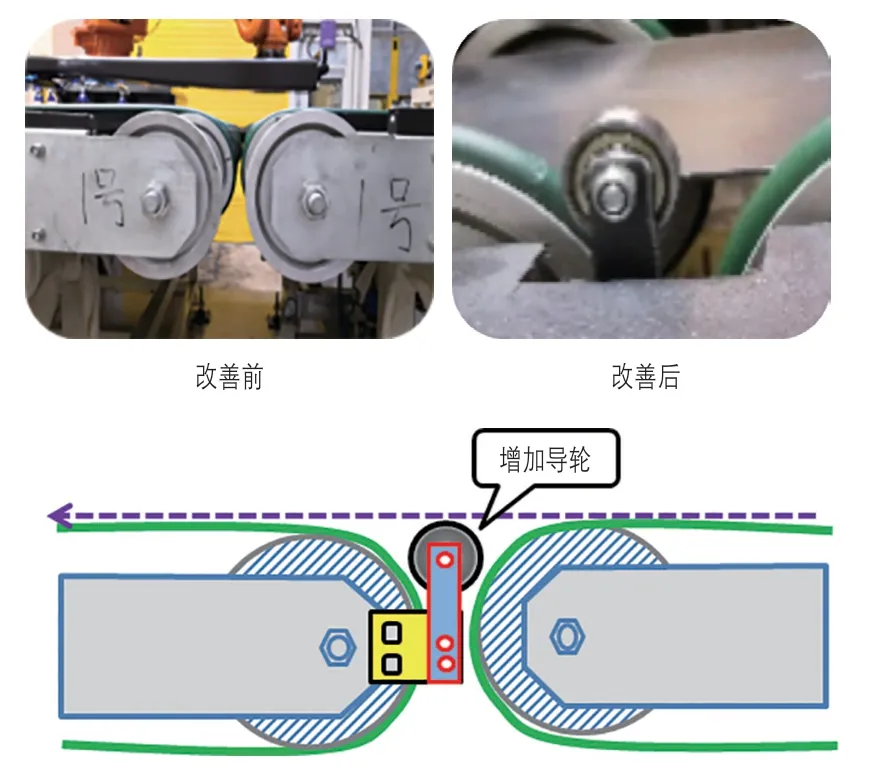
圖4 皮帶過渡處增加導輪
機器人搬運工序改善
端拾器的支架、吸盤等部件在工作時直接接觸到鋼板坯料,所以對其潔凈度要求很高,如果車間管理日常清潔保養不到位,端拾器的支架、吸盤等部件就會經常堆積異物,如圖5 所示,聯動生產過程中把異物掉落在鋼板坯料上,導致沖壓后的零件出現麻點不良。
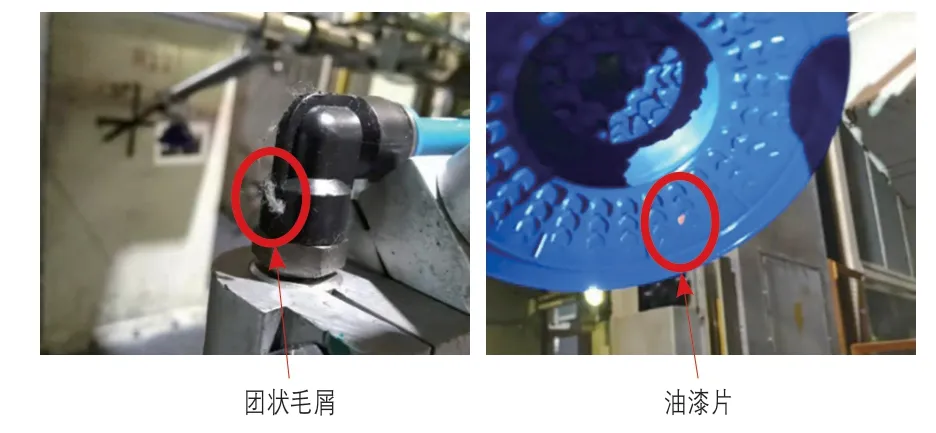
圖5 端拾器部件異物
改善對策:建立端拾器潔凈度標準管理制度,詳見表2,由固定責任人保養清潔,確保端拾器潔凈度維持在標準范圍內。
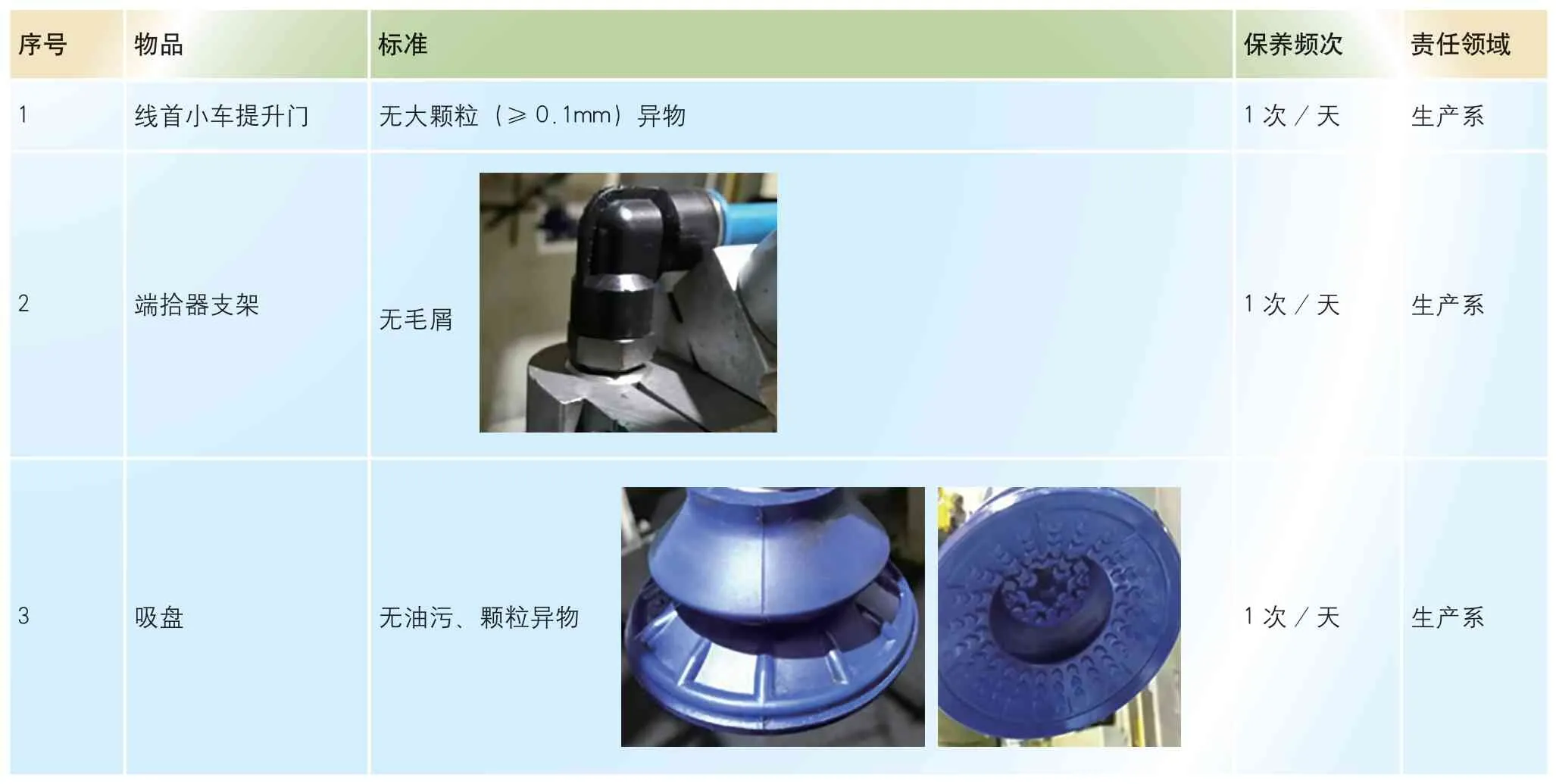
表2 端拾器部件潔凈度保養標準
拉延模具潔凈度改善
模具的異物來源分為兩大類,第一類是OP10 模具型面拉傷導致鋼板坯料表面拉毛產生鐵屑,第二類是模具本體的油污粉塵堆積后掉落到模具型面。
⑴OP10 模具拉延筋管理,模具鍍鉻前,型面達到鏡面效果,表面無拉傷、氣孔、裂痕等缺陷,硬度控制在40 ~45HRC;鍍鉻后表面硬度在60 ~65HRC。通過專項管理,能確保生產過程中不會發生由于模具表面的缺陷問題導致零件拉傷,從而有效防止產生鐵屑。
⑵為了防止模具本體堆積異物,需要對存儲環節做專門管理。OP10 模具必須存放在第一層,防止其他工序模具的異物掉落在上面;同時定期對OP10 模具進行清潔保養,頻次是1 次/5000 沖次,重點管理項目是對型面、上空腔、壓邊圈等部位做清潔,保養完成后在壓邊圈的側面涂上黃油。
⑶除了在源頭上減少異物的產生,同時想辦法在異物流動環節上加以阻止,例如防止上空腔的異物跑到工作型面。為此,通過深入研究OP10 模具開合過程中氣流對模具型面潔凈度的影響,發現當模具閉合時,型面的空氣排空,如圖6 所示;當模具打開時,型面瞬間形成負壓,這時候通氣孔會快速、大量從上模空腔倒吸空氣,如圖7 所示,從而把上空腔細小的毛屑、粉塵吸入模具型面,長期重復動作下,模具型面就會堆積出異物。
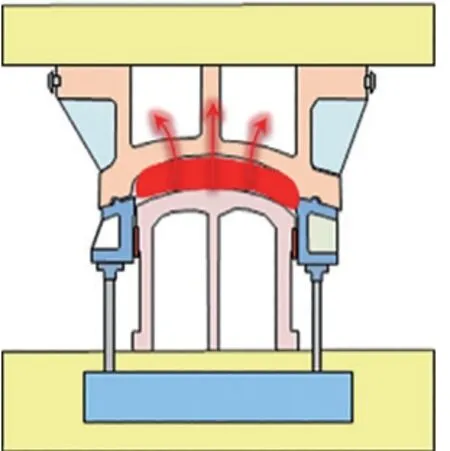
圖6 模具排氣
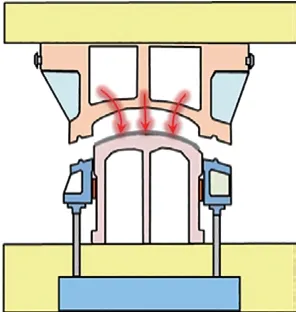
圖7 模具吸氣
改善對策:在OP10 模具通氣孔上增加了氣流過濾裝置,采用金屬彎管+海綿的過濾裝置,如圖8所示,能有效地防止上空腔的異物倒吸進模具的工作型面。
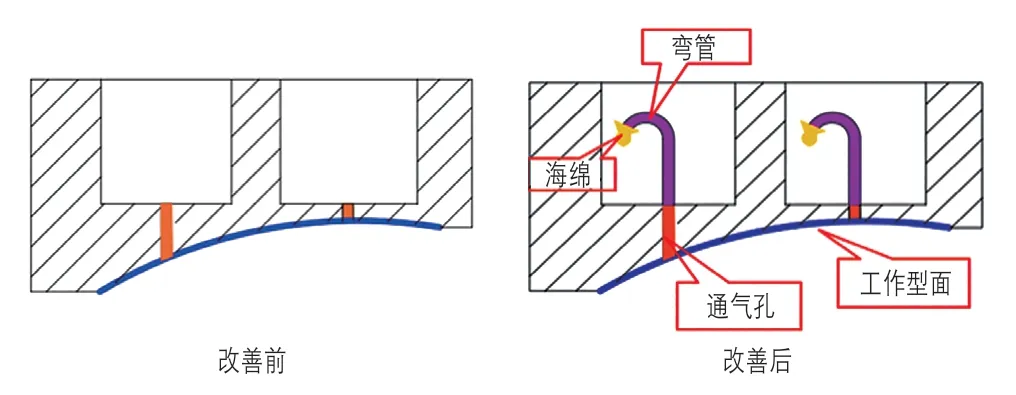
圖8 通氣孔上增加過濾裝置
消除模具刃口鐵屑
在生產過程中,經常在修邊工序發現條狀鐵屑,如圖9 所示。這種長條狀的鐵屑,是由于上模修邊刀與下模廢料刀重切造成的,其原因是上模刀把鋼板刺破后,下模廢料刀的刀尖位置太靠上,對鋼板廢料二次剪切從而產生鐵屑,如圖10 所示。

圖9 刃口條狀鐵屑
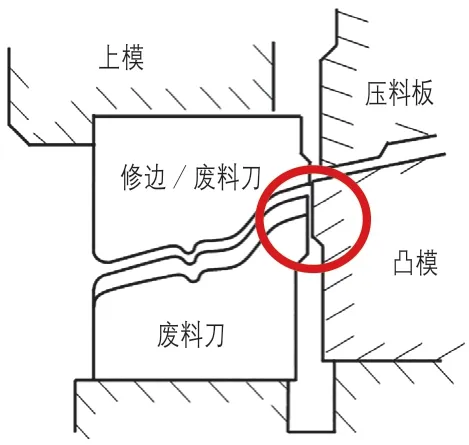
圖10 上模刀與下模刀重切
解決方案:⑴下模廢料刀高出上模修邊刀4mm。⑵廢料刀背做負角處理,廢料刀的刀刃先于刀背接觸鋼板,刀尖首先刺破鋼板。⑶上模高刀刃入量6mm,上模低刀刃入量4mm,高低刃口的高度差控制在4mm,如圖11 所示。⑷刃口間隙值調整:理想間隙是鋼板坯料厚度的5%~10%。⑸刃口表面粗糙度管理基準:刃口光順,無拉毛、擦黑、崩損現象,每5000 沖次點檢保養一次。
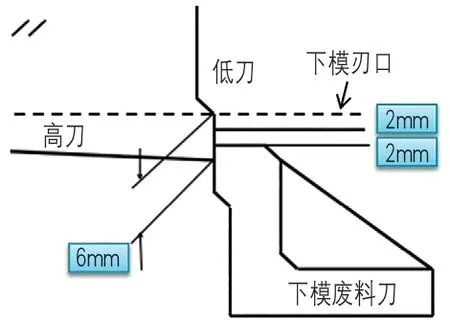
圖11 刃口高度調整
通過調整刃口高度和維持刃口良品條件,可以避免廢料刃口重切或者扯斷鋼板坯料的問題,先在試模機單機確認合格后,再安排模具上壓力機生產,確認沖壓生產過程無鐵屑產生,如圖12 所示。

圖12 刃口無鐵屑
減少模具型面與鋼板坯料接觸面積
通過上述改善對策的開展實施,整個生產環節的潔凈度得到很大改善,沖壓零件的麻點不良率已經從5.5%下降到1.2%,要想進一步削減麻點不良率,就要從預防環節再做改善。既然不能把生產環節的異物全部消除,那能不能減少模具型面與鋼板坯料接觸面積?即使出現異物,只要把異物“藏”起來,就能減少零件表面被異物壓出麻點的幾率,為此,我們研究在保證正常成形狀態下,如何減少成形過程中模具型面與鋼板坯料的接觸面積。如果能在模具型面增加藏屑孔/槽,當有異物飄進模具型面時,異物剛好落入藏屑孔/槽里面,如圖13 所示,就可以有效防止沖壓零件被壓出麻點。
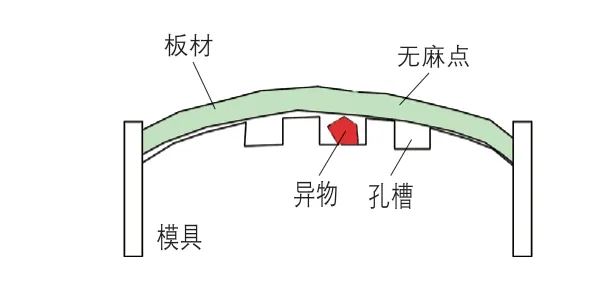
圖13 異物落入孔/槽
⑴經過研究和測試,不是所有的模具型面都可以制作藏屑孔/槽,否則在拉延成形過程中引發其他品質問題,模具型面要增加孔/槽,原則上必須滿足以下三個條件:1)待加工孔/槽區域與型面R 角的距離要大于20mm,避免拉延過程中鋼板坯料流動產生變形,導致成品零件面品不良。2)待加工孔/槽區域的曲率半徑大于R500mm。3)待加工孔/槽區域不能是壓料的強壓受力面,防止零件表面被壓出凹凸點。
⑵藏屑孔/槽的機加工方案。1)依據上述原則,先初步確定模具型面的孔/槽待加工區域,如圖14所示,最終加工區域還要根據實際使用工況調整。2)使用藍光設備掃描模具實物型面數據,與3D 數模進行數據對比,差異值必須小于0.05mm,確保走刀沒有干涉。3)設置核心加工參數,編寫機加工程序,此處需要特別注意的是,為了減少機加工孔/槽邊緣對零件品質的影響,在距離邊界15mm 處做漸變處理,機加工孔/槽呈漸變變淺至消失的狀態。4)上機床加工處理,先試加工邊緣一處面積,確認加工質量合格后,繼續把剩下的位置全部加工完成,最后得到完整的加工效果,如圖15 所示。5)機加工完成后,使用高壓氣槍把孔/槽的異物清潔干凈,再使用專用的砂紙和合金銼刀對孔/槽表面進行精細拋光。
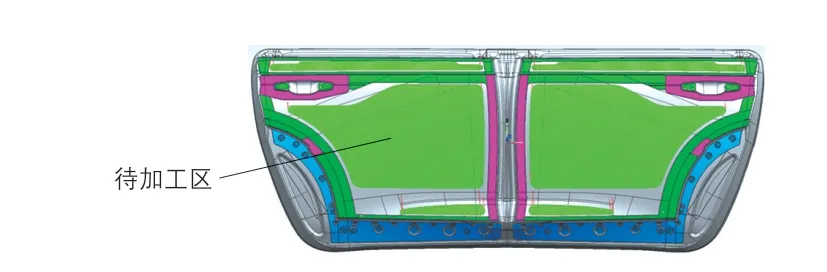
圖14 模具型面待加工區域

圖15 模具型面的藏屑孔
批量生產驗證及對策標準化
機加工好的模具安排上壓力機生產線試沖3000件,確認零件合格后,安排模具鍍鉻處理,確保量產穩定。通過實施上述改善措施,零件麻點品質不良大幅下降,零件不良率由5.5%下降為0.8%。隨著零件麻點不良率大幅下降,可以節省返工/返修工時、節省耗材和能源、減少故障停機、減少零件報廢等等,降低內作生產成本,同時還可以削減2 名操作工/每個班,綜合收益非常可觀,既提升了零件品質,又降低了生產成本。
經實踐驗證有效的措施,我們就要把這些措施形成標準化的管理辦法和管理要求,并且每天持之以恒地去做,否則一旦松懈下來,生產環節的潔凈度得不到維持和保證,零件麻點不良就很容易反反復復地發生。把潔凈度的管理要求以崗位作業標準書和良品條件的形式明確定義出來,能有效地約束各個崗位嚴格地加以執行,確保各個管理措施持續有效地開展。
結束語
本文通過深入分析沖壓件麻點不良發生的機理,總結出一套行之有效的解決方案,一是源頭改善:要從異物產生的源頭著手,最大限度的減少異物的產生,包括落料環節、清洗環節、端拾器搬送、沖壓拉延等各個工序。二是源流控制:例如在模具的通氣孔增加過濾裝置、在模具型面增加藏屑凹槽,防止異物的帶入導致沖壓件表面形成麻點不良。通過源頭改善和源流控制雙管齊下,就能有效、快速降低汽車沖壓件的麻點不良,提升產品質量,降低生產成本。