冷軋連續(xù)退火機(jī)組壓塊機(jī)工作原理及剪刃間隙調(diào)整方法
2024-01-07 13:45:14謝君
山西冶金 2023年11期
謝 君
(河鋼邯鋼集團(tuán)公司邯寶冷軋廠,河北 邯鄲 056003)
0 引言
壓塊機(jī)安裝在連續(xù)退火機(jī)組的出口段,主要用于將出口區(qū)域圓盤剪切除的板帶邊部廢料進(jìn)行收集并做壓塊處理。壓塊機(jī)將條狀廢料壓縮成大塊狀,方便廢料回爐熔化再利用。壓塊機(jī)是將圓盤剪切下的廢料直接通過廢料通道收集到壓塊機(jī)倉體內(nèi),收集到一定量后,剪切缸切斷廢料,推料液壓缸推動壓縮廢料成塊狀,然后卷簾門打開,將廢料推出壓塊機(jī)倉體[1]。壓塊機(jī)具有剪切速度快、效率高、結(jié)構(gòu)簡單等特點(diǎn),主要應(yīng)用于冷軋薄板生產(chǎn)機(jī)組。
某冷軋廠連續(xù)退火機(jī)組原料板帶為酸洗軋制的冷硬卷,板帶較厚(一般為0.6~2.5 mm)。實(shí)際生產(chǎn)中,壓塊機(jī)具有剪切力大、設(shè)備振動大、剪切頻繁(平均每喂料30 s 就剪切1 次)等特點(diǎn)。在生產(chǎn)中由于壓塊機(jī)剪刃頻繁出現(xiàn)故障,導(dǎo)致壓塊機(jī)無法正常運(yùn)轉(zhuǎn)板帶及無法正常切邊,連退線平均切邊計劃完成率只有70%左右,連退線每月平均切邊計劃在3 萬t 左右,無法切邊的板帶需要在后續(xù)的拉矯線切邊,如此導(dǎo)致每噸板帶的成本增加百余元。因此,急需根據(jù)生產(chǎn)實(shí)際對壓塊機(jī)剪刃進(jìn)行分析改進(jìn)。
1 壓塊機(jī)工作原理
連續(xù)退火機(jī)組中壓塊機(jī)安裝在平整機(jī)、圓盤剪之后,在圓盤剪的正下方地下一層房間內(nèi),用于將圓盤剪切下的板帶邊部廢料條收集壓縮成塊狀,再通過通道排出收集到廢料斗。圖1 為壓塊機(jī)的總體布置主視圖。生產(chǎn)線共安裝有2 套壓塊機(jī),分別為1 號壓塊機(jī)和2 號號壓塊機(jī),2 套壓塊機(jī)對稱布置在圓盤剪地下一層的房間內(nèi),1 號、2 號壓塊機(jī)對應(yīng)1 號、2 號喂料通道,其中1 號喂料通道收集生產(chǎn)線操作側(cè)圓盤剪刀頭切下的板帶邊部廢料條,2 號喂料通道收集生產(chǎn)線驅(qū)動側(cè)圓盤剪刀頭切下的板帶邊部廢料條,收集的廢料條通過1 號、2 號喂料通道分別進(jìn)入1 號、2 號壓塊機(jī)料倉內(nèi);2 個壓塊機(jī)壓縮好的廢料塊分別通過1號、2 號廢料排出通道運(yùn)輸?shù)降厣系膹U料斗內(nèi)。壓塊機(jī)本體包括喂料液壓缸、推料液壓缸、料倉、閘門、檢查門等,其中壓塊機(jī)的下剪刃安裝在喂料液壓缸的頭部平臺上,上剪刃安裝在壓塊機(jī)檢查門底部,喂料液壓缸缸桿推動下剪刃移動,上剪刃固定在壓塊機(jī)檢查門上不動,生產(chǎn)中壓塊機(jī)上下剪刃嚙合切斷廢料條。

圖1 壓塊機(jī)總體布置主視圖
壓塊機(jī)具體工作步驟依次為喂料、壓塊成型、廢料排出、各部件回原始位置。下面詳細(xì)介紹壓塊機(jī)工作原理。
1.1 喂料
廢料條進(jìn)入壓塊機(jī)示意圖如圖2 所示,圓盤剪切下的板帶兩側(cè)邊部廢料條分別通過1 號、2 號喂料通道落入1 號、2 號壓塊機(jī)料倉內(nèi)部。根據(jù)廢料條的寬度和厚度,經(jīng)過系統(tǒng)程序計算可以得出進(jìn)入壓塊機(jī)料倉內(nèi)廢料條的總重量,當(dāng)進(jìn)入壓塊機(jī)料倉內(nèi)的廢料條總重量達(dá)到系統(tǒng)設(shè)定的喂料重量時,喂料液壓缸開始向前移動喂料(見圖3),將廢料條壓縮進(jìn)推料液壓缸前的料倉,當(dāng)喂料液壓缸推出到達(dá)最大極限位置時,在喂料液壓缸頭部喂料塊上安裝的下剪刃與壓塊機(jī)檢查門上安裝的上剪刃嚙合將廢料條切斷,然后喂料液壓缸收回到原始位置,等待下一次喂料。喂料液壓缸上面設(shè)置有1 個整體護(hù)板,其在喂料過程中將廢料通道內(nèi)的廢料條拖住,與喂料液壓缸隔開,當(dāng)喂料液壓缸收回后,廢料通道內(nèi)的廢料條靠自重下沉到喂料液壓缸前的料倉內(nèi)積攢起來,等待下次喂料。

圖2 廢料條進(jìn)入壓塊機(jī)示意圖
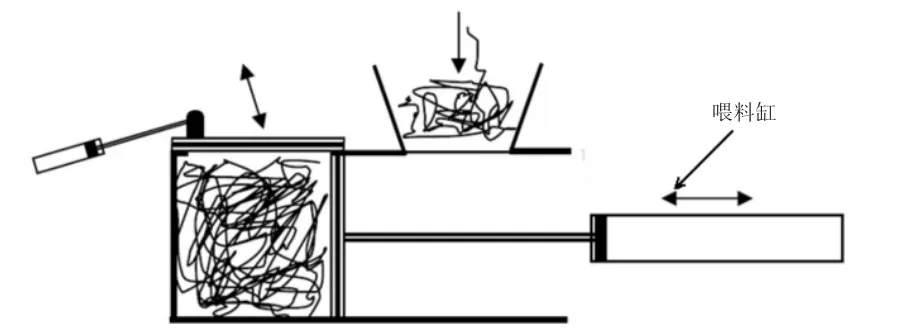
圖3 喂料液壓缸喂料示意圖
1.2 壓塊成型
推料液壓缸壓塊示意圖如圖4 所示,喂料缸不斷向推料缸前的廢料倉內(nèi)喂料,當(dāng)喂料重量達(dá)到設(shè)定壓塊重量時(具體重量根據(jù)廢料條的寬度和厚度經(jīng)過系統(tǒng)程序計算得出),喂料液壓缸就會保持在伸出的極限位置不動,然后推料液壓缸向前伸出,推料液壓缸頭部安裝有1 塊方形推塊將壓塊機(jī)料倉內(nèi)部的廢料條逐漸壓縮,直到推料液壓缸伸出到設(shè)置的壓塊極限位置,廢料條壓縮完成,此時廢料倉內(nèi)的廢料條被壓縮成塊狀,即廢料塊。
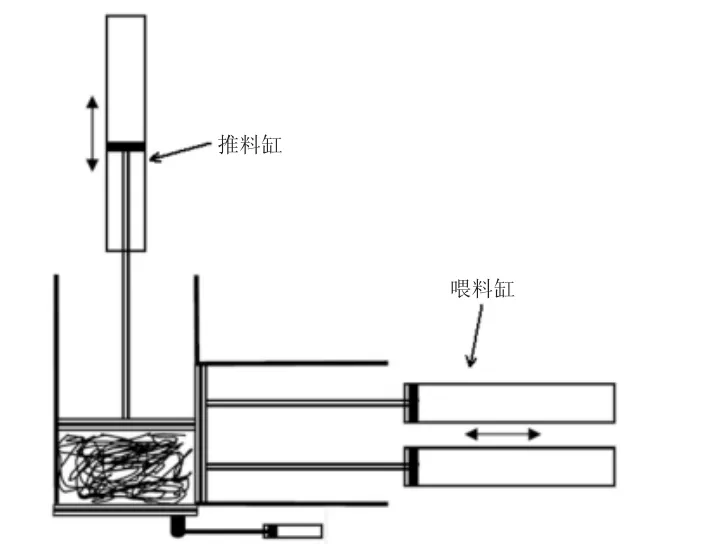
圖4 推料液壓缸壓塊示意圖
1.3 廢料塊排出
廢料條壓縮成廢料塊后,推料液壓缸收回到原始位置,然后排料口閘門在液壓缸的帶動下橫向滑動打開,排料口外的壓爪抬起(壓爪用于壓住料倉口外的一個廢料塊,克服廢料排出通道內(nèi)的廢料塊自重,防止廢料塊下滑),推料液壓缸再次伸出到最大極限位置,恰好可以將廢料塊從壓塊機(jī)料倉內(nèi)推出到排料口閘門外的廢料通道上,緊接著排料口外的壓爪馬上壓住剛排出的廢料塊,隨后排料口閘門橫向滑動關(guān)閉,廢料排出過程完成。
1.4 各部件回原始位置
廢料塊排出后,推料液壓缸完全收回到原始位置,然后喂料液壓缸完全收回到原始位置,排料口閘門保持完全關(guān)閉狀態(tài),壓爪壓下壓住廢料塊,壓塊機(jī)完成了一個廢料塊的加工全過程,各部件回原始位置等待下一個循環(huán)。壓塊機(jī)整個工作過程中,圓盤剪連續(xù)剪切板帶邊部產(chǎn)生廢料條,喂料通道內(nèi)廢料條不間斷涌入,所以壓塊機(jī)完成一個廢料塊的加工后緊接著就會開始下一個廢料塊的加工,剪刃剪切頻率特別高。
2 剪刃間隙調(diào)整辦法
通過研究壓塊機(jī)運(yùn)行過程可以發(fā)現(xiàn),喂料過程中剪刃能否順利切斷廢料條是整個運(yùn)行過程中的關(guān)鍵環(huán)節(jié),而剪刃間隙調(diào)整好壞決定了剪切效果。由于廢料條在壓塊機(jī)腔體內(nèi)是無序分布的,一次剪切需要剪斷若干條廢料條,對剪刃的沖擊較大,剪刃在使用中經(jīng)常出現(xiàn)剪刃崩口、剪刃掉落、剪刃松動等問題,導(dǎo)致廢料條無法正常剪切,從而導(dǎo)致壓塊機(jī)堵料、設(shè)備故障頻發(fā)。
經(jīng)過長期的現(xiàn)場實(shí)踐,找到了一種有效可行的精確調(diào)整剪刃間隙的方法,具體步驟如下:
1)使用游標(biāo)卡尺精確測量剪刃備件的尺寸,包括剪刃厚度、長度、寬度、螺栓孔距、螺栓孔大小、螺栓孔位置尺寸等,特別是剪刃厚度尤為重要。根據(jù)設(shè)計和實(shí)際總結(jié)得出,最終將剪刃與墊片的總厚度控制在57 mm±0.05 mm 為最佳,然后根據(jù)測出的剪刃備件厚度計算出需要添加的剪刃墊片厚度(剪刃墊片形狀尺寸與剪刃保持一致,厚度一般有0.1 mm、0.2 mm、0.3 mm、0.5 mm 等多種,實(shí)際中盡量減少墊片使用數(shù)量,可以提高厚度控制的精度,比如剪刃下需要加0.5 mm 厚的墊片,那么要直接采用0.5 mm 厚的墊片,而不是使用0.2 mm 厚和0.3 mm 厚的墊片疊加成0.5 mm 厚),打開壓塊機(jī)檢查門,將上剪刃和墊片放置到位后,使用力矩扳手(保證每顆螺栓緊固力相同)緊固固定剪刃的螺栓,將上剪刃安裝在檢查門上,并使用同樣的方法將下剪刃安裝在喂料缸護(hù)板上。
2)壓塊機(jī)原始位置俯視圖如圖5 所示,剪刃安裝完成后關(guān)閉壓塊機(jī)檢查門,使上剪刃處于水平位置,分別插入壓塊機(jī)檢查門兩側(cè)的錐形銷(注意只是插入不做其余調(diào)整)。

圖5 壓塊機(jī)原始位置俯視圖
3)打開壓塊機(jī)維護(hù)操作模式,在操作面板上操作控制推出喂料液壓缸,將喂料液壓缸推出到伸出量為1 200 mm 處停止,此時壓塊機(jī)的上下剪刃恰好處于咬合位置。
4)剪刃間隙測量技術(shù)人員從喂料通道的人孔進(jìn)入到壓塊機(jī)內(nèi)部,用塞尺精確測量上下剪刃的中部、邊部的間隙;技術(shù)人員根據(jù)測量出的數(shù)據(jù)大概判斷出兩側(cè)需要調(diào)整的間隙量,然后由2 名鉗工同時轉(zhuǎn)動剪刃調(diào)節(jié)手柄(圖6 為壓塊機(jī)檢查門剖視圖,圖中結(jié)構(gòu)顯示,通過剪刃調(diào)節(jié)手柄旋轉(zhuǎn)可以調(diào)整錐形銷位置,從而調(diào)整上剪刃位置),使壓塊機(jī)檢查門兩側(cè)錐形銷向內(nèi)旋入,剪刃間隙逐漸減小,同時技術(shù)人員在壓塊機(jī)內(nèi)部使用塞尺實(shí)時測量中部、邊部剪刃間隙;當(dāng)剪刃間隙調(diào)整到0.10~0.30 mm 時,停止旋轉(zhuǎn)錐形銷,再次測量剪刃中部、邊部的間隙,保證剪刃各個位置間隙相同。
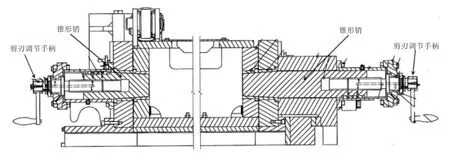
圖6 壓塊機(jī)檢查門剖視圖
5)在壓塊機(jī)下剪刃上放置0.3 mm 厚的廢料條,然后工作人員從壓塊機(jī)設(shè)備中撤離出來,打開壓塊機(jī)液壓系統(tǒng),啟動維護(hù)操作模式,壓塊機(jī)試運(yùn)行剪切。剪切完成后,檢查廢料條切口狀態(tài),如果廢料條切口整齊,說明剪刃調(diào)整良好可以投入使用;如果剪切的廢料條未剪斷,說明剪刃間隙過大,需要繼續(xù)調(diào)整,減小剪刃間隙;如果剪切的廢料條出現(xiàn)藍(lán)色燒焦的印記,說明剪刃間隙過小,需要適當(dāng)增大剪刃間隙。需要注意的是,應(yīng)該將廢料條分別放置到剪刃的邊部、中部的各個主要位置試剪切,以保證剪刃的每個位置都能滿足要求。
6)根據(jù)上面步驟結(jié)果,重復(fù)第4 步的過程,通過調(diào)整壓塊機(jī)兩側(cè)的錐形銷重新調(diào)整剪刃間隙,錐形銷旋入使剪刃間隙減小,錐形銷旋出則使剪刃間隙增大,基本保持微調(diào)即可。剪刃間隙重新調(diào)整后,按照第5 步檢驗(yàn)剪切效果,反復(fù)多次調(diào)整剪刃間隙,直到剪刃間隙控制在0.1~0.3 mm 且廢料條的剪切效果良好為止。
3 效果和效益
3.1 效果
3.1.1 減少了影響板帶切邊計劃的時間
2018 年10 月—2019 年9 月壓塊機(jī)剪刃事故時間和維護(hù)剪刃消耗時間統(tǒng)計結(jié)果顯示,設(shè)備改進(jìn)前,由于壓塊機(jī)剪刃故障造成平均每月停車時間約3 h,平均每月檢查調(diào)整壓塊機(jī)剪刃需要的時間約2 h。自2019 年10 月底設(shè)備改進(jìn)后,壓塊機(jī)剪刃實(shí)現(xiàn)無故障穩(wěn)定運(yùn)行,不再出現(xiàn)剪刃崩口、剪刃掉落、剪刃松動等問題,每月維護(hù)剪刃消耗時間降到1.5 h,保證了板帶切邊計劃的順利進(jìn)行。
3.1.2 延長了剪刃的使用壽命
壓塊機(jī)原設(shè)計每套剪刃使用時間為2 個月,但是實(shí)際使用過程中,改進(jìn)前的每套剪刃只能使用1 個月,有時甚至只能用半個月,改進(jìn)后每套剪刃可以使用約3 個月左右,使用壽命約為原來的3 倍。
3.1.3 降低了備件消耗
經(jīng)過壓塊機(jī)剪刃維護(hù)方法改進(jìn)后,壓塊機(jī)運(yùn)行更加穩(wěn)定,2 個壓塊機(jī)剪刃消耗量由原來的每月2 對減少到每3 個月2 對,大大降低了剪刃消耗,節(jié)約了備件成本。
3.2 效益
每年壓塊機(jī)減少剪刃備件消耗量16 片,每片剪刃價格為0.6 萬元,年節(jié)約備件成本共計0.6 萬元/片×16 片=9.6 萬元。
項(xiàng)目總投資0 元。實(shí)施該壓塊機(jī)剪刃間隙調(diào)整方法前,冷軋連續(xù)退火機(jī)組平均切邊計劃完成率為70%左右,實(shí)施該剪刃間隙調(diào)整方法后,機(jī)組平均切邊計劃完成率穩(wěn)定在90%以上(此處按90%計算)。連續(xù)退火機(jī)組每月平均切邊計劃為3 萬t 左右,若在連續(xù)退火機(jī)組無法切邊,則不得不在后處理線切邊,將增加不少于100 元/t 的成本。由此得出,平均每年節(jié)約生產(chǎn)成本=(90%-70%)×30 000 t/月×100 元/t×12 個月=720 萬元。
4 結(jié)語
連續(xù)退火機(jī)組壓塊機(jī)剪刃調(diào)整方法的改進(jìn)解決了長期困擾的設(shè)備疑難問題。自2019 年10 月底改進(jìn)以來,壓塊機(jī)生產(chǎn)運(yùn)行中非常穩(wěn)定,未再出現(xiàn)廢料條剪不斷、壓塊機(jī)料倉堵料、壓塊機(jī)剪刃崩口、壓塊機(jī)剪刃掉落、壓塊機(jī)剪刃松動等故障問題,減少了剪刃備件消耗量,提高了壓塊機(jī)運(yùn)行的穩(wěn)定性,顯著提高了連續(xù)退火機(jī)組切邊效率,獲得了良好的經(jīng)濟(jì)效益。
