150 t 電爐煉鋼連鑄車間工藝設計綜述
2024-01-07 13:45:18吉祥利
山西冶金 2023年11期
關鍵詞:設備
吉祥利
(中冶京誠工程技術有限公司,北京 100176)
1 150 t 電爐煉鋼車間設備配備及產品概述
150 t 電爐煉鋼車間主要產品定位為棒線材產品,基于此產品建設配套適合的煉鋼連鑄設施,具體配置為1 座150 t 水平連續加料廢鋼預熱式超高功率交流電弧爐、1 座雙鋼包車過跨電極旋轉式150 t LF精煉爐、1 座雙工位150 t VD 真空精煉爐和1 臺七機七流小方坯連鑄機及配套公輔設施,生產規模為120 萬t/a。主要生產的鋼種有:優質碳素結構鋼、合金結構鋼、冷鐓鋼和彈簧鋼等。
2 工藝路線和工藝流程
2.1 工藝路線
2.1.1 普碳鋼和一般牌號低合金鋼的生產工藝路線
對于產品質量要求一般的鋼種,在LF 精煉爐進行調整成分和溫度等操作,然后將溫度、成分合格的鋼水送往連鑄機進行澆注。
此類鋼生產工藝路線為電爐→LF 精煉爐→連鑄。
2.1.2 彈簧鋼和冷鐓鋼等的生產工藝路線
對于鋼水中硫含量、夾雜物含量以及鋼中氣體含量要求嚴格的,需要經過LF 精煉爐和VD 真空精煉爐,對鋼液進行脫氧、脫硫、脫氣、微調合金以及去除鋼液中的夾雜物。
此類鋼生產工藝路線為電爐→LF 精煉爐→VD真空精煉爐→連鑄。
2.2 工藝流程
合理的工藝流程設計可以保證高效生產高品質的產品和低成本運行[1]。煉鋼連鑄車間工藝流程見圖1。
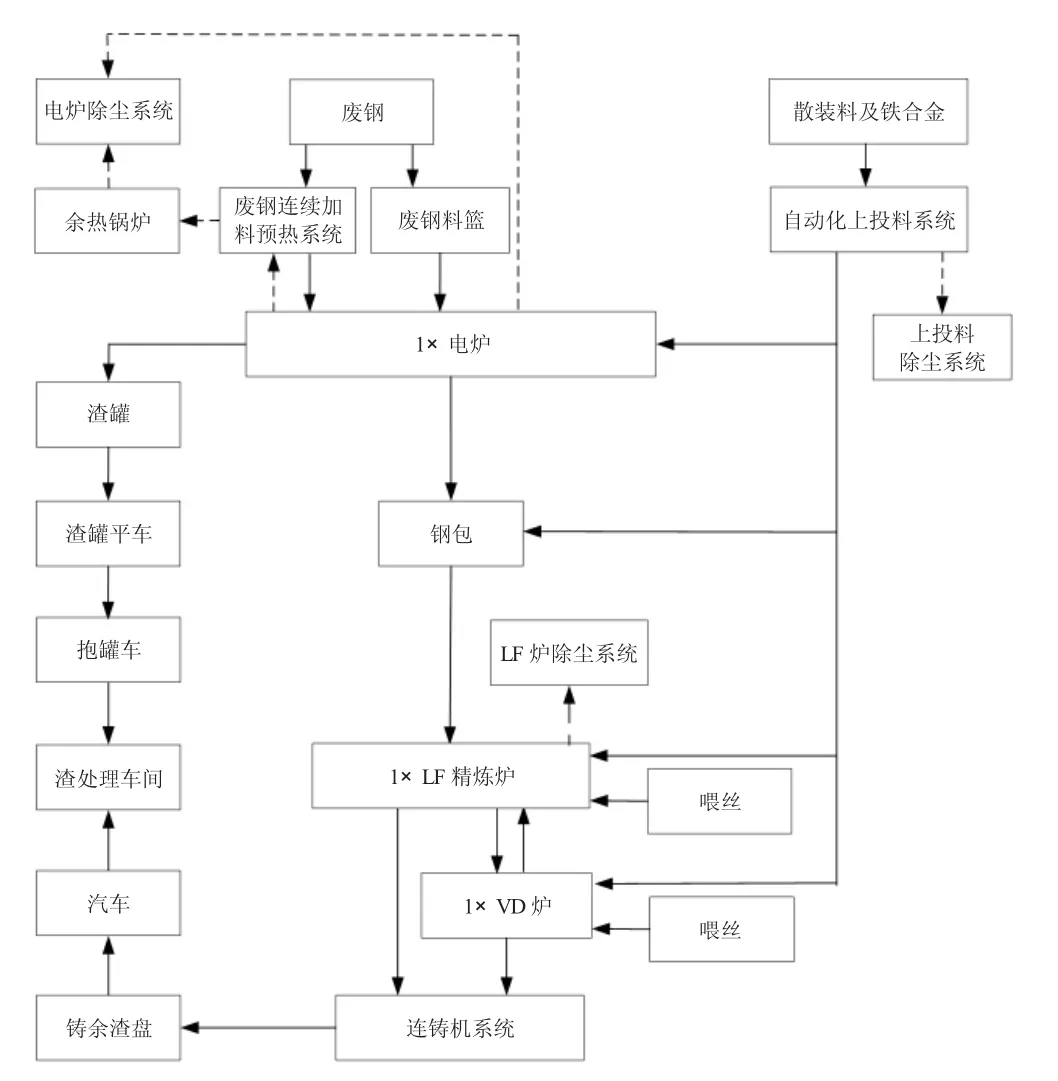
圖1 煉鋼連鑄車間工藝流程
3 煉鋼車間工藝布置
煉鋼車間布置首要原則是盡量避免車間內物流交叉,基于此,煉鋼車間依次布置廢鋼一跨→廢鋼二跨→廢鋼預熱跨→電爐跨→原料跨→鋼水接收跨→澆注跨→出坯跨[2]。
廢鋼一跨、廢鋼二跨內設置廢鋼運輸汽車通道、廢鋼地面堆存料格、電爐的廢鋼加料段和廢鋼料籃地磅等。
廢鋼預熱跨內設置廢鋼運輸汽車通道、電爐的廢鋼預熱段、電爐一次煙氣燃燒沉降室及相應的除塵管道等。
電爐本體布置在電爐跨,電爐跨內還設置電爐開爐用廢鋼料籃存放位、電爐爐殼及吊具倒運支架、電爐渣罐倒換區、LF 精煉爐鋼包車軌道和過跨式鋼包熱修裝置軌道等。
原料跨布置電爐、LF 精煉爐的輔助設施和鐵合金高位料倉及其上投料系統。料倉下設置定量給料機、振動給料機、稱量斗和帶式輸送機等,分別給電爐、LF 爐上料。電爐修砌也在原料跨內。
鋼水接受跨內布置有LF 精煉爐本體設備、VD 真空精煉爐本體設備、過跨式鋼包熱修裝置、鋼包烘烤干燥站、鋼包過跨車、LF 精煉爐鋼包車軌道以及連鑄機的回轉臺等。
連鑄機采用橫向布置,過跨澆注。連鑄設備布置在鋼水接收跨和澆注跨和出坯跨。
4 主要工藝裝備選型和特點
4.1 電爐系統
根據生產規模和產品質量要求,確定煉鋼主體設備為1 座150 t 轉爐。既能滿足鋼水質量穩定的需求,又能滿足轉爐與連鑄及軋鋼匹配產能的需求。
4.1.1 電爐系統主要設備配置及參數
電爐系統主要設備配置及參數,見表2。

表2 電爐系統主要設備配置及參數
4.1.2 電爐系統主要特點
1)電爐配備爐壁碳氧噴槍及氧燃燒嘴,既強化了冶煉,又可造泡沫渣,實現埋弧冶煉操作,提高熱效率和爐襯壽命[3-4]。
2)采用帶Consteel 廢氣預熱廢鋼技術,既環保又節能,可以縮短電爐冶煉周期,提高生產率;可以降低電耗和電極消耗、提高金屬收得率;可以減小電爐變壓器容量、減少除塵系統投資;可以減少冶煉對電網的沖擊和干擾;可以減少噪音污染。
3)電爐采用偏心爐底無渣出鋼和留鋼留渣操作,并水冷爐壁和水冷爐蓋。
4)電爐采用導電橫臂和三相平衡布置的短網系統等技術。
5)電爐除塵系統采用電爐四孔+密閉罩+屋頂罩聯合除塵方式,可達到有效除塵目的,滿足現代化鋼廠嚴格的環保治理要求。
6)電爐出鋼鋼包車設有電子稱量裝置和鋼包氬氣攪拌系統,鋼包底采用自動吹氬接頭。
7)采用廢氣余熱回收技術,回收蒸汽并綜合利用。
8)電爐爐膛、出鋼鋼包均采用自動測溫取樣裝置,可節省人工。
9)電爐采用電極自動接續站,減輕了工人的勞動強度。
10)電爐通過自動化加渣料及鐵合金,進一步提高煉鋼效率。
11)煉鋼車間設備配有先進的自動化控制系統,對冶煉和精煉過程進行檢測和實現典型鋼種的最佳化工藝控制。
12)煉鋼連鑄車間采用集中控制中心,配置先進的自動化控制系統,對煉鋼生產全過程進行自動監測和控制,實現典型鋼種最佳化操作及智能化生產,生產效率顯著提高。
13)電爐煉鋼車間主要冶煉設備和關鍵配套設備盡量選用進口設備或國內技術成熟的設備,在保證技術先進性和可靠性的前提下,盡量節約基建投資,采用最合理的工藝布置,使電爐煉鋼車間達到國內先進水平。
4.2 精煉系統
后續預留的品種鋼要求鋼水成分和溫度保持穩定,因此,確定新建1 座LF 鋼包精煉爐和預留1 座VD 真空精煉爐,滿足品種鋼冶煉要求脫氧、提高鋼水純凈度、控制夾雜物數量和形態、合金化以及鋼水繼續脫硫的要求[5-6]。
4.2.1 150 t LF 鋼包精煉爐
4.2.1.1 150 t LF 鋼包精煉爐布置
LF 爐本體采用電極旋轉雙車雙工位工藝布置形式,LF 爐主變壓器室、主控室和電氣室布置在原料跨。LF 爐的加料料倉布置在原料跨,便于上料系統順暢地分接物料。
4.2.1.2 150 t LF 鋼包精煉爐系統主要設備配置及參數
150 t LF 鋼包精煉爐系統主要設備配置及參數,見表3。

表3 150 t LF 鋼包精煉爐系統主要設備配置及參數
4.2.1.3 150 t LF 鋼包精煉爐特點
1)配備雙鋼包車,加熱和其他輔助操作交替同步進行,可提高生產效率,縮短精煉周期。
2)采用管式盤管全水冷間接排煙惰性氣體爐蓋,保持爐內還原性氣氛。
3)采用爐蓋第四孔+頂吸除塵罩除塵裝備技術。
4)LF 精煉爐自動上料及投料系統。
5)采用銅—鋼復合導電橫臂裝備技術。
6)采用自動測溫取樣技術。
7)采用鋼水罐底部氣體攪拌技術,均勻鋼水成分和溫度。
8)采用PLC 控制系統和智能化電極調節系統。
9)自動化系統采用HMI 顯示,可自動報警、自動記錄和打印報表。
10)采用先進的冶金模型(優化供電模型、合金模型、造渣模型、底吹模型和脫硫模型等),實現高效生產和準確控制。
4.2.2 150 t VD 真空脫氣精煉爐
4.2.2.1 VD 真空脫氣精煉爐布置
VD 真空脫氣精煉爐采用“兩罐一蓋”固定罐體布置型式。
VD 真空脫氣裝置的真空蓋及真空罐等主體設備布置在鋼水接收跨內,真空泵系統等系統布置在澆注跨內。
4.2.2.2 VD 真空脫氣精煉爐特點
1)大抽氣能力真空泵,凈化鋼液、提高質量。
2)采用機械真空泵結構,可提高真空效率,降低生產運行成本。
3)采用先進的冶金模型,實現高效生產和準確控制。
4.3 連鑄系統
根據長材軋鋼系統對連鑄坯的需求,確定新建1臺方坯連鑄機。
4.3.1 連鑄機產品分類
小方坯連鑄機斷面為165 mm×165 mm,定尺為10 m。產品分類見表4。
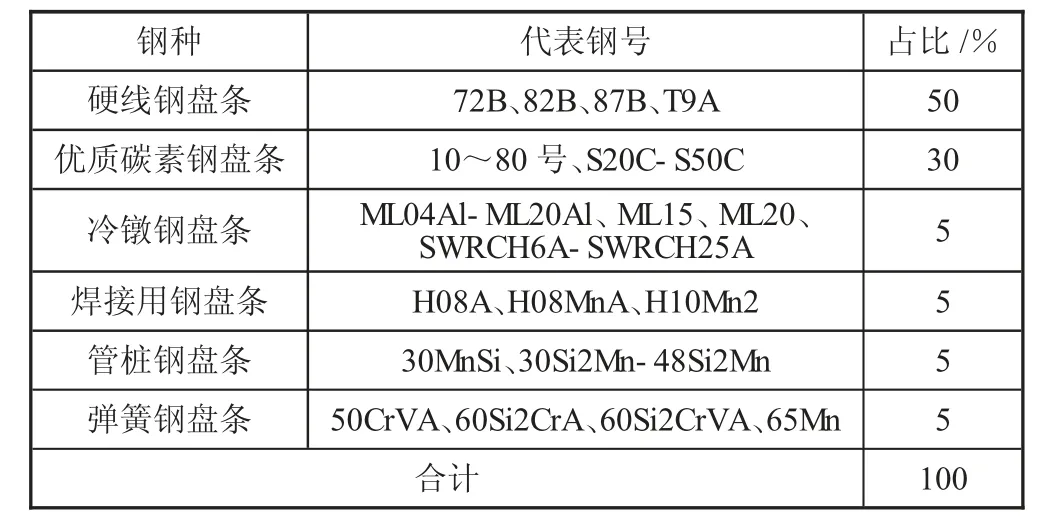
表4 產品分類
4.3.2 連鑄機
1)連鑄機機型選擇:方坯連鑄機技術已完全成熟。在已建的方坯連鑄機中,弧形連鑄機占絕對優勢。因此,新建的連鑄機均為弧形連續矯直連鑄機。
2)連鑄機弧形半徑的確定:在確定連鑄機半徑時,除了保證鑄坯在矯直區時的變形量應小于鋼種允許的變形量外,還應進一步提高連鑄機的拉速[7-8]。
對于優質鋼及高合金鋼的方坯連鑄機,弧形半徑為鑄坯厚度的40~50 倍。本設計確定選用連鑄機基本弧半徑R=10m。
4.3.3 連鑄機主要設備配置及參數
連鑄機主要設備配置及參數,見表5。
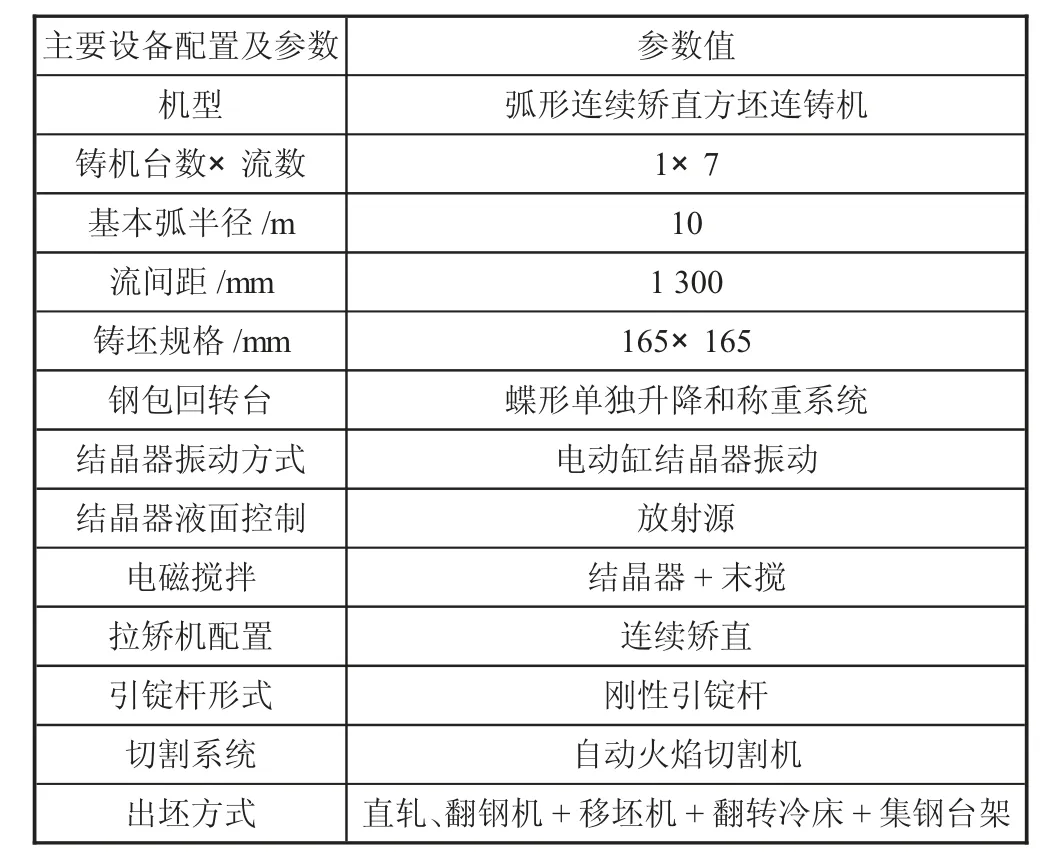
表5 連鑄機主要設備配置及參數
4.3.4 連鑄機特點
1)采用全程無氧化保護澆注技術[9-10]。從鋼包到中間罐、中間罐到結晶器之間,使用長水口和浸入式水口對鋼流全程保護澆注和氬氣密封,減少鋼水的二次氧化。
2)采用振動式下渣檢測系統,按照控制器的要求發出現場各種控制信號,關閉水口,防止大包下渣。
3)采用優化設計的T 型中間罐內形獲得最佳的流場分布,同時,也便于擋渣墻、堰的砌筑。中間罐內鋼液有足夠深度保證鋼水內夾雜物有充分的上浮時間。同時,在更換鋼包時,保證中間罐鋼水液面穩定。
4)采用結晶器自動加入保護渣,能隨拉速的改變自動調節保護渣的加入量和頻率,保證保護渣的液渣層厚度在合理的范圍內,并生成穩定的三層結構,避免人為因素影響,改善和提高鑄坯的表面質量。
5)采用結晶器液面自動監測和塞棒控制機構的監測—控制回路,可以在穩定拉速的條件下保持液面波動在很小的范圍內,改善鑄坯表面質量。同時,也可改善操作人員的工作條件,消除因人員干擾而產生的漏鋼事故。
6)采用高頻小振幅液壓振動裝置,有利于改善鑄坯表面質量(降低振痕)。
7)采用結晶器與末端電磁攪拌技術。結晶器電磁攪拌技術的應用可以大大提高鑄坯表面和潛層的質量,減少連鑄坯表面夾渣、氣孔和微裂紋,提高連鑄坯的質量。末端電磁攪拌可改善鑄坯內部質量(中心疏松和偏析)。
8)采用連續矯直技術,在連續矯直區內,鑄坯任意橫截面處的矯直應變(ε)值很小。即:鑄坯在矯直區內半徑由10 m 到無窮大的弧是一條連續的光滑曲線,其曲率半徑是連續變化的。矯直應變不同于單點或多點矯直在變半徑點處產生的較大矯直應變峰值。
9)采用自動火焰切割機技術。該設備運行可靠,維修量小。考慮所生產鋼種需求,切割機帶噴鐵粉裝置。
10)采用二次冷卻水自動配水分區調節控制。模型采用CERI_DSC 系統,根據采集的數據和冶金專家設定的目標溫度,實時計算整個鑄坯的溫度場。同時,進行優化,得到二冷各段水量,并將水量設定至L1-鑄流PLC。
11)采用計算機二級控制。具有二冷動態控制模型、澆注速度控制、切割長度優化、質量跟蹤和判斷、澆次計劃管理、生產跟蹤管理、工藝數據管理和報表打印等功能。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
