熱軋帶鋼粗軋工作輥軸向竄動問題的探討分析
2024-01-07 13:45:18覃四波
山西冶金 2023年11期
覃四波,王 攀,李 建
(廣西北港新材料有限公司,廣西 北海 536000)
0 引言
廣西北港新材料公司熱軋分廠1700 帶鋼生產線于2012 年建成投產,是國內國產化程度較高且較為先進的現代化熱軋帶鋼生產線,產線粗軋機組為一套四輥可逆式單機架軋機,經過多道次往復軋制,將加熱后的連鑄板坯軋制成設定尺寸、板型合格的中間坯,供精軋機組進一步軋制。在生產過程中,粗軋中間坯板型問題一直是生產現場存在的問題點,通過現場不斷跟蹤后發現,粗軋工作輥存在軸向竄動,下工作輥尤其嚴重,竄動量達到4~6 cm,竄動量越大,粗軋中間坯鐮刀彎越嚴重,對生產穩定性造成很大影響。因此,需要對粗軋工作輥軸向竄動的原因進行探討分析,并尋找解決問題的對策。
1 粗軋工作輥軸向竄動機理分析
粗軋機理想軋制狀態下,兩側輥縫相同(SDS=SOS)(DS表示傳動側,OS表示操作側),帶鋼兩側厚度(HDS=HOS)相同且溫度相同(TDS=TOS),帶鋼中心線和軋制中心線重合,那么帶鋼兩側就只受到相同的垂直方向的軋制作用力FDS=FOS,如圖1 所示。但在實際生產中,這種理想狀態根本不存在,粗軋工作輥兩側輥縫都存在輥縫偏差的現象[1],如圖2 所示。

圖1 理想狀態下的受力分析
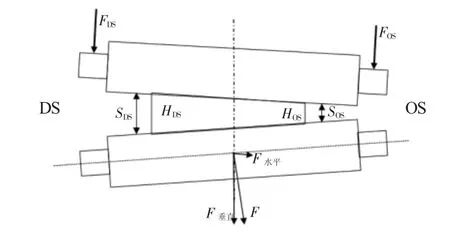
圖2 實際狀態下的受力分析
當輥縫出現偏差時,粗軋工作輥在帶鋼軋制過程中必然受到水平分力的影響,該水平分力就是影響粗軋工作輥軸向竄動的原動力。因此粗軋工作輥兩側有載輥縫產生偏差的因素都會產生軸向水平分力,如帶鋼寬度方向兩側厚度差、帶鋼寬度方向兩側溫度差、輥縫設定兩側偏差、軋機兩側剛度偏差、帶鋼中心線偏差、軋機間隙導致軋輥交叉、下輥系水平偏差等[2]。
粗軋工作輥在發生軸向竄動時還會受到各種摩擦阻力的影響,如工作輥與帶鋼之間的摩擦力f1、工作輥和支撐輥之間的摩擦力f2、工作輥軸承箱與牌坊襯板之間的摩擦力f3、工作輥卡板的阻力f4等,只有當F 水平>f2+f2+f3+f4…+fn時,工作輥才會產生軸向竄動,且差值越大竄動越嚴重。根據受力過程分析,要解決工作輥竄動問題,可從減小工作輥軸向水平分力和增加摩擦力兩個方向入手。
2 影響因素分析及解決辦法
2.1 減小工作輥軸向水平分力
2.1.1 改善軋機間隙
理論上支撐輥和工作輥的軸向中心線應該在同一垂直面,且與軋機中心線重合,如圖3 所示,但在實際生產過程中為保證軋輥更換及上下動作正常,均會在軋輥軸箱和軋機牌坊之間預留合理的配合間隙,同時襯板的磨損也會導致其間隙越來越大,這些間隙的存在都會使上下工作輥之間、工作輥和支撐輥之間產生一定的交叉角度,如圖4 所示。軸承箱與牌坊的間隙越大,軋輥中心線不對稱交叉越嚴重,兩側實際輥縫偏差越大,軋制力作用在工作輥上所產生的軸向水平分力越大。

圖3 理想狀態下的軋輥軸向中心線

圖4 實際狀態下的軋輥軸向中心線
通過對現場不斷跟蹤摸索,發現粗軋軋機間隙嚴重偏離控制目標值,且下輥間隙明顯大于上輥間隙,具體如表1 所示。通過更換牌坊襯板和承箱襯板、加墊片等方式,將軋機間隙控制在標準范圍內,可有效減小工作輥的軸向竄動。
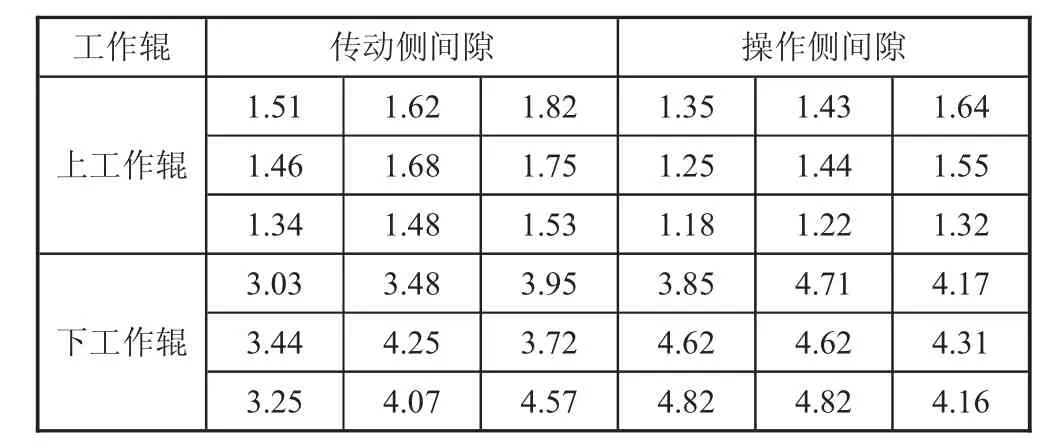
表1 粗軋工作輥窗口間隙測量(目標值1.2±0.5 mm) 單位:mm
襯板磨損軋機間隙變大是導致工作輥軸向竄動的重要原因,需保證干油潤滑到位減緩襯板磨損,同時為了改善下工作輥襯板磨損比上工作輥磨損嚴重的問題,對現場跟蹤后發現大量粗軋機前高壓除鱗水反沖到軋機工作輥處,對下工作輥和牌坊間隙進行沖刷,襯板上的干油容易被水沖刷掉,氧化鐵皮也隨著沖入襯板間隙,造成襯板磨損加劇,而上工作輥則不容易受除鱗水的影響,所以磨損較小。針對這一問題,對除鱗噴嘴角度、高度進行了優化調整,減少高壓除鱗水往軋輥方向反沖,且在工作輥入口牌坊兩側增加壓縮空氣,阻擋高壓除鱗水進入襯板間隙,有效減緩了襯板的磨損,改善工作輥軸向竄動狀況。
2.1.2 優化輥縫偏差
在軋制過程中,根據每個道次的板型狀況、軋機兩側軋制力偏差、軋制中心線偏差,及時通過AGC 調整輥縫,減少兩側偏差,時刻保持調平狀態。
2.1.3 減小板坯楔形度
對板坯定期抽檢,測量板坯兩側厚度,根據抽檢結果與連鑄車間聯動減小板坯兩側厚度差;優化加熱工藝,保證板坯在爐時間和溫度,減小板坯寬度方向溫度差;減少軋線漏水,避免帶鋼非均勻冷卻;通過減小板坯寬度方向厚度差對實際輥縫的影響,減小板坯原因引起的工作輥軸向水平分力。
2.1.4 改善板坯對中性
側導板、立輥對帶鋼起導向對中作用,可以限制帶鋼軋制過程中跑偏,需定期標定粗軋機前機后側導板、立輥、優化側導板開口度控制,增強對中性。
2.2 增加工作輥軸向竄動阻力
2.2.1 增加機架牌坊襯板與軸承箱襯板間摩擦阻力
新軸承箱襯板和新牌坊襯板間呈較好的平面接觸狀態,此時的接觸面積越大,相互間的摩擦力也越大,隨著襯板的不均勻磨損,相互間的接觸面會越來越小,在相同的作用力和摩擦系數下,產生的摩擦力也會越來越小,所以當襯板磨損到一定程度后發現,通過加墊片減小間隙對改善工作輥的軸向竄動作用不大,必須更換襯板。
2.2.2 減小卡板與軸承箱間隙
軋機操作側均有防止軋輥往外竄動的卡板裝置,當軸向竄動力較小時,卡板可以有效阻止軋輥進一步竄動。在生產過程中,卡板長期受力會導致螺栓變形松動,卡板間隙變大,當軸向竄動力過大時就會將卡板頂掉。因此在減小軸向竄動力的基礎上,盡量減小卡板與軸承箱的間隙,可以有效限制工作輥的軸向竄動。
3 結語
粗軋工作輥軸向竄動的產生往往是多因素耦合的結果,很難通過單一因素的改善徹底解決其竄動問題,設備精度、生產工藝、操作控制等任何一個方面失控都會導致竄動加劇,竄動嚴重則會導致襯板磨損加快,襯板磨損過大又會導致竄動更加嚴重,形成惡性循環,最終反映出來的就是粗軋板型逐步惡化,影響到整個產線生產穩定性。因此需根據生產實際制定優化管控標準,使設備、生產運行進入良性循環。
