基于焊接角變形的輔具優化設計
2024-01-07 00:45:32孫全喜王偉石智成宋亞輝李海豹梁家煜尹飛
機械制造文摘·焊接分冊 2023年5期
關鍵詞:焊接
孫全喜 王偉 石智成 宋亞輝 李海豹 梁家煜 尹飛


摘要:鈑金制作是金屬加工的一種綜合性工藝,焊接作為其中重要環節之一,對于成品的質量精度有著不可或缺的影響。然而,在此過程中由于溫度及應力產生的變形,經常導致焊件焊后的尺寸精度達不到要求;為降低后期修復成本并提高成品合格率,輔具設計與優化成了焊接過程重要的部分,但輔具設計并不是簡單成品外輪廓的描繪,需要綜合考慮到焊接變形量和可操作性,變形量的計算與預測成為其中重要因素,以此得到適當的輔具,進而使成品的相關尺寸均在要求誤差范圍之內,達到設計標準,進一步提高經濟效益。
關鍵詞:鈑金;焊接;輔具;變形量;預測
中圖分類號:TG 431
Optimal design of auxiliary tools based on welding angle deformation
Sun Quanxi1, Wang Wei1, Shi Zhicheng1, Song Yahui1, Li Haibao1, Liang Jiayu1, Yin Fei2
(1. 52nd Research Institute of China North Industries Group, Baotou 014034, Inner Mongolia, China;
2. Military Representative Office of Military Representative Bureau of Army Armaments Department in Nanjing, Yantai 264000, Shandong, China)
Abstract: Sheet metal fabrication is a comprehensive process of metal processing, and sheet metal welding, as one of the important links, has an indispensable impact on quality accuracy of the finished product. However, due to the deformation caused by temperature and stress in this process, size accuracy of weldments after welding often fails to meet the requirements. In order to reduce the cost of later repair and improve the qualified rate of the finished product, design and optimization of auxiliary devices have become an important part of welding process. However, design of auxiliary devices is not a simple description of external outline of the finished product, and welding deformation and operability need to be comprehensively considered. Calculation and prediction of deformation amount has become an important factor, according to which the corresponding auxiliary tools were designed for auxiliary welding, so that the relevant dimensions of the product were within the required error range, met the requirements of drawing design, and further improved the economic benefits.
Key words: sheet metal; welding; auxiliary tools; deformation amount; prediction
0?前言
鈑金加工工藝主要涵蓋著下料、折彎、焊接、打磨及后續的表面加工等工序,而焊接工藝卻是不同于其他機械加工工藝,焊接過程會因為材料種類、焊接順序、電流參數及熱源等其他因素導致產生一定的變形量,使得成品精度受到影響,焊接也是一種增材制造,是將金屬材料連接在一起的成形方法[1-3]。國內外的學者對于焊接及其產生的變形進行了大量的相關研究,王能慶等學者[4]通過有限元模擬分析,得出熱源模型形狀參數對于焊接角度有重要影響;程計棟等學者[5]通過試驗分析不同順序下的焊接工藝產生的變形,并得出影響變形量的主要因素是彈性變形和機械力;嚴浩東等學者[6]通過軟件模擬和實際工藝對焊接順序進行優化有效控制了焊接產生的變形;Pandey等學者[7]通過對焊絲進行提前預熱升溫,以使得焊接變形量達到最小,并得出最優預熱時的電流值;Kim[8]通過在船體焊接中的變形,提出了塑性反變形法(Plastic counterdeforming method, PCDM),并通過大量模擬計算和焊接測量得出該方法有效可靠。以上研究均是針對焊接變形量的分析與控制,而針對在焊接過程中使用合理的輔具進行變形量補償尚未涉及。為此,對于焊接變形量的模擬并對焊接輔具尺寸進行優化設計成為實際生產的一個重點,以此來降低后期修復的人工成本,該文就是以此為背景進行展開研究分析的。
1?焊接變形和輔具設計簡介
目前,薄板焊接產品應用于各行業領域,尤其在軍工行業,由于其特殊的使用安裝要求,使得產品在加工精度方面要求極高,而此次薄板焊接形成的焊縫均在連接板根部,致使焊接產生的角度變形直接影響薄板頂部的位置精度,兩者呈正相關關系。由此想要達到整體的裝配精度,且根據設計要求,各部分的焊接角度公差要進行精確控制在±0.5°內,所以焊接輔具的設計成為解決該問題的關鍵所在。
1.1?薄板焊接變形及輔具設計簡介
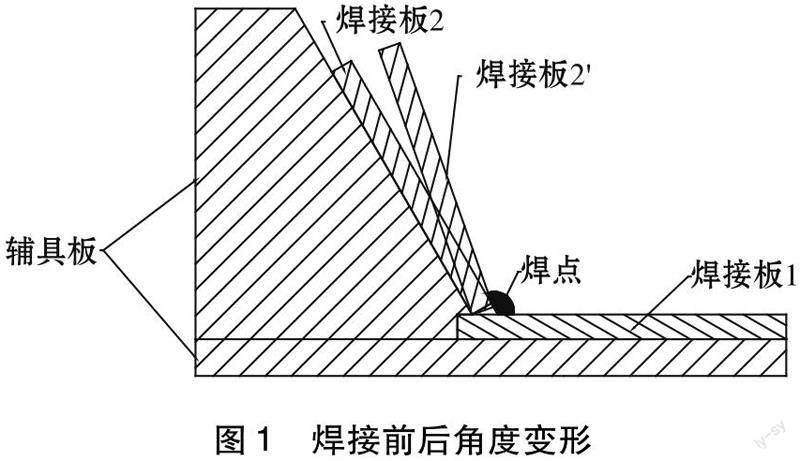
焊接是兩塊薄板連接到一起的成形方法,但在整個焊接的過程中,由于產生的熱應力使得板與板之間的拼接角度發生變形,導致兩板之間的角度并不在公差范圍之內,使得成品精度達不到要求,而且導致后期修復困難,增加生產成本。為此通過設計相應的輔具來降低后期成本,但輔具設計應當考慮預留出焊接變形量,以達到使焊接產生的變形量與預留變形量疊加之后的結果在公差允許范圍之內。薄板在焊接過程中產生的角變形,即焊接板2在有輔具的情況下焊接前后位置變化詳細如圖1所示。在有輔具定位的情況下,焊接板1與焊接板2進行焊接,理想焊接位置如圖焊接板2所示,但實際焊接成形位置卻如圖中焊接板2′參照所示,進而造成焊接角度的誤差,導致成品精度不夠,增加了后期修復過程的成本,由此對于焊接角度變形余量的預測成為輔具角度優化的一個重要因素。
1.2?薄板焊接變形模型及輔具優化設計
焊接過程是將兩塊金屬薄板通過復雜的理化變化結合在一起,而變形量的產生主要是因為不均勻溫度和熱應力所產生的應變[9]。薄板焊接是涉及多項參數綜合影響的加工工藝,復雜且不易控制。薄板焊接過程實質上是一個局部迅速升溫加熱熔化的過程,經常由于焊接電流、電弧電壓參數設置不當出現燒穿過燒等現象,且還會導致焊縫高度和寬度發生變化,影響焊接表面質量,同時也給后期表面打磨處理工序增加困難。
1.2.1薄板焊接變形模型介紹
文中研究的焊接輔具主要是在薄板焊接過程中起到支撐限位作用,使各板塊能按照設計要求進行組裝焊接。但在實際焊接過程中,焊接處總會產生一定形變,進而導致焊接完的角度與設計角度存在較大偏差。影響焊接變形的主要因素有以下幾個:材料因素、焊接工藝及焊縫位置等[10-11]。焊接工藝參數主要包括:電弧電壓、焊接電流、焊接速度及焊接順序等[12-15]。焊接電流和電弧電壓二者主要是通過影響焊接中溫度的大小及分布情況來使焊接產生變形的,而且在氣體保護焊的過程中,二者隨工況的變化也一直在實時調節,并不是固定值。所以,在確定設定的相關參數范圍后,使得設計優化后的焊接輔具角度在抵消焊接所產生的角度變形量后,達到使焊接完的工件尺寸與圖紙設計尺寸在公差范圍之內的目的,以此滿足圖紙的設計要求。焊接過程中發生的變形收縮量Δδ的大小由如式(1)所示:
式中:L為焊縫長度,m;η為電弧熱效率;U為電弧電壓,V;I為焊接電流,A;v為焊接速度,m/s。
薄板焊接應力應變而產生的焊接變形,主要是因為各個方向溫度動態變化而產生的,焊接是局部受熱,而旁邊溫度相對低,導致溫度場發生瞬變,進而產生應力。根據參考文獻[16],焊接處溫度場隨時間的空間動態分布函數如式(2)所示:
式中:εx,εy,εz分別為x,y,z空間坐標方向的應變;ν為泊松比。
1.2.2焊接輔具優化模型介紹
假定產品的基本尺寸為l,焊接電流為I,電弧電壓為U,板厚為h,所產生的變形量大小為Δδ,產品的上限尺寸為lmax,下限尺寸為lmin。
在焊接過程中,由于焊縫位置的變化,焊點可以在薄板的兩側位置均可分布,但該次試制的焊點位置基本在薄板同一側位置,不同位置的焊點將會導致薄板向不同方向產生變形量,進而使得焊接輔具角度j與焊接變形量Δδ之間形成了矢量計算,即這里設定步長Δε=0.01,通過Powell一維搜索尋找一個最優步數k,使得角度優化函數F(j)達到最小值,以求得輔具最優的設計角度值,由此焊接輔具的設計優化角度可由式(5)所示:
式中:Imax,Imin為焊接電流的最大值、最小值,A;Umax,Umin為電弧電壓的最大值、最小值,V;l,l1為焊接角度過程量。在焊接電流、電弧電壓及板厚確定的情況下,尋找一個最優輔具設計角度j,使得輔具設計角度與變形量矢量疊加,得到焊接后成品的角度在設計尺寸極限范圍之內,便達到了設計的要求。輔具角度優化流程圖如圖2所示。
2?模型現場應用
以國內某研究所對1.5 mm,3.0 mm,5.0 mm厚的冷軋板料進行相互焊接試制,該次產品試制屬于鈑金行業模塊,涵蓋板材下料、折彎、焊接及最后的表面處理。該次試制尺寸問題主要是出現在焊接這道工序,其他工序尺寸均在要求范圍內,不做誤差來源分析。由于焊接是多塊板料連接在一起,且有一些多為小尺寸零部件,使得操作者焊接不便,便設計了相關輔具進行輔助焊接,一是提高焊接精度,有效降低了后期修復的人工費用;二是方便操作者進行焊接,防止受傷。
因為首次試制輔具設計的角度并非最優設計,選用的是基本尺寸作為輔具設計的角度,導致焊接以后的角度偏差較大,且在尺寸設計要求范圍內的合格產品很少,導致后期修復困難,增加了產品的試制成本。相關焊接工藝參數見表1,尺寸的誤差分布如圖3所示。
根據輔具設計優化模型,3類產品對應優化前后的焊接輔具角度設計及相應的產品合格率見表2。在進行輔具角度優化后,試制生產的產品合格率大幅度提高,對于仍有存在誤差的產品進行過程分析,發現不合格產品尺寸誤差存在人為因素,因操作不當導致板料未能有效貼合在輔具表面,導致尺寸偏差。該次輔具優化大量降低了后期由于焊接變形而導致的修復費用,有效提高了生產效益,對產品批量生產具有重要意義。
3?結論
(1)針對板材焊接精度不夠,且不易操作等問題,難以達到設計尺寸要求,由此設計了相應的焊接輔具來避免此類問題出現。
(2)輔具設計角度不當,焊接的產品尺寸超差嚴重,增加了額外的修復成本。根據基本尺寸和焊接變形量的矢量運算,得到最優焊接輔具角度,有效解決焊接角度變形尺寸超差問題。
(3)薄板焊接易產生角度變形,建立輔具角度優化模型,優化后焊接輔具的設計有效解決焊接角度變形問題,大量降低了后期修復成本,對生產效益的提高具有顯著意義。
參考文獻
[1] 李晨陽, 許燕, 周建平, 等. 焊接工藝參數對仰焊MAG堆焊成形的影響[J]. 焊接, 2023(3): 32-38.
[2]?朱長順, 毛計洲, 王宏宇, 等. 粉芯絲材激光增材制造FexMn6Si9Cr5Ni合金記憶性能[J]. 焊接學報, 2023,44(7): 102-108.
[3]?Liu Aiguo, Wang Chao. Progress in weldability research of high entropy alloys [J]. China Welding, 2023, 32(1): 53-62.
[4]?王能慶, 童彥剛, 鄧德安. 熱源形狀參數對薄板焊接殘余應力和變形的影響[J].焊接學報,2012, 33(12): 97-100.
[5]?程計棟, 石文, 鄧繼濤. 焊接順序對白車身零件變形影響的CAE分析及驗證[J]. 汽車實用技術, 2022, 47(10): 50-55.
[6]?嚴浩東, 馬思群, 王素節. 基于Sysweld的某型塔式起重機轉臺焊接順序優化及變形控制[J]. 焊接技術, 2022, 51(9): 110-114.
[7]?Pandey A K, Pandey P M, Pandey S. Control of weld distortion through insitu preheating of weld filler wire [J]. Materials and Manufacturing Processes, 2021, 36(7): 836-842.
[8]?Kim S I. Control of welding distortion for thin panel block structure using plastic counterdeforming method [J]. Journal of Ocean Engineering and Technology, 2009, 23(2): 87-91.
[9]?趙長征. 不銹鋼筒體內襯焊接工裝夾具設計與分析[D].山東青島:山東科技大學, 2020.
[10]?張興品. 焊接工藝對不銹鋼焊接變形的影響分析及控制措施[J]. 中國設備工程, 2021(5): 109-110.
[11]?趙興剛. 鋼結構制作中防止焊接變形的實踐分析[J]. 科技創新與應用, 2021, 11(19): 95-97.
[12]?Ayaz M, Khandaei M, Vahidshad Y. Investigating the effect of electromagnetic impact welding parameters on the microstructure evolution and mechanical properties of SSCu joint [J]. Materials Today Communications, 2023, 35: 105404.
[13]?Sivaselvan S, Natarajan M, Devadasan S R, et al. Influence of friction stir welding parameters on the tribological behavior of dissimilar aluminum alloy joint [J]. Industrial Lubrication and Tribology, 2023, 75(2): 197-203.
[14]?Ramarajan A, Jayakumar K. Influence of pulsed TIG welding process parameters on the mechanical characteristics of AA5083 with AA6082 weldments [J]. Materials Research Express, 2023, 10(2): 026504.
[15] Paramasivam S S S S, Paulraj G, Kesavan S. Application of artificial neural network models to predict ultrasonic welding parameters for joining copper to aluminium sheet [J]. Materials Today: Proceedings, 2023, 72(P4): 2410-2416.
[16]?馮唐福. 鋁合金薄壁管高頻焊接質量與散熱性能研究[D].武漢:武漢工程大學,2022.
孫全喜簡介:學士,高級工程師;主要從事機械設計及工藝研究;已發表論文10余篇;13848634820@163.com。
王偉簡介:通信作者,碩士研究生,助理工程師;主要從事機械設計及工藝研究;1240375464@qq.com。
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49