復雜段構圖案織物校準方法及軟件開發
2024-01-10 13:14:58孟天玉李文雅任學勤
紡織科技進展 2023年12期
關鍵詞:工藝
孟天玉,李文雅,薛 濤,任學勤
(西安工程大學紡織科學與工程學院,陜西 西安 710048)
復雜段構圖案織物是一種通過紗線外觀無規律變化使得織物呈現出特定圖案的新興織物[1]。復雜段構圖案織物對紗線結構的精確度要求較高,誤差會在紡紗過程中累積導致織物圖案準確性降低,所以紡紗工藝參數的微小誤差即會導致織物圖案偏斜[2]。由于紡紗工藝參數需要人工測量,誤差難以避免;且紡紗工藝參數也受生產設備參數及狀態變化的影響,同一工藝在不同織造設備上生產出的織物也不相同。所以在復雜段構圖案織物設計過程中往往需要耗費大量時間,多次打樣并校準紡紗工藝。邱艷茹在MATLAB 平臺上采用非剛體配準法對復雜段構圖案織物進行校準,通過提取實際織物圖案的輪廓并匹配特征點的方法進行校準[3]。但未將其開發為成熟的應用軟件,且織物圖案偏斜的形式與非剛體配準法的校準方式不同,因此該方法的校準效果有限。相關研究領域仍缺少專業的校準方法與軟件,因此基于復雜段構圖案織物偏斜的原因,設計并開發校準軟件,以實現快速校準復雜段構圖案織物,縮短產品研發周期,將產品快速推向市場。
1 圖案偏斜原因
復雜段構圖案織物依靠紗線的花式段和非花式段有規則地排列以織物結構來形成圖案。不同于提花織物基于織物結構呈現圖案的形式,復雜段構圖案織物中紗線的花式段在織物中的位置會受到多種因素影響而發生變化,導致圖案發生偏斜。而圖案偏斜與否主要受紗線工藝和織造設備2個方面因素的影響[4]。
1.1 紗線工藝
織物線圈長度是計算紡紗工藝的重要參數,線圈長度的誤差是導致織物圖案偏斜的主要因素。當測量出線圈長度大于實際線圈長度時,紗線段在紗線中實際位置長于預期,織物中的紗線段從預期位置沿著織造方向移動;反之,紗線段會從預期位置逆著織造方向反向移動。此外,紗線段移動的距離隨著織造行數的增加而增加[5]。圖1(a)所示的預期圖案若發生偏斜,其在針織橫機上織造時體現為織物圖案以單雙行的規律呈金字塔狀分布在預期位置兩側,如圖1(b)所示;在圓形織機上織造時體現為織物圖案以固定的角度向一側偏斜,如圖1(c)所示。
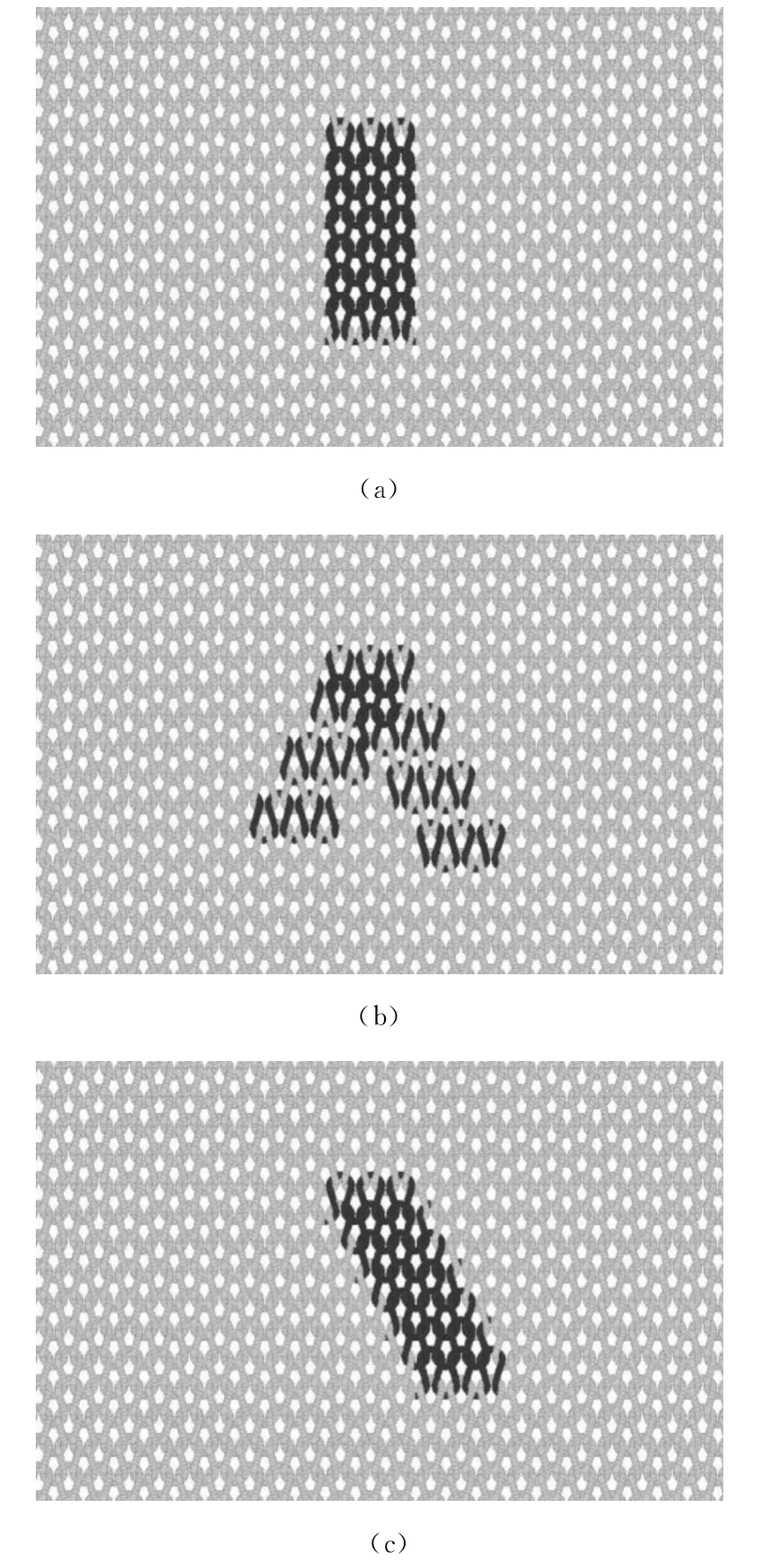
圖1 圖案偏斜方式
1.2 織造參數
因為復雜段構圖案織物根據織造設備定制紡紗工藝的特性,紗路張力、織造速度、織造起始位置等因素形成的誤差也會影響織物圖案的準確性。紗路張力、織造速度大于測定值時會導致織物線圈長度小于測定的線圈長度;反之,織物線圈長度大于測定長度,其對織物圖案的影響同1.1節所述。
復雜段構圖案織物需以紗線工藝起始或結束的位置為織造起始位置進行織造。織造時起始位置出現偏差會導致所有紗線段以偏差距離同時發生偏移。在針織橫機上織造時體現為圖案以單雙行的規律均勻分布在預期位置兩側,在圓形織機上織造時體現為預期圖案在織物上橫向平移。
2 校準軟件設計
因為復雜段構圖案織物完全依靠紗線外觀變化呈現圖案,所以其圖案偏斜是以單行線圈結構為單位的橫向偏移。基于復雜段構圖案織物的偏斜形式,使用Python語言和Py Qt5、OpenCV 等模塊設計開發復雜段構圖案織物的校準軟件。通過在校準軟件中將實際織物圖案與預期圖案的圖片進行擬合的方式實現復雜段構圖案織物的校準。
(1)提取預期圖案嵌入織物照片,調整預期圖案大小與位置,使其高度和位置與織物照片中圖案部分基本重合。
(2)擬合預期圖案與織物圖案,整體調整預期圖案初步擬合,逐行調整圖案完全擬合。
(3)根據擬合結果記錄圖案偏斜方式與距離。
(4)根據偏斜數據計算校準后紡紗工藝,完成校準。
2.1 偏斜擬合
預期圖案以圖片的形式存儲,在擬合之前需要從圖片中提取出預期圖案,以避免圖片背景遮擋底層的織物照片。軟件采取閾值分割的方法從單色背景中提取預期圖案[6],使用提取出的預期圖案與織物照片圖案進行擬合。
為實現將預期圖案與實際織物圖案的擬合,預期圖案需要拆分成數個橫向條狀圖案,每個條狀圖案需要能橫向移動及調整寬度。因為線圈具有嵌套結構,嵌套結構由2個條狀圖案部分重疊的形式體現,所以條狀圖案的高度需要由實際織物參數和預期圖案高度共同決定,其計算公式見式(1)。相鄰2條狀圖案間距見式(2)。
式中:h為條狀圖案高度;l為2條狀圖案間距;H為預期圖案高度;n為實際織物中圖案所占織物行數;B為織物的圈高;D為完整線圈的高度。
預期圖案以h為高度,l為間距被拆分為n個橫向條狀圖案,如圖2(a)所示。在軟件界面調整每個條狀圖案位置與寬度,使其與照片中織物圖案完全重合,達到擬合效果。擬合方式有整體擬合和逐行擬合2種方式。整體擬合是根據織物的織造設備逐行累積偏移量,使得預期圖案一次性完成擬合,橫機織物的擬合方式如圖2(b)所示,圓機織物的擬合方式如圖2(c)所示。第二種擬合方式針對織物的不規則歪斜,指定織物中任意行線圈對應的條狀圖案單獨進行局部擬合,如圖2(d)所示。
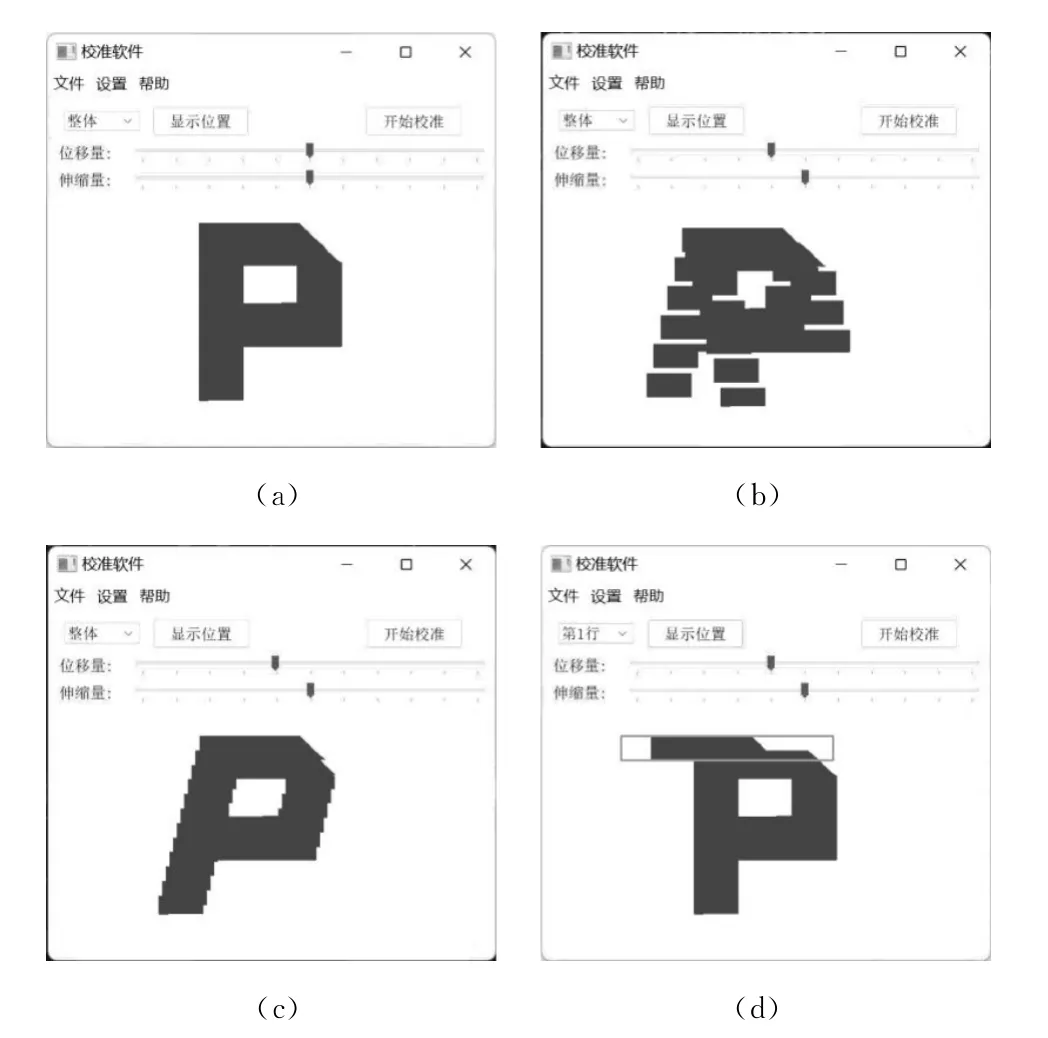
圖2 軟件擬合方式
2.2 工藝校準
在擬合過程中,預期圖案發生了位移與形變,分析計算得出每個條狀圖案的位移量及形變量,最終根據該數據與原紡紗工藝計算出校準后的紡紗工藝。
擬合數據中,形變量為條狀圖案擬合后的寬度與預期圖案寬度的比值,位移量為條狀圖案移動距離與預期圖案寬度比值的相反數。
基于獲得的擬合數據,在原紡紗工藝中選擇條狀圖案對應的花式段紗線的紡紗工藝,逐行對紡紗工藝進行校準。校準步驟如下:
(1)選擇預期圖案對應的紗線工藝,該工藝區間為該行的第一段花式段起始位置到該行最后一段花式段結束位置。
(2)根據形變量處理預期圖案對應的紡紗工藝,該工藝區間中每一段工藝長度校準為其與該行形變量的乘積。工藝區間后一段紡紗工藝長度以區間內總變化長度反向增減。
(3)根據位移量處理預期圖案對應的紡紗工藝,該工藝區間位移長度為該工藝區間總長度與位移量的乘積。工藝區間前一段工藝校準為其與位移長度之和,工藝區間后一段工藝校準為其與位移長度之差。
(4)重復步驟(1)至步驟(3),直至完成所有工藝的校準。
將完成校準的紡紗工藝轉換生產設備的工藝參數后即可進行織造。
3 織物校準驗證
為驗證校準軟件及其校準后工藝的準確性,需織造復雜段構圖案織物進行驗證。試驗采用的原料為花式紗線結子線,織造設備為KU483圓形編織機(無錫市振榮針紡機械有限公司)。校準前織物如圖3(a)所示,該織物經過校準軟件擬合后效果如圖3(b)所示。

圖3 軟件擬合方式
織物校準前部分紡紗工藝見表1、校準后部分紡紗工藝見表2。
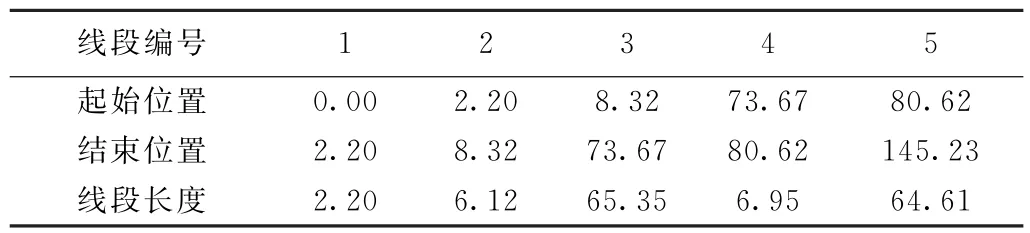
表1 校準前部分紡紗工藝單位:cm
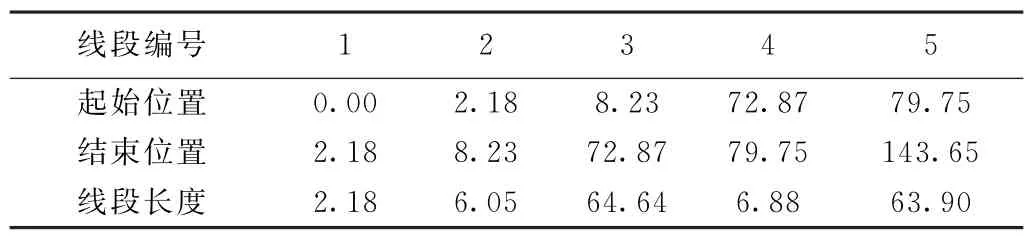
表2 校準后部分紡紗工藝單位:cm
使用校準后的工藝織造出的復雜段構圖案織物如圖4所示。

圖4 校準后織物
通過對比校準前后的復雜段構圖案織物可知,校準前織物表面圖案有明顯偏斜,校準后織物表面圖案無明顯偏斜,與預期圖案一致。校準前后織物圖案高度相同,圖案部分每行花式段長度一致,且校準前后織物風格一致。
為便于展示復雜段構圖案織物的校準方法,選擇較為簡單的圖案織物(圖4)進行校準。上述方法和軟件也可校準更為復雜的段構圖案織物,以商標為圖案織造出的復雜段構織物如圖5(a)所示,以書法“福”字為圖案織造出的復雜段構圖案如圖5(b)所示。
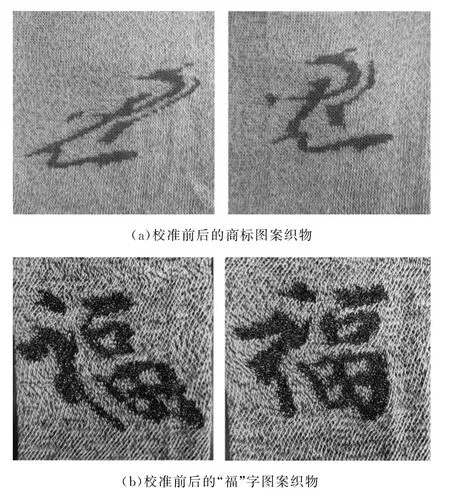
圖5 其他復雜段構圖案織物的校準前后對比
由圖5可知,商標圖案的形狀較為規則,圖案中各形狀分布較為均勻,工藝中花式段長度差異較小,該種圖案校準結果良好,與預期圖案一致。“福”字圖案形狀不規則、復雜度更高,工藝中花式段數量更多且差異較大,該種圖案校準后偏斜程度明顯改善,但與預期圖案相比仍存在輕微變形情況。
綜上所述,研究提出的通過擬合預期圖案與織物照片進行校準的方法能夠快速有效解決織物圖案歪斜的狀況。基于該方法編寫的校準軟件大幅縮短織物圖案校準周期,有效校準復雜段構圖案織物的圖案偏斜問題,但對于過于復雜的圖案校準效果仍有待提升。
4 結 論
(1)設計的復雜圖案織物校準方法及軟件能夠對圖案發生偏斜的生產工藝進行有效校準,生產出符合預期圖案的復雜段構圖案織物。
(2)使用軟件快速校準圖案,不再需要人工計算紡紗工藝參數,有效減少打樣次數,提升復雜段構圖案織物的設計效率。
(3)校準軟件對于過于復雜的預期圖案能夠起到校準作用,但校準效果有限,仍有輕微變形狀況存在。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52