提高襯布剝離強度方法的研究
2024-01-10 13:14:58李繼松沈洋洋
紡織科技進展 2023年12期
李繼松,袁 霏,沈洋洋
(1.科德寶寶翎襯布(南通)有限公司,江蘇 南通 226000;2.南通職業大學,江蘇 南通 226000)
隨著紡織印染行業的發展,襯布質量對剝離強度的參數要求越來越高。傳統的加工設備材料和粘合條件已經越來越接近參數要求的極限值。而加工過程控制、襯布的應用條件控制以及如何保持襯布剝離強度在一個持續穩定的水平值是當下研究的重點。
通過剖析雙點襯布加工的必要流程,在工藝流程中找到影響剝離強度的關鍵因素[1]。圖1為滌綸長絲外衣襯布的加工工藝流程。滌綸坯布第一道進行退漿預處理以及必要的高溫高壓染色;第二道進行定型機的烘干整理,此過程中需添加必要的整理助劑,如拒水整理劑、柔軟劑及抗靜電劑等。拒水整理主要是對布面進行一定程度的防水整理[2],主要是為了保證后道工藝雙點時,漿料的點型能夠立挺在布面且不完全潤濕布面。根據測試標準要求,一般整理拒水性能達到75分以上即能具備良好的漿點條件。但拒水性也不能太高,否則會造成漿點轉移時不能很好地浸潤底布,從而影響粘合牢度。
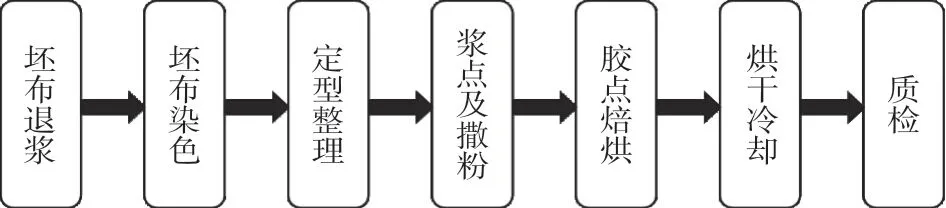
圖1 滌綸長絲外衣襯布的加工工藝流程圖
1 黏合襯布的底布整理要求
襯布的底布從坯布織造開始就需要嚴格控制工藝質量。坯布紗線的捻度要小,一般采用單紗。織物表面組織要疏松,這樣便于起絨以及雙點時熱熔膠的充分浸潤。坯布織物的經緯密度要低,以獲得柔軟的手感,同時布面也要足夠平整無沾污,否則會影響粘合效果。纖維的表面性能和內聚能密度均會影響熱熔膠對織物的粘合。臨界表面張力越大,越容易被浸潤,應選用臨界表面張力較高的純棉或黏纖織物。特別是經過樹脂整理以后,織物的臨界表面張力將有所下降,如果經過有機硅油或其他低臨界表面張力的助劑處理,織物的臨界表面張力降低很明顯,會影響最終的粘合強力。織物的內聚能密度會影響熱熔膠向纖維內部的擴散。
按照粘合的擴散理論,溶解度參數相近的兩相介質,可獲得較高的粘合強度。不同的纖維對同一種熱熔膠有不同的粘合強度[3]。通過試驗得到結果,聚酰胺熱熔膠對不同纖維的粘合強度順序為:純棉>聚酰胺纖維>羊毛>腈綸>滌綸。
樹脂整理是對底布的化學防皺、防縮整理[4]。利用能與纖維羥基起鍵合反應的雙官能團有機化合物,在纖維分子長鏈間起交鏈反應,達到防皺、防縮和改善手感的效果。在整理過程中,通過軋輥料槽對底布加入助劑,并通過增加超喂量控制底布的伸度大小,同時整理烘干過程中還需要保持穩定的落布門幅值,因為布面的平整度極其重要,它將決定布面與網筒結合的間隙均勻度,影響漿點成型的飽滿度,進而最終影響襯布剝離強度值。
2 剝離強度與刮刀材質
普遍使用的金屬材質刮刀,在生產過程中,流動的漿料隨著網筒旋轉形成方向渦流,其本身會對刮刀面形成一個動態線面壓力,整門幅壓力甚至接近70 kg,即便繼續施加兩側氣缸的壓力來補償刮刀的受力,還是很容易讓刮刀產生形變[5]。由于刮刀本身制作比較軟,兩側氣缸施加的壓力和網筒逆向旋轉產生阻力,使刮刀產生迂回扭曲形變,特別是刮刀的中間部分,會產生一定擾度。所以,在整個刮刀的橫線面上,刮刀容易產生波浪線狀態,使得刮刀系統和網筒界面出現局部的不充分接觸,導致網筒透出的漿料會有局部的點型不均勻、不飽滿甚至拖拽不成型等問題,這將影響產品的剝離強度值。
為了減少刮刀和網筒之間的摩擦,選用塑料刮刀。塑料刮刀采用特氟龍材質制作,具有一定的耐磨特性和潤滑性能,能夠很好地貼合到網筒面上。塑料刮刀能夠忍讓一定的摩擦度,不會加劇網筒的摩擦,避免產生鎳超標。同時由于塑料刮刀偏硬質地,可以承受相應的不平衡壓力。從實際應用結果看,塑料刮刀可以很均勻地將漿料點型滲入到布面,并有很好的均勻度。如圖2所示,網筒為逆時針旋轉運行,內部刮刀為固定模式,同時刮刀架還連接漿料供應泵,均勻滲出漿料,刮刀和圓網緊密貼合。通過這樣的方法,會在如圖2所示位置形成漿料的楔形區域。在這個區域,漿料會形成一定的反旋渦流,進而形成對圓網和刮刀的壓力值,漿料就能夠透過圓網滲出點型并轉移至布面上。
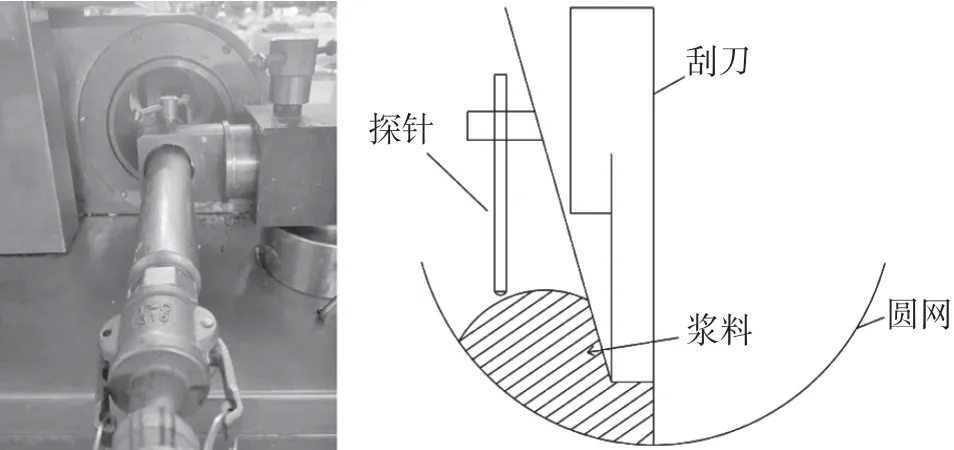
圖2 漿點圓網和刮刀的工作原理圖
整個漿點單元是一個較為精密復雜的機械傳動構件,漿料高度(漿料液位值)決定布面給漿量。液位測試器由探針和電子元件組成,可調節位置,保持圓網內漿料高度的恒定。內刮刀角度調節:角度越小,給漿量越多;反之,角度越大,給漿量越少。漿料的黏度越低則越易流動,給漿量就越高。當車速為20~40 m/min時,采用低黏度漿料(黏度為2.0~3.5 Pa·s),當車速較慢時,低黏度漿料會造成印點模糊不清,需采用高黏度漿料(黏度為5.0~7.0 Pa·s)。這說明車速和黏度適度相互調節,很大程度上決定布面漿點點型的形狀。
經過圓網漿點之后,在布的表面形成拱起的固態點型,然后撒粉單元將PA 膠粉固著在漿點的表面,再經過吹吸粉單元將縫隙多余的粉回收。這樣就形成如圖3所示的雙點模型,最后經過烘房175 ℃左右焙烘,熱熔膠粉熔融成點面并浸潤在襯布的表面。
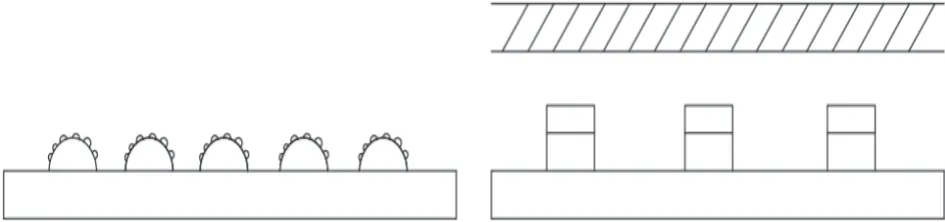
圖3 經過漿點轉移后的布面點型
根據試驗數據得知,使用金屬刮刀的點膠結果,布的表面不是很均勻,局部點膠的克重偏高,且可以明顯看出深淺差異,布面左中右的克重相差值在±5 g以上,底布的克重無偏差。從測試的剝離強度值來看,中位數在15 N/(5 cm)左右,且剝離強度值浮動較大。使用塑料刮刀后,布面均勻度明顯改善,沒有漿料明暗的差異表現,在線觀測布面漿點成型飽滿度良好,不漏點,從手感上感覺點型也很飽滿凸起。依據稱重數據結果看,克重均勻度提高了很多,布面左中右偏差值在±3 g左右,底布的克重無偏差。從測試的剝離強度值來看,中位數在22 N/(5 cm)。通過改善典型的飽滿度和均勻度,剝離強度得到了提高。
如圖4所示,克重與20 D 襯布的剝離強度因子關系,剝離強度的左中右的擬合曲線及參數是基本一致的,說明克重是剝離強度的一個影響因子。從克重的運行結構穩定性來看,有一些數值超出偏差的范圍,缺少一定的穩定性。而通過左中右多組數據的測算,剝離強度與克重存在穩定的線性值關系,說明涂粉量的提升,剝離強度隨著涂粉量的增加而上升,但是上升也是有極限的,因為過高的涂量會影響到手感和滲料。

圖4 克重與剝離強度的因子關系
3 剝離強度與熱熔膠性能
剝離強度的大小同時也取決于漿點材料的選擇。使用PA 高聚物化學物質,分子鏈結構能夠很好地形成氫共價鍵,是一種比較牢固的結構形式。熱熔膠的粘合性能主要取決于聚合物的成分、聚合度、結晶度、主鏈上極性基團的性能和所占的比例[6]。在根據聚合物的粘合性能選用熱熔膠時,還要考慮聚合物本身的內聚力和聚合物與織物之間粘附力的平衡[7]。如果聚合物的分子量增加,即聚合度增加,可以提高剝離強度。
從宏觀角度看,加工方法、涂點型的均勻性、漿點的轉移情況、膠粒的熔融狀態等,均會影響襯布最終的剝離強度[8]。從微觀角度看,漿點的幾何形狀和漿點的分布密度,熱熔膠的物理化學性能,如粘合性能、熱流動性能、粉體性能、漿料流變性能等也是影響剝離強度的關鍵因素。但是通過控制或提高膠粉及漿料的化學性能,需要研發人員具有足夠的相關專業知識,還要與膠粉漿料的供應商溝通交流,提高特定制作如PA膠粉的特殊性能,提高熔融指數和聚合能力,使膠粉充分融合面料和襯布。理想的剝離狀態是漿點和膠粉點分離,可以達到最大化的剝離強度值。
4 剝離強度與焙烘溫度
焙烘溫度對襯布的剝離強度也存在較大影響,同時也決定襯布的手感。如溫度太高,熱熔膠氧化或滲出底布,織物發黃,手感變硬,剝離強度也會降低。若溫度太低,熱熔膠不能完全浸潤織物,容易從底布表面脫落,形成漏點或掉粉,最終影響成品的剝離強度值。溫度適中,熱熔膠完全熔融并滲入織物1/3左右,粘合效果最好。經過雙點烘箱焙烘時,烘房內布面溫度應高于熱熔膠的熔點20~30 ℃,出烘箱后再經過冷水滾筒充分冷卻,水溫通常應低于15 ℃,可釋放膠粉反應的熱能,從而避免布面的反面粘合。
如表1所示,通過Minitab的正交實驗,剝離強度與溫度關系存在Z值10.8,置信區間為(0.363 8,0.525 0),溫度的方差為2.567;而剝離強度與壓力、時間的實驗正交也存在線性回歸方程,但Z值偏小,P值>0,且置信區間范圍很大。由此可以看出,溫度因素對剝離強度的影響較大,其次是時間和壓力。在實際生產工藝過程中,溫度受到車速、烘箱設備溫度的均勻度以及烘箱循環風機運行頻率的影響。
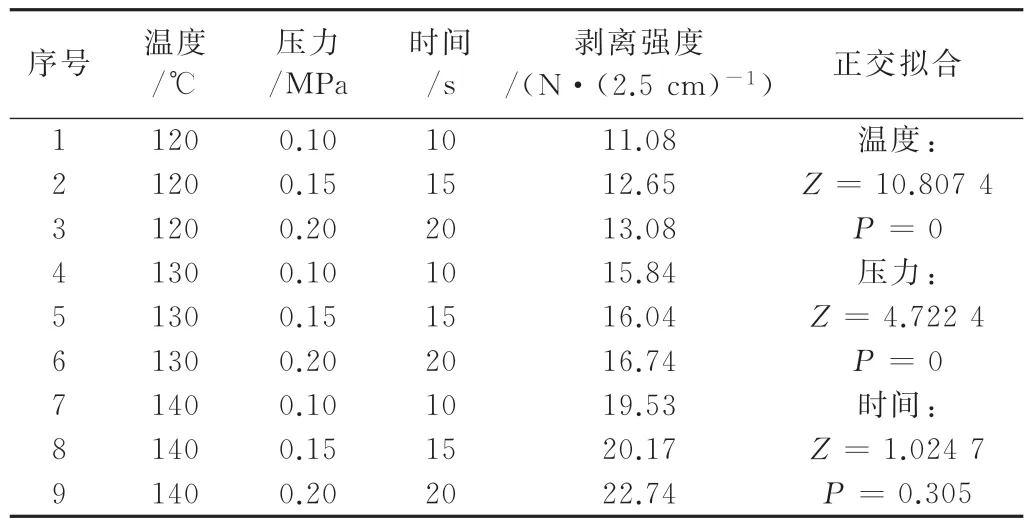
表1 關于剝離強度的正交實驗
5 結 論
從整個試驗結果看,襯布生產過程中,工藝參數的控制極其重要。剝離強度作為襯布產品的一個重要質量參數,從坯布的織造開始就必須考慮紡紗捻度及坯布的前處理工藝。在關鍵的雙點工藝過程中,通過數據驗證,漿點單元加工網筒內刮刀選用塑料特氟龍材質,可以與網筒面結合緊密,顯著改善布面雙點的均勻性,并且在運動過程中動態阻力小,減少了網筒因受力過大而扭曲變形的風險。同時結合漿料的黏度設定適合的加工車速和烘箱溫度值,可以在布面上調整產生飽滿立挺的漿點點型,這樣可以獲得最優的襯布剝離強度值。