基于BP神經(jīng)網(wǎng)絡(luò)雙對數(shù)算法的刀具磨損分析及壽命預(yù)測研究
2024-01-13 10:59:58燕洋妞何世文林孝良伍小波林益斌
湖南有色金屬 2023年6期
燕洋妞,何世文,林孝良,伍小波,林益斌
(1.湖南工業(yè)大學(xué)材料與先進(jìn)制造學(xué)院,湖南 株洲 412007;2.株洲華銳精密工具股份有限公司,湖南 株洲 412000)
隨著工業(yè)信息化的快速發(fā)展,優(yōu)質(zhì)化及高強(qiáng)度的金屬材料逐漸成為工業(yè)用料的主流,在機(jī)械加工過程中,切削刀具的磨損對工件的質(zhì)量、加工成本、生產(chǎn)安全等產(chǎn)生不同程度的影響。目前,國內(nèi)外對刀具磨損狀態(tài)及使用壽命的預(yù)測研究發(fā)現(xiàn),影響刀具磨損及壽命長短的因素很多,如刀具的材質(zhì)、切削參數(shù)及設(shè)備運(yùn)行狀態(tài)等。
在已有的刀具磨損檢測和壽命預(yù)測的研究中,刀具磨損狀態(tài)監(jiān)測方法主要是直接監(jiān)測法與間接監(jiān)測法[1];直接監(jiān)測法是對刀具進(jìn)行直接測量,而間接方法利用切削過程中測量的切削參數(shù)來反映刀具的磨損變化[2]。在多元化信息融合下,多種刀具磨損檢測及壽命預(yù)測方法不斷的被探索驗(yàn)證。陳小康提出基于Bagging集成高斯過程回歸模型的刀具壽命預(yù)測[3],對提取的信號進(jìn)行時頻域特征分析,根據(jù)貝葉斯概率計算得到各子模型的權(quán)重,再對其輸出進(jìn)行融合得到了刀具壽命預(yù)測值。何一千等基于BP神經(jīng)網(wǎng)絡(luò)數(shù)控機(jī)床刀具磨損狀態(tài)識別方法,利用采集的三相電流信號[4],通過BP神經(jīng)網(wǎng)絡(luò)建立三相電流信號特征向量與刀具磨損狀態(tài)之間的聯(lián)系,經(jīng)過訓(xùn)練多組未知樣本表明該方法能夠判定刀具的磨損狀態(tài)。方喜峰等人建立基于BP-RBF神經(jīng)網(wǎng)絡(luò)的刀具壽命預(yù)測模型[5],采用最小二乘法對刀具壽命預(yù)測數(shù)學(xué)模型進(jìn)行非線性擬合,與傳統(tǒng)BP神經(jīng)網(wǎng)絡(luò)模型進(jìn)行試驗(yàn)仿真比較,BP-RBF神經(jīng)網(wǎng)絡(luò)在刀具壽命預(yù)測上具備有效的預(yù)測精度。
1 試驗(yàn)方法及過程
本試驗(yàn)刀具磨損檢測采用光學(xué)成像法,利用交叉對比改變影響刀具磨損主要因素的切削參數(shù)[6],再對后刀面磨損值VB與時間T進(jìn)行雙對數(shù)化分析;建立基于BP神經(jīng)網(wǎng)絡(luò)結(jié)合雙對數(shù)算法的刀具磨損分析與壽命預(yù)測模型仿真計算,如圖1所示。

圖1 刀具磨損檢測壽命預(yù)測模型
本試驗(yàn)在外圓車削無冷卻的條件下,采用半精加工的CVD涂層非合金鋼刀具,主切削刃后角是0°,有孔且斷屑槽為雙面,內(nèi)切圓直徑為12.70 nm,刀片厚度為4.76 mm,刀尖圓弧半徑為0.8 mm。切削材料是42CrMo,硬度為140~180 HB。試驗(yàn)參數(shù)范圍V=200~300 m/min;f=0.2~0.3 mm/r;ap=1~2 mm,其中V為切削速度、f為進(jìn)給率、ap為切削深度。采用表面粗糙度儀測試被加工材料表面的粗糙度,試驗(yàn)設(shè)計方案見表1。
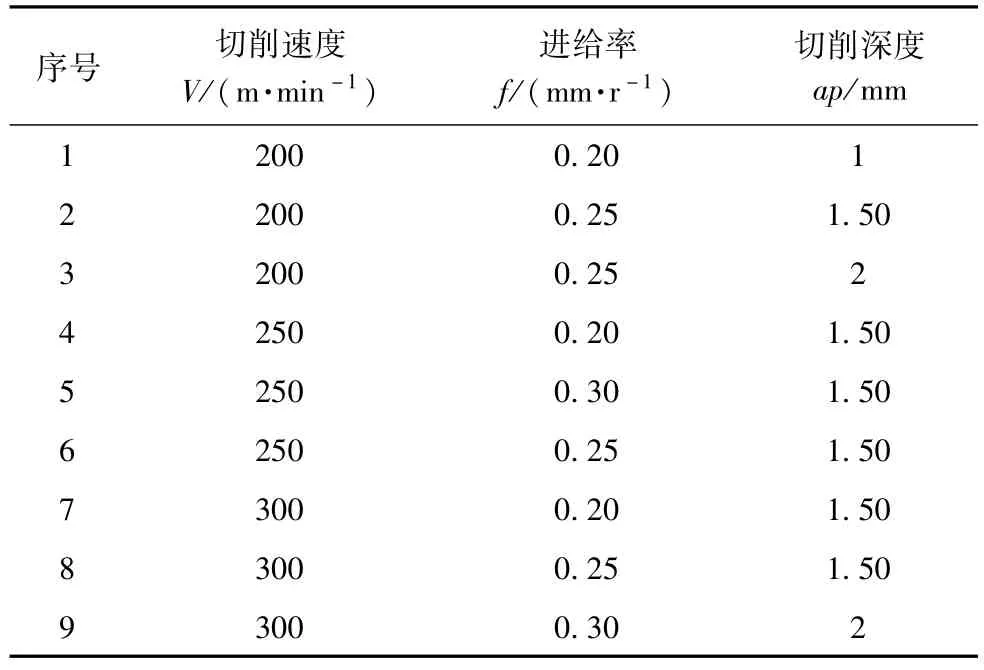
表1 試驗(yàn)設(shè)計方案
刀具磨鈍標(biāo)準(zhǔn)依照國家標(biāo)準(zhǔn)GB/T 16461—1996規(guī)定,當(dāng)?shù)毒吆蟮睹嫫骄p寬度VB為0.2 mm或后刀面最大磨損寬度VBmax達(dá)到0.6 mm時,刀具達(dá)到磨鈍標(biāo)準(zhǔn)判定失效[7]。試驗(yàn)過程中被加工材料的去除量和表面的粗糙度范圍、刀具的壽命和失效形式見表2[8]。
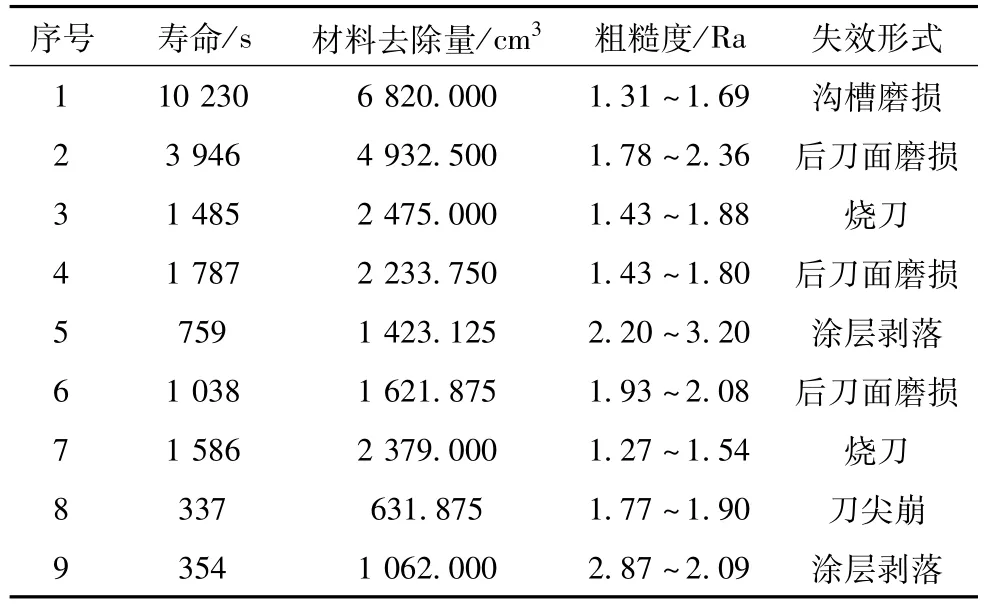
表2 刀片切削試驗(yàn)過程數(shù)據(jù)記錄
2 試驗(yàn)結(jié)果與分析
2.1 刀具磨損
試驗(yàn)刀具達(dá)到磨損標(biāo)準(zhǔn)時前、后刀面對比如圖2所示,從圖2可以看出,刀具均發(fā)生如溝槽磨損、后刀面磨損、燒刀、涂層剝落、刀尖崩等不同程度的劇烈磨損,嚴(yán)重磨損主要是以燒刀、涂層剝落為主。
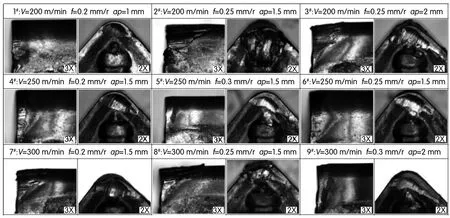
圖2 刀片達(dá)到磨損標(biāo)準(zhǔn)時前后面刀片對比照片
2.2 失效過程分析
將后刀面磨損值與切削時間對數(shù)化之后繪制如圖3所示,橫坐標(biāo)為刀具磨損壽命時間T對數(shù)值,縱坐標(biāo)為刀具的后片刀面的平均磨損寬度值VB對數(shù)值。

圖3 后刀面磨損規(guī)律雙對數(shù)變化規(guī)律
圖3(a)表示切削速度為Vc=200 m/min時后刀面磨損量的雙對數(shù)變化曲線。其中3#刀片有兩種變化規(guī)律:點(diǎn)劃線的磨損規(guī)律表示其后刀面初始磨損值低于2#刀片,甚至低于1#刀片,這種情況不可能出現(xiàn),而2#與3#的切削速度、進(jìn)給量相同,切削深度變化的單因素試驗(yàn)對比,因此,虛線的更符合磨損規(guī)律。圖3(b)為V=250 m/min,ap=1.5 mm時后刀面磨損量的雙對數(shù)變化曲線,此組為進(jìn)給量單因素變化的磨損規(guī)律對比;圖3(c)只有7#刀片一組變化規(guī)律,因?yàn)?#、9#刀片壽命太短,采集后刀面磨損量少;圖3(d)為f=0.25 mm/r,ap=1.5 mm時后刀面磨損量的雙對數(shù)變化曲線,為切削速度單因素變化的磨損規(guī)律對比。
后刀面磨損量雙對數(shù)化后基本遵循線性變化規(guī)律。線性變化有兩個主要評價參數(shù),一是截距,表示后刀面初始磨損量,采用刀片切削100 s時觀測的后刀面磨損值作為初始磨損量;二是斜率,表示后刀面不同的磨損速率。根據(jù)雙對數(shù)線性變化規(guī)律可得出以下結(jié)論:
1.在一定范圍內(nèi),只改變一個切削參數(shù)的單因素磨損曲線只有截距的變化,斜率變化很小或無變化;隨著單因素切削參數(shù)的增大,截距也增大,即后刀面的初始磨損量增大。
2.改變多個切削參數(shù),截距和斜率均會發(fā)生改變;隨著多個切削參數(shù)的增大,截距和斜率都增大,即后刀面的初始磨損量和磨損速率都增大。
3 刀具壽命預(yù)測模型構(gòu)建
3.1 BP神經(jīng)網(wǎng)絡(luò)模型
BP神經(jīng)網(wǎng)絡(luò)是一種非線性多層前向反饋網(wǎng)絡(luò),又稱誤差反向傳播神經(jīng)網(wǎng)絡(luò);一般分為三層,分別是輸入層(input layer)、隱含層(hider layer)和輸出層(output layer),這三層中的每一層只影響下一層的神經(jīng)元狀態(tài),若得不到期望輸出,則進(jìn)行反向傳播;其原理是利用現(xiàn)有的數(shù)據(jù)找出輸入與輸出之間的權(quán)值關(guān)系,再利用權(quán)值關(guān)系進(jìn)行運(yùn)算仿真,最終根據(jù)調(diào)整的參數(shù)建立模型,獲得最優(yōu)的實(shí)際輸出值。
3.2 BP神經(jīng)網(wǎng)絡(luò)結(jié)合雙對數(shù)刀具壽命預(yù)測模型的構(gòu)建
根據(jù)前期的試驗(yàn)數(shù)據(jù)依據(jù)可知,影響刀具壽命的主要因素是由刀具直徑、切削速度、切削深度、切削寬度、每齒的進(jìn)給量以及刀具齒數(shù)等[9],刀具壽命計算公式如式(1):
式中:Cr為刀具耐用度系數(shù);Dq0為刀具直徑;Vc為切削速度;Ap為切削深度;Fz為每齒進(jìn)給量;Aw為切削寬度;Z為刀具齒數(shù);x、y、u、p、q為刀具壽命影響指數(shù)。
為了避免增加BP神經(jīng)網(wǎng)絡(luò)算法的復(fù)雜度和冗余度,以及確保刀具使用壽命預(yù)測的精準(zhǔn)性和高效性,因此對神經(jīng)元種類個數(shù)進(jìn)行分析整理確定使其形成正反饋導(dǎo)向。由公式(1)可以確定將6種加工參數(shù)作為輸入層的神經(jīng)元,刀具使用壽命作為輸出神經(jīng)元;通過刀具試驗(yàn)使用壽命計算可預(yù)測刀具壽命以及推薦最佳切削速度,如圖4所示。

圖4 BP神經(jīng)網(wǎng)絡(luò)刀具壽命預(yù)測模型
根據(jù)BP神經(jīng)網(wǎng)絡(luò)自身所具備的開發(fā)特性,因此設(shè)計輸出與輸入的關(guān)系時,BP神經(jīng)網(wǎng)絡(luò)算法能做到更加貼合相應(yīng)的函數(shù)逼近。借助理論算法建立模型對源代碼進(jìn)行開發(fā)設(shè)計,經(jīng)過多次網(wǎng)絡(luò)訓(xùn)練測試得出更好的預(yù)測精度[10],如圖5所示。

圖5 BP神經(jīng)網(wǎng)絡(luò)雙對數(shù)化刀具壽命預(yù)測流程圖
基于MATLAB軟件進(jìn)行初始化網(wǎng)絡(luò),通過輸入樣本來確定輸入和輸出的維數(shù)。
1.初始化輸入層、隱含層和輸出層神經(jīng)元之間的權(quán)值V、W,設(shè)置學(xué)習(xí)率和激活函數(shù)。
2.隱含層輸出如式(2):
式中:X為輸出變量;ωij、aj分別表示輸入層和隱含層間的連接權(quán)值及閾值,隱含層輸出為H;j是節(jié)點(diǎn)數(shù);f是激活函數(shù)。
3.計算輸出層如式(3):
式中:ωjk、bk分別是連接權(quán)值和閾值。
4.計算誤差e如式(4):
式中:Yk是預(yù)測值;Ok是實(shí)際期望值。
5.更新權(quán)值和閾值,通過預(yù)測誤差e對網(wǎng)絡(luò)連接權(quán)值更新如式(5)~式(8):
式中:η為 學(xué) 習(xí) 率;ω(j+1)(k+1)為 新 權(quán) 值;aj+1為 新閾值。
6.判斷迭代是否結(jié)束,若否則返回式(2)重新計算隱含層的輸出。根據(jù)經(jīng)驗(yàn)公式確定隱含層點(diǎn)數(shù)[11],如式(9):
式中:j是隱含層節(jié)點(diǎn)數(shù);n、m分別是輸入層與輸出層節(jié)點(diǎn)數(shù);l為1~10間的常數(shù)。
3.3 算法計算結(jié)果
本次試驗(yàn)數(shù)據(jù)結(jié)合算法計算實(shí)現(xiàn)了預(yù)測刀片壽命及切削速度推薦,BP神經(jīng)網(wǎng)絡(luò)結(jié)合雙對數(shù)算法的壽命預(yù)測模型見表3,標(biāo)準(zhǔn)差低至0.4,偏離度已降低至0.2%左右,偏離值降低至0.1,該模型的切削速度推薦值是能夠準(zhǔn)確有效的推薦最佳切削速度指導(dǎo)刀具的使用見表4。

表3 刀片壽命計算表

表4 切削速度推薦
4 結(jié) 論
根據(jù)改變影響刀具磨損性能與耐用度的不同參數(shù),分析刀具在不同的加工參數(shù)下的磨損進(jìn)行失效分析,結(jié)果表明:
1.刀片磨損以后刀面磨損為主,其中試驗(yàn)刀片在車削過程中出現(xiàn)了燒刀、月牙洼溝槽磨損、涂層脫落以及刀尖蹦的現(xiàn)象。
2.將刀具每次觀測時后刀面磨損值與觀測時間進(jìn)行雙對數(shù)化后分析可得基本遵循線性變化規(guī)律:在一定范圍內(nèi),只改變一個切削參數(shù)的單因數(shù),磨損曲線只有截距的變化,斜率變化很小,且隨著單因素切削參數(shù)的增大,截距增大;改變多個切削參數(shù)的多因素磨損曲線,截距與斜率均發(fā)生改變,且隨著多個切削參數(shù)的增大,截距和斜率都增大。
3.由仿真結(jié)果偏離值降低至0.1,偏離度降低至0.2%左右,BP神經(jīng)網(wǎng)絡(luò)結(jié)合雙對數(shù)變換算法從一致性和試驗(yàn)結(jié)果的符合度上均高于單純采用BP神經(jīng)網(wǎng)絡(luò)作為預(yù)測算法的計算結(jié)果,能更精確預(yù)測刀具在不同切削參數(shù)下的使用壽命。
