慢走絲線切割成本估算研究
2024-01-20 10:54:54鄧偉徐玉梁徐明飛黃昊旻
機械工程師 2024年1期
關鍵詞:成本
鄧偉,徐玉梁,徐明飛,黃昊旻
(貴陽學院 機械工程學院,貴陽 550005)
0 引言
線切割是利用電極絲與工件間脈沖性電火花放電產生的局部高溫,使工件表面與放電點之間的介質電離擊穿,以致工件熔化形成氣化切割效應的一種非接觸式特種加工方法[1]。由于電極與工件間并沒有直接的接觸,因而可以加工幾乎當前所有高強度、高硬度、高韌性、高脆性,以及高純度的導電材料,尤其適合低剛度和微細結構產品的加工。文獻[2]~[5]對電火花線切割加工中的工藝參數和加工質量進行了詳細的研究。
慢走絲線切割作為線切割加工方法之一,相比于快、中走絲線切割加工,其加工速度慢,故又稱低速走絲線切割加工。慢走絲加工的產品擁有表面質量高、精度高等優點,在航空航天、模具等等領域得到了廣泛應用。邊留進等[6]采用正交試驗法,研究了電流峰值、放電脈寬時間、脈間時間、主電源電壓等參數對材料去除率和表面粗糙度的影響,分析了影響性能指標的主次因素,并驗證了其可行性。馮巧波等[7]研究了放電脈寬時間、主電源電壓、伺服速度等因素對慢走絲線切割加工精度的影響。孫瑤等[8]以慢走絲線切割加工鈦合金為試驗對象,在正交試驗的基礎上,通過信噪比方法研究峰值電流、開路電壓、脈沖寬度等因素對加工時間、切縫寬度和表面粗糙度的影響規律。
針對慢走絲線切割的研究,大多都是研究加工參數對加工質量的影響,對于慢走絲線切割的加工成本研究相對較少,本文通過實驗探究,引入粗糙度系數的概念,建立了慢走絲線切割加工成本預測模型,最后運用構建的成本模型測算某工件的加工成本,為慢走絲產品在加工之前提供合理的成本預測依據。
1 工藝指標和成本模型
1.1 工藝指標
慢走絲線切割的工藝指標主要有加工速度、工件表面質量和加工精度。加工速度一般表示為單位時間加工的有效面積,工件表面質量包括表面粗糙度、表面變質層和表面力學性能三部分,特別是表面粗糙度,直接影響產品的使用性能,是慢走絲線切割的重點檢驗關鍵指標,加工精度包括尺寸精度、形狀精度和位置精度。
影響上述工藝指標的因素主要有放電脈寬時間、脈間時間、峰值電流、主電源電壓、伺服速度、電極絲速度等。目前,高檔慢走絲線切割機床自帶加工參數智能推薦系統,實際加工時,輸入工件材料、外形尺寸和粗糙度等指標要求后,機床自動計算出切削參數,因此這些切削過程的影響因素不作為成本模型參數。
1.2 成本預測模型
當前慢走絲加工的費用主要以單位時間加工的有效面積乘以對應的加工單價作為單件產品單次的實際加工費用(C):C=P×S/v。 (1)式中:P為實際每小時慢走絲單價,元;S為切割面積,mm2;v為切割速度,指單位時間加工的有效面積,mm2/h。
為了滿足加工后零件能達到規定的表面粗糙度,需要對零件進行多次反復加工,即“一切多修”。第一次加工(切加工)主要是成型零件,第二次或第二次以上的加工(修加工)主要是提高零件的精度和降低表面粗糙度。切加工和修加工具有不同的切割速度,所以切割相同面積所需的時間不同,因此直接將式(1)中的單次成本乘以加工次數去計算單件產品的成本是不準確的。
就加工經濟性而言,線切割加工普遍以粗糙度Ra3.2 μm為臨界,比Ra3.2 μm表面粗糙的用快走絲或中走絲加工,比Ra3.2 μm表面光潔的用慢走絲加工。引入一個粗糙度系數k,k定義為慢走絲各加工階段后粗糙度為某一數值時,所用總時間與切加工所用時間的比值,也可認為是當工件粗糙度為某一數值時,一共折算成了k次切加工,工件若僅切加工,k值取1。式(1)可修改為
2 粗糙度系數的確定
慢走絲線切割加工一般根據工件的不同粗糙度要求,采用不同的切修次數加工,相同的機床上,粗糙度值越小(表面質量越好)的工件,修加工的次數越多。切加工主要是成形零件,切除絕大部分余量,修加工主要是降低零件表面粗糙度,其實際切削量非常微小。在本次切割實驗中,工件內腔尺寸為(6.5±0.02)mm×(13±0.02)mm,材料為鋁合金,工件厚度為55 mm。為保證數據的準確性,一共加工4個試驗件,各加工階段時間及各加工階段后粗糙度如表1所示。
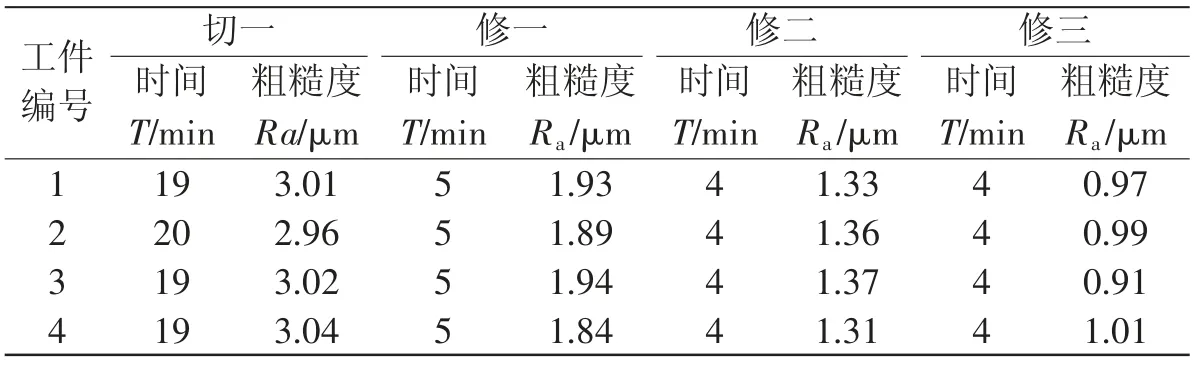
表1 各加工階段時間及粗糙度
由表1可計算4個實驗件各加工階段的平均時間及各加工階段結束后的平均粗糙度值,由粗糙度系數定義方式可得對應的粗糙度系數,如表2所示。
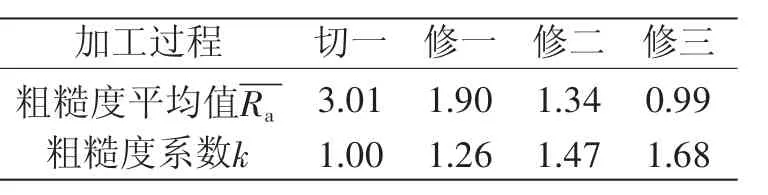
表2 平均粗糙度及對應粗糙度系數
由表1可知,三次修加工的總時間少于切加工。切加工后平均粗糙度為Ra3.01 μm,修一結束后為Ra1.90 μm,粗糙度系數增長量僅為0.26。從修一到修三,粗糙度降低到Ra0.99 μm,粗糙度系數增長量僅為Ra0.42 μm。由于切修加工的作用不同,當在機床的工作能力范圍內時,粗糙度值越低,修加工次數越多,加工時間越長,但每次修加工的時間相對于總時間增長比例較低。將表2 數據擬合,如圖1所示。
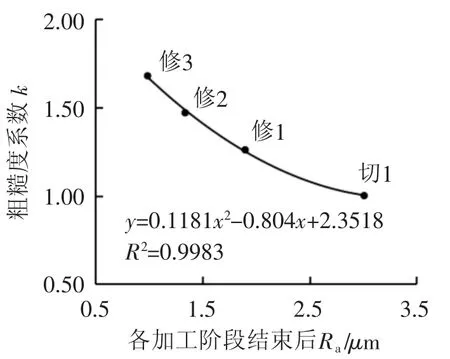
圖1 粗糙度及粗糙度系數關系
根據擬合函數可得對應的粗糙度系數如表3所示。
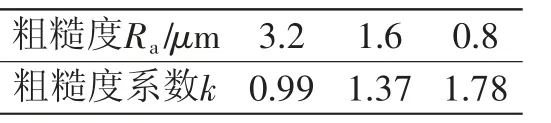
表3 實驗粗糙度系數
更換線切割機床,加工兩個相同的試驗件,采用切一修三加工方式,數據擬合后可得,當Ra1.6 μm時,k為1.41,Ra0.8 μm時,k為2.13。上述慢走絲切割實驗表明,在機床工作能力范圍內,增加修加工次數可以降低工件粗糙度值,修加工所用的時間占實際加工總時間比例較低,對慢走絲加工總時間影響不大。綜上所述,粗糙度系數取值可如表4所示。
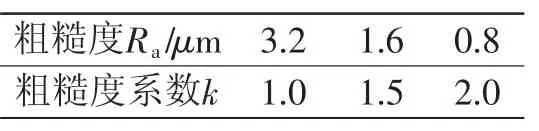
表4 粗糙度系數
3 成本預測
待加工工件為一錐形工件,材料為黃銅,外形尺寸為50 mm×50 mm×100 mm,工件內腔粗糙度為Ra0.8 μm,尺寸偏差為±0.02 mm,慢走絲線切割加工的內腔面積S約為5000 mm2。實際加工過程中,加工單價P取100 元/h。一切多修加工,默認選用機床推薦的參數,實際加工時間為3.96 h,實際單件支付加工費用396 元。
成本預測時,加工單價P仍然取100 元/h,切割加工速度v取2000 mm2/h,若根據表4,k取2,將各系數值代入式(2)可得該產品的加工成本為500 元,誤差為26.26%。但對慢走絲線切割來說,黃銅屬于易加工材料,且該工件結構常規不奇異,同樣條件下線切割銅的表面質量比鋁合金等材料好,意味著加工達到同樣的粗糙度值,其粗糙度系數可以取更小,由表3可知,當k取1.78時,誤差為12.37%。整體認為,k取值應小于1.78,誤差小于12.37%。
4 結語
本文以慢走絲加工成本預測為研究對象,引入粗糙度系數概念,將線切割加工總時間折算為與切加工相關的時間,并構建了成本預測模型。最后運用構建的成本模型測算了某產品的加工成本,為慢走絲產品在加工前提供了合理快速的成本計算方法。但慢走絲線切割成本是一個系統性的研究課題,影響慢走絲線切割加工成本的因素還非常多,比如人力成本、環境成本,還有待加工零件的結構復雜性等都會影響慢走絲加工的成本,本文并未將其全部考慮在內,以后還有待進一步研究。
猜你喜歡
廈門大學學報(哲學社會科學版)(2022年5期)2022-10-11 01:22:46
中國化肥信息(2021年6期)2021-08-21 02:42:16
河南電力(2021年5期)2021-05-29 02:10:00
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
風能(2015年9期)2015-02-27 10:15:24
私人飛機(2013年10期)2013-12-31 00:00:00
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48
互聯網周刊(2009年14期)2009-08-04 09:37:06
