PROTOS70卷煙機接裝紙膠后剛性糾偏裝置的研制
2024-01-20 10:53:52毛龍所譚斌昌張海超夏穎何金華呂忠張澤云劉師遙
機械工程師 2024年1期
關鍵詞:設備
毛龍所,譚斌昌,張海超,夏穎,何金華,呂忠,張澤云,劉師遙
(紅云紅河煙草(集團)有限責任公司 曲靖卷煙廠,云南 曲靖 655000)
0 引言
PROTOS70卷煙機是我廠的主力型卷煙機,目前共有15個臺套承擔著包括常規煙支、中支、特殊長度規格等7個品牌的卷煙生產任務。PROTOS70型卷煙機包括VE供料成條機、SE卷制成形機和MAX搓接成形機3個部分。其中,接裝紙輸送裝置屬于MAX搓接成形機部分。在PROTOS70型卷煙機生產過程中,接裝紙運轉時在前進方向上不穩定,經常晃動,尤其是在起動加速、減速停機和拼接過程中,或接裝紙輔料自身質量等問題,晃動得較大。接裝紙在工藝路線上的晃動主要造成雙長煙支被分切后的內外排兩支煙上搓接起來的接裝紙長短不一致,導致搓接在煙支上的接裝紙偏離標準位置,形成不合格卷煙。
此外,紙盤架的晃動還會導致接裝紙相對于膠輥位置的改變,使接裝紙中間分切位置的無膠區偏移、兩側邊的無膠區一側過大而另一側過小或滿膠。接裝紙中間無膠區偏移造成圓刀污臟;側邊無膠區過大造成煙支翹邊或漏氣;側邊無膠區過小或滿膠導致后置烙鐵、風輪和搓板污臟,造成接裝紙運行時發生更嚴重的偏移和各種搓接質量缺陷的增多[1]。并且由于現在的卷煙生產速度快,操作人員在卷煙出口處發現接裝紙偏移不合格卷煙時,已然造成大量的原輔材料浪費和返工處理的人力資源浪費。
1 問題分析
1.1 接裝紙輸送工作原理
接裝紙從盤紙架被拉出后主要經過自動拼接裝置、供紙輥、導輥、接裝紙導紙塊、涂膠裝置、振蕩器、膠后加熱裝置、切紙鼓輪、接裝紙切刀輪;接裝紙的供給速率由供紙輥控制,接裝紙被置于供紙輥及其壓紙輥之間,依靠它們之間的摩擦力來完成送紙任務。接裝紙經過上膠裝置,按工藝要求涂上乳膠,然后進入膠后加熱器,加熱后的接裝紙進入接裝紙切紙鼓輪表面,被吸附后隨其運轉,由接裝紙切刀切成符合工藝要求的等長片狀,與“煙組”進入靠攏鼓輪,這是接裝紙的工藝路線[2],如圖1所示。
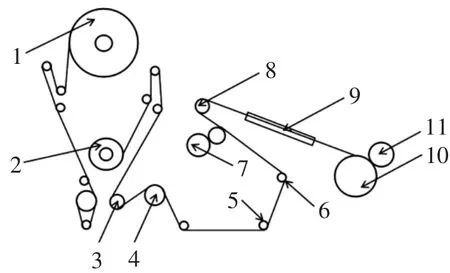
圖1 PROTOS70接裝紙輸送示意圖
從圖1 中可看出,為使接裝紙運行穩定,原機有兩個位置可以調節接裝紙偏移的裝置。
1)在用紙盤軸端有兩個滾花調手輪,可以大范圍初調和鎖緊接裝紙內外偏移的情況。盤紙轉軸的軸向調整方法:盤紙轉軸3的軸向位置取決于接裝紙的寬度。齒輪箱壁至盤紙中心線的距離應為205 mm。使用兩個滾花手輪4調整轉軸位置以適合接裝紙寬度,前手輪用于鎖緊調整位置。此位置一般不能隨意調整,否則不能保證齒輪箱壁至盤紙中心線的距離應為205 mm的基準尺寸,會導致接裝紙大范圍偏移,甚至發生卷邊、接裝紙不齊的產品質量問題[3]。
2)在導輥5和涂膠裝置7之間,設計安裝有接裝紙導紙塊6,可以用來軸向微調導紙塊位置,從而使接裝紙在寬度方向上內外移動,起導向和穩定輸送接裝紙的作用[4]。其結構如圖2所示。
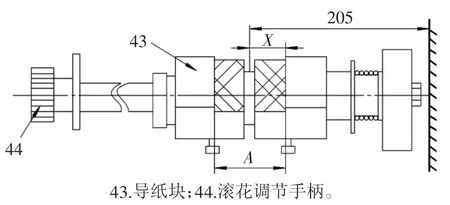
圖2 PROTOS70 接裝紙導紙塊
接裝紙偏移調整裝置位于接裝紙卷曲器和上膠裝置之間,在接裝紙涂膠前進行糾偏。接裝紙糾偏后經上膠輥進行涂膠,繞過振蕩器及各導輥,經接裝紙膠后加熱器后進入切接裝紙紙鼓輪,再對接裝紙進行切割。在接裝紙涂膠后的整個路徑,需穿行一段距離才被切割,難免會出現接裝紙跑偏現象,而進入切紙鼓輪無法再進行糾偏[6]。
1.2 其它卷煙機設備接裝紙糾偏裝置對比分析
1)PROTOS-2超高速卷接機組的接裝紙長短調整機構。
PROTOS-2超高速卷接機組,在接裝紙長短調整方式上進行改進,如圖3所示。
其原理是利用螺桿、彈簧和可移動套筒組成的活動機構來實現接裝紙長短的調整,但其將接裝紙長短調整機構固定于切紙鼓輪上方,在操作保養時,機構位置不能改變,擠占了切紙鼓輪和切刀間的空間[7]。
2)PROTOS-M5超高速卷接機組的接裝紙長短調整機構。
PROTOS-M5超高速卷接機組對接裝紙長短調整機構的固定方式進行了改進,如圖4所示。
國家方針鼓舞化肥出口,祥豐集團又抓住機會出口化肥,把市場擴大到海外,尤其在東南亞占有較大市場份額。目前,祥豐集團旗下“螳豐”“云弘祥”等品牌產品銷往全國30多個省份,并出口到亞洲、非洲、南美洲、大洋洲的多個國家和地區。

圖4 PROTOS-2接裝紙長短調整機構
雖然同樣是位于切紙鼓輪上方,其固定方式改為鉸接,雖然調整機構可以向上擺動,將切紙鼓輪和切刀間的空間完全釋放出來,但其接裝紙的調整是靠兩個既可以軸向移動又可以周向轉動的滑塊來實現的,調整時需要松開鎖緊螺釘后人為調整,操作不方便而且調整距離不易控制[8]。
1.3 對PROTOS70型卷煙機現有的糾偏裝置效果調查統計
對加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺設備進行了為期4周的跟蹤調查統計,統計PROTOS70型卷煙機設備開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,并記錄下每臺設備發生跑偏的頻次,統計結果如表1所示。
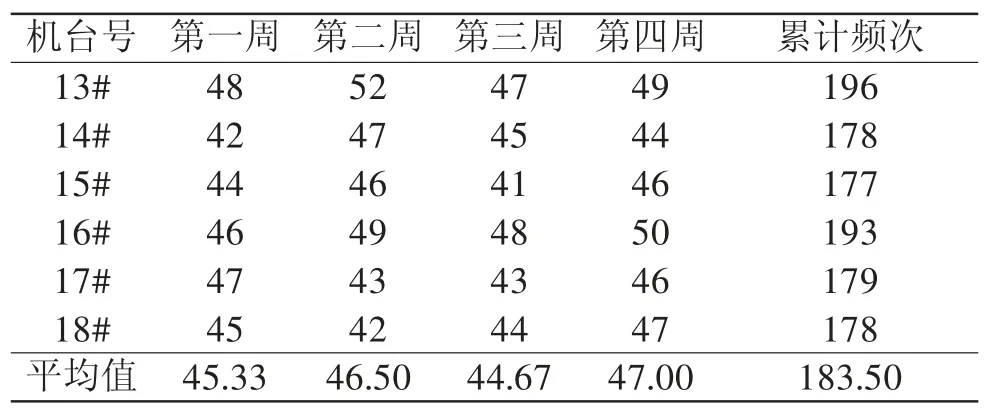
表1 改進前發生接裝紙偏移情況的頻次統計表
根據統計計算結果可知,在加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺PROTOS70型卷煙機設備在開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,單臺車一個月內發生此類情況的頻次為N1=183.50÷4=45.88 次/周,可以得出結論,使用原有的接裝紙糾偏裝置,導致發生接裝紙跑偏情況的頻次較高。
對加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺設備進行了為期4周的跟蹤調查統計,統計PROTOS70型卷煙機設備開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏后產生的質量缺陷產品,并記錄下每臺設備的廢品質量,不完全統計結果如表2所示。
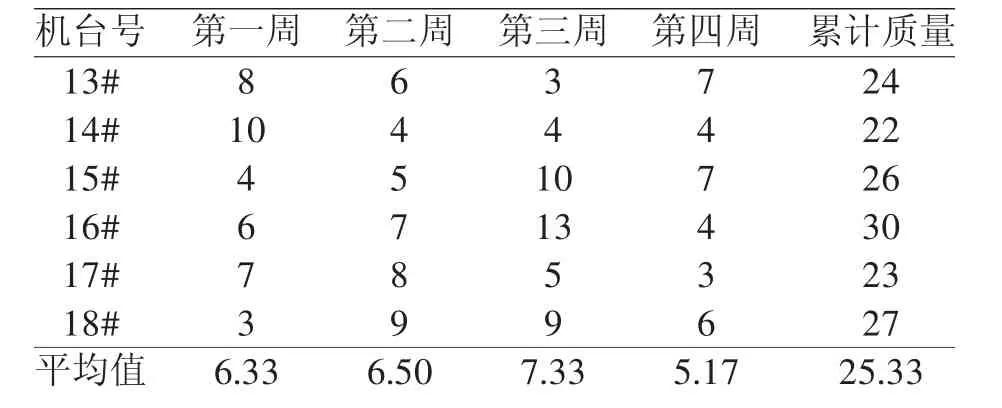
表2 改進前接裝紙跑偏產生廢品質量統計表 kg
根據計算結果可以知道,在加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺PROTOS70型卷煙機設備在開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,單臺車一個月內發生此類情況的頻次為Q1=25.33÷4=6.33 kg/周,可以得出結論,使用原有的接裝紙糾偏裝置,導致發生接裝紙跑產生的廢煙較高,高于廢品消耗要求標準。
綜上,通過對現有糾偏導紙塊設備現場分析驗證,雖然原有的導紙塊糾偏裝置有一定的糾偏作用,但在實際工作中,接裝紙糾偏后經上膠輥進行涂膠,繞過振蕩器各輥子,經接裝紙膠后加熱后進切紙鼓輪,接裝紙進行切割。在接裝紙涂膠后的整個路徑,需穿行一段距離才被切割,難免會出現接裝紙跑偏現象,而進入切紙鼓輪無法再進行糾偏。因此,需要對該原機的糾偏裝置進行改進,以達到卷煙機設備在開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段,接裝紙偏移量在標準范圍內[9]。
2 方案設計
2.1 新型接裝紙剛性糾偏裝置的安裝位置選擇
結合卷接機組結構布局和接裝紙長短調整機構,我們將原有的固定式安裝改為快拆旋鈕,將其安裝座嵌套安裝于切紙鼓輪毛刷支架上,可實現快拆、快裝功能,安裝座嵌套安裝于切紙鼓輪毛刷支架上,無須調整對位,方便操作工快速取下并安裝,不影響操作工清潔切紙鼓輪;根據上述分析,進行方案設計,確定安裝座的結構及尺寸后,重新繪制了零件圖,如圖5所示,三維模型圖如圖6所示。
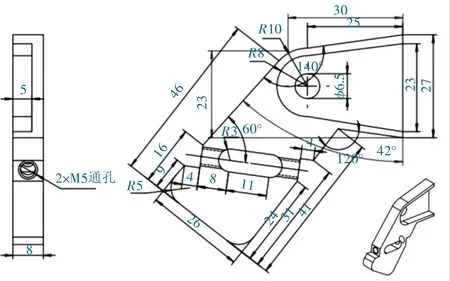
圖5 安裝座圖樣
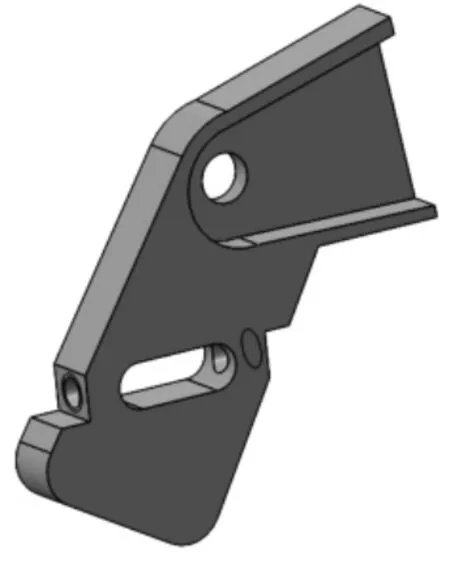
圖6 安裝座三維圖
安裝座的形狀結構根據毛刷支架的形狀結構而設計,能夠很好地嵌套在毛刷支架上,毛刷支架結構如圖7所示。
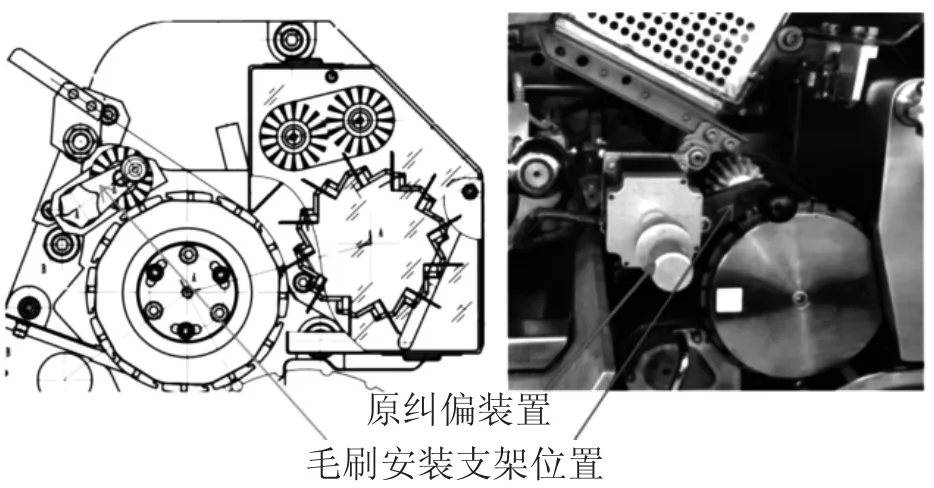
圖7 毛刷支架位置圖
毛刷支架通過一根直徑為30 mm的實心軸安裝在墻板上,穩定可靠[10]。以此為基座,將新設計的接裝紙剛性糾偏裝置安裝固定在切紙鼓輪毛刷支架上,作為上膠后的接裝紙在進入切紙鼓輪之前,使之與“煙組”對正的最后一道防線。
2.2 新型接裝紙剛性糾偏裝置糾偏塊的設計
根據安裝位置的要求,糾偏塊的設計要盡量貼合切紙鼓輪,保證接裝紙在糾偏塊與切紙鼓輪之間距離最短,才能最大程度地發揮對接裝紙的對正功能。同時,還要保證糾偏塊既不會與切紙鼓輪發生摩擦接觸,又不會干涉毛刷的旋轉運動。糾偏塊設計結構尺寸及三維模型圖如圖8所示。
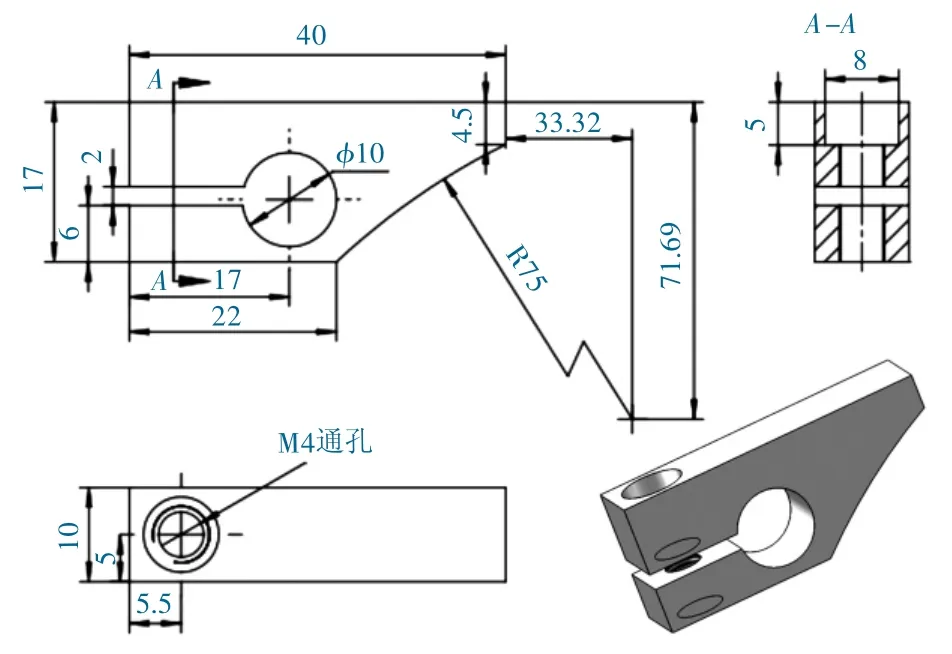
圖8 糾偏塊結構設計尺寸及三維模型圖
糾偏塊靠鎖緊螺釘固定于支撐桿上,且支撐桿屬于偏心桿,有利于糾偏塊角度和兩糾偏塊之間的距離調整,以適應不同機型和不同寬度的接裝紙生產需求。兩塊糾偏塊的支撐桿設計結構尺寸如圖9所示。
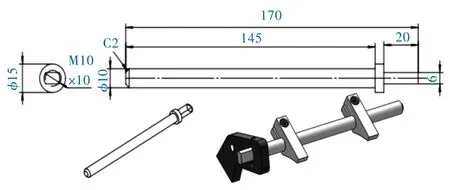
圖9 支撐桿結構設計及三維模型圖
2.3 新型接裝紙剛性糾偏裝置的安裝使用
接裝紙膠后糾偏裝置在結構上由快拆旋鈕、安裝座、兩個糾偏塊、偏心軸及其他連接件組成。3D模擬組裝效果及實物加工組裝圖如圖10所示。
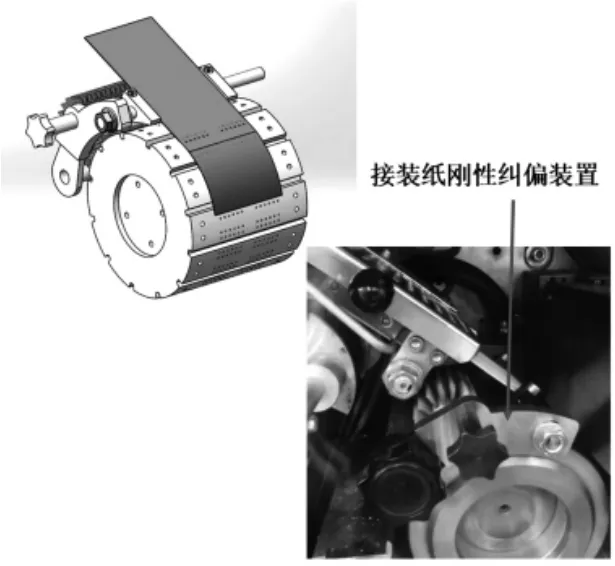
圖10 3D模擬組裝效果及實物加工組裝圖
兩糾偏塊安裝于偏心桿上,可根據接裝紙寬度調節兩糾偏塊之間間距尺寸,偏心桿調節糾偏塊盡可能貼近切紙鼓輪,便于接裝紙吸附于切紙鼓輪上,實現切割之前及時糾偏。
3 改進后的使用效果
將新設計研發的新型接裝紙膠后剛性糾偏裝置安裝在6臺PROTOS70設備上使用,開展實際應用效果檢查。
對加裝該剛性糾偏裝置之后,使用該裝置的6臺設備進行了為期4周的跟蹤調查統計,統計設備開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,并記錄下每臺設備發生跑偏的頻次,統計結果如表3所示。
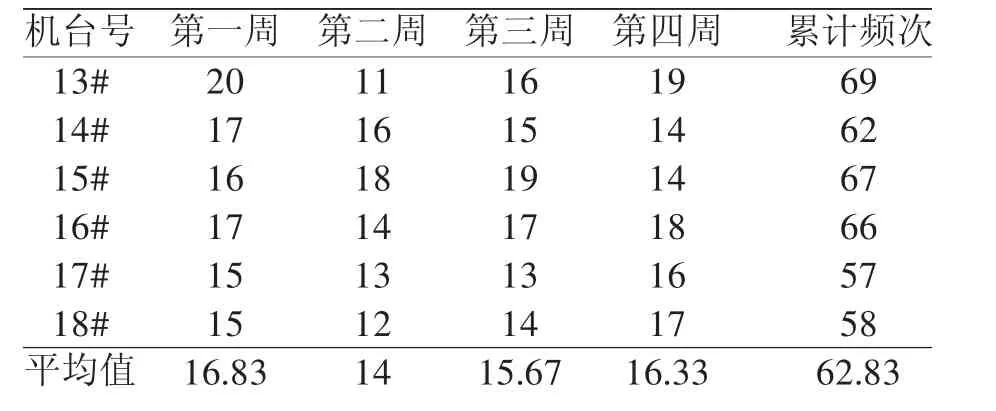
表3 改進前發生接裝紙偏移情況的頻次統計表
根據統計計算結果可以知道,在加裝該剛性糾偏裝置之后,使用該裝置的6臺PROTOS70型卷煙機設備在開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,單臺車一個月內發生此類情況的頻次為N2=62.83÷4=15.71 次/周,比改進之前減少了30.17 次/周。可以得出結論:使用新型接裝紙膠后剛性糾偏裝置,能夠有效地控制接裝紙跑偏。
對加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺設備進行了為期4周的跟蹤調查統計,統計PROTOS70型卷煙機設備開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏后產生的質量缺陷產品,并記錄下每臺設備的廢品質量,不完全統計結果如表4所示。
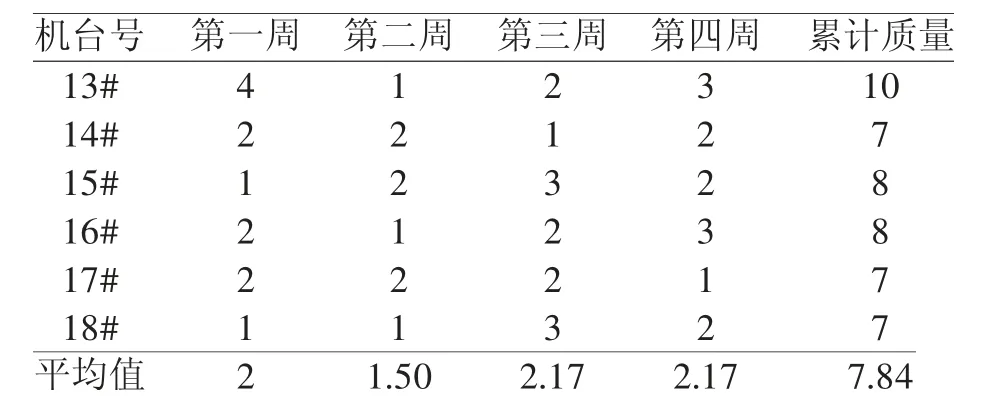
表4 改進前接裝紙跑偏產生廢品質量統計表 kg
根據計算結果可知,在加裝該剛性糾偏裝置之前,使用原設備接裝紙偏移調整裝置的6臺PROTOS70型卷煙機設備在開機起動加速、運行過程中、接裝紙轉換拼接和減速停機4個關鍵時間段接裝紙的跑偏情況,單臺車一個月內發生此類情況的頻次為Q2=7.84÷4=1.96(kg/周),比改進之前產生的廢品質量降低了4.37 kg/周。可以得出結論:使用該剛性糾偏裝置之后,發生接裝紙跑偏產生的廢煙較少,低于廢品消耗要求標準[11],產生一定經濟效益的同時,為企業提質降耗起到促進性的作用。
4 結論
接裝紙膠后剛性糾偏裝置的應用成本低、可行性高、通用性強,充分利用有效安裝空間,分別設計制作接裝紙膠后剛性糾偏裝置,能有效保障接裝紙進入切紙鼓輪之前再次進行糾偏,有效杜絕接裝紙跑偏問題,解決了接裝紙跑偏、長短等煙支質量問題,增強了設備工藝過程控制能力,保證煙支產品質量,減少人力、物力消耗,提高設備效率,促進了產品的高質量發展。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
