整車耐撞自沖鉚連接仿真失效參數(shù)求解方法研究
2024-01-22 08:15:44籍龍波王士彬楊航唐洪斌
汽車工藝與材料 2024年1期
籍龍波 王士彬 楊航 唐洪斌
(中國第一汽車股份有限公司研發(fā)總院,長春 130013)
1 前言
材料混合結(jié)構(gòu)在車身上的應用可以實現(xiàn)汽車安全性、輕量化水平的共同提升[1]。鋼鋁一體化結(jié)構(gòu)是一種先進的輕量化技術(shù),具有廣泛的應用前景[2]。奧迪、捷豹、路虎等汽車制造商已經(jīng)開發(fā)出鋼-鋁混合車身及其全鋁車身;蔚來、理想、紅旗等高端品牌也逐步大面積使用鋁合金以提升車身輕量化水平[3]。鋁合金在汽車行業(yè)能否得到快速應用主要取決于鋁板連接工藝的開發(fā),尤其是鋼鋁異種板材之間的連接工藝[4]。對于鋼鋁異種材質(zhì)連接,存在導熱率、導電率以及熱膨脹系數(shù)等方面的差異[3],熔焊時易形成硬脆的金屬間化合物,采用傳統(tǒng)的電阻焊工藝難以實現(xiàn)鋼-鋁的可靠連接。自沖鉚連接工藝克服了傳統(tǒng)鉚接工藝復雜、外觀質(zhì)量差、不易實現(xiàn)自動化等弊端,而且能耗很低,已成為寶馬和奧迪等鋼鋁混合車身連接的主要連接技術(shù)[5]。
針對自沖鉚成型過程、工藝參數(shù)、連接質(zhì)量及失效機理研究較多[6-12],以正交化試驗矩陣為基礎,對組合工藝進行研究,以期獲得最優(yōu)的工藝參數(shù)及力學性能。除了試驗手段、通過數(shù)值模擬研究也成為研究熱點[3,6,13-19]。王端義[20]采用響應曲面法對鋼鋁異種板材的自沖鉚接工藝參數(shù)進行優(yōu)化,表明仿真工具的應用有助于輔助尋找工藝與質(zhì)量的最優(yōu)解。對于連接性能的研究,多集中于試驗方法,對于連接失效的仿真方法研究較少。由于碰撞過程為瞬態(tài)大變形,在劇烈的變形中自沖鉚連接失效直接決定了連接構(gòu)件的性能。因此,建立適用于自沖鉚連接失效參數(shù)的求解方法將有助于整車耐撞仿真精度提升。結(jié)合試驗及仿真,研究了鋼鋁復合連接的自沖鉚仿真失效參數(shù)求解方法。
2 研究方法
本研究通過樣片試驗獲取鉚接接頭的力學性能,作為耐撞仿真標定的基礎。為了提升整車耐撞仿真的計算效率,提出了一種適用于仿真參數(shù)的求解方法。
通過建立鉚接接頭的精細模型,并與試驗進行仿真標定,標定后模型可提取后續(xù)簡化仿真所需參數(shù),通過與不同受力狀態(tài)的失效力峰值載荷進行仿真標定,最終建立整車耐撞所需的簡化仿真方法。鉚接接頭仿真失效參數(shù)求解的流程如圖1 所示。
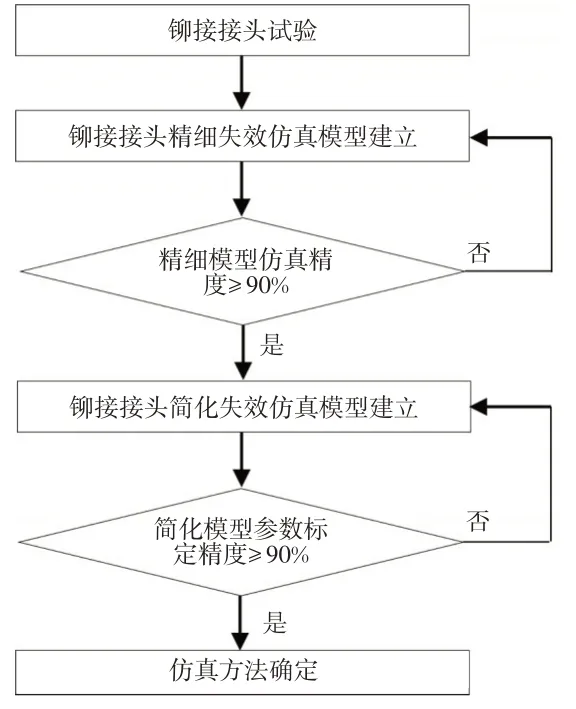
圖1 鉚接失效參數(shù)求解流程
3 鉚接接頭精細仿真
3.1 自沖鉚精細仿真方法
3.1.1 自沖鉚精細仿真模型建立
自沖鉚連接基材選取厚度為2.0 mm 的鋼板材料DP590 與厚度為2.0 mm 的鋁板材料6061-T6。鉚接中選取工藝為鋼板在上、鋁板在下,其中鉚釘長度為5.0 mm,平底凹模的深度為1.5 mm。
精細仿真采用的軟件環(huán)境為Ls-dyna R9.3 版本。為了確保仿真準確性,通過鉚接接頭的金相剖面確定鉚接接頭的幾何形態(tài),并采用平均網(wǎng)格尺寸為0.2 mm 的實體網(wǎng)格建模(圖2)。通過單軸拉伸試驗獲取基材及鉚釘?shù)牧W性能作為精細仿真的參數(shù)輸入,材料特性見表1。
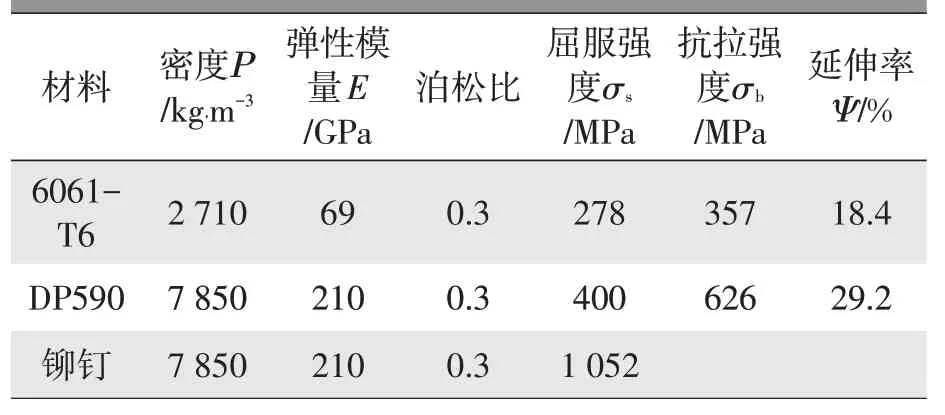
表1 基材與鉚釘?shù)牟牧蠀?shù)
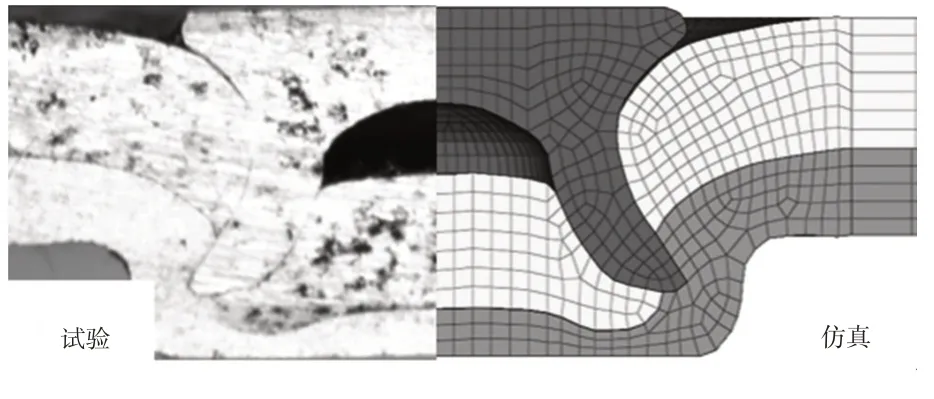
圖2 鉚接接頭金相剖面與對應的精細仿真網(wǎng)格劃分
3.1.2 自沖鉚精細仿真工況
為了綜合評價鉚接接頭各向的受力情況,仿真與試驗共設計6 種不同受力工況:搭接、T 型剝離、十字拉伸、H型0°、H型45°、H型90°(圖3~圖4)。
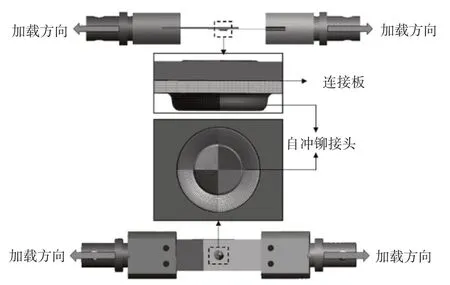
圖3 自沖鉚接接頭建模方法
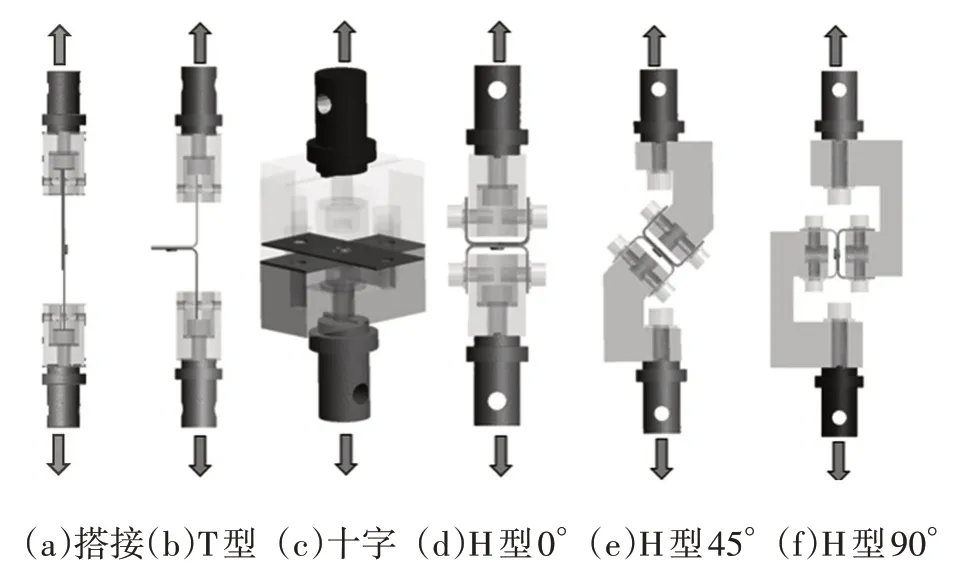
圖4 搭接接頭仿真工況及鉚接接頭建模
3.2 精細仿真與試驗失效變形模式對比
自沖鉚接頭可承受剪切、拉伸以及拉剪混合載荷,在不同的承載模式下自沖鉚接頭往往具有不同的失效模式,主要研究自沖鉚搭接、十字拉伸、T 型剝離、H 型0°拉伸、H 型45°拉伸以及H 型90°拉伸6 種接頭的失效模式。上述6 種接頭的自沖鉚接頭具有多種失效模式,包括下層鋁板拉延失效和內(nèi)鎖失效等,因此通過試驗與仿真的標定來判別仿真方法的準確性。
經(jīng)過對比分析,6 種工況的精細仿真與試驗結(jié)果均一致,證明現(xiàn)有精細仿真方法的有效性(圖5)。
6 種接頭在試驗中呈現(xiàn)出2 類失效模式:
a.搭接、H 型45°拉伸與H 型90°拉伸接頭的鋁板拉延失效的失效模式。
b.十字拉伸、T 型剝離與H 型0°拉伸為鉚釘從鋁板中拔出失效模式。
經(jīng)過仿真驗證,6 種工況精細仿真結(jié)果與試驗結(jié)果均一致(表2)。
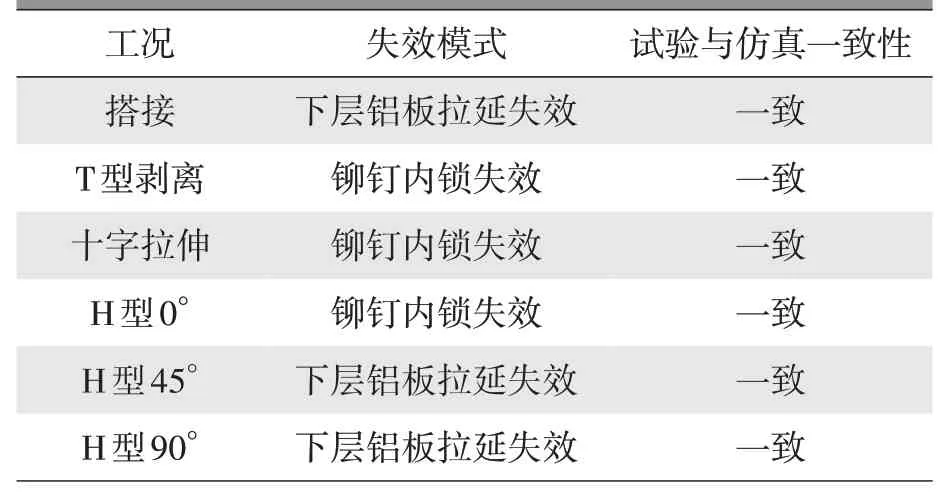
表2 不同工況仿真與試驗失效方式
3.3 精細仿真與試驗位移-載荷曲線對比
在整車碰撞仿真中,結(jié)構(gòu)的連接失效是影響變形結(jié)果的重要因素。因此,在鉚接接頭仿真中,試驗峰值載荷是核心評價指標。提取精細仿真模型的位移-載荷曲線并與試驗對比,評價仿真失效力的精度。圖6 為6 種工況的試驗與仿真材料曲線對比。經(jīng)過精細仿真,6 種工況試驗曲線變化趨勢一致,仿真與試驗載荷峰值吻合度較高(表3)。

表3 精細仿真與試驗失效載荷對比
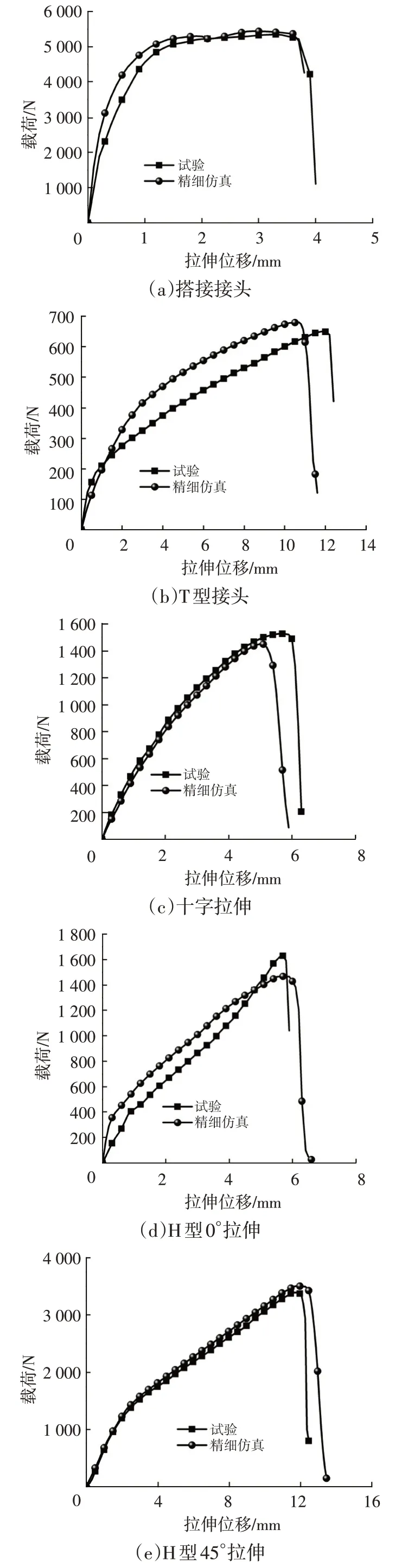
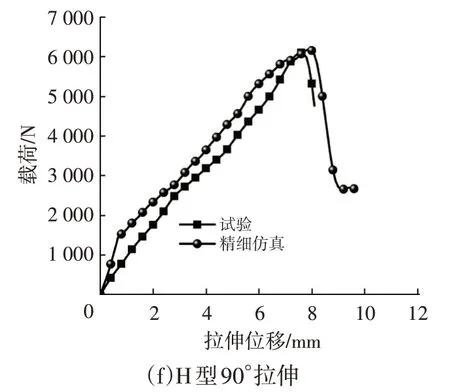
圖6 不同工況精細仿真試驗載荷-位移對比
綜上,精細仿真失效變形模式吻合,峰值載荷仿真精度≥90%。證明現(xiàn)有精細仿真方法可靠,可提取相關(guān)失效參數(shù)用于后續(xù)簡化仿真。
4 鉚接接頭簡化仿真
4.1 自沖鉚簡化仿真方法
由于整車碰撞模型單元規(guī)模為百萬至千萬級以上,仿真模型計算效率受限于小單元的尺寸,最小單元尺寸越小,則計算效率越低。為了滿足整車耐撞仿真應用的要求,簡化仿真本質(zhì)上就是將仿真中模型單元的平均單元尺寸增加至滿足效率需求,同時確保仿真精度不顯著下降。本研究中簡化仿真有限元網(wǎng)格平均尺寸設定為3 mm。網(wǎng)格劃分及工況設定如圖7 所示。為了驗證仿真的準確性,同時建立與試驗工況相適應的接頭拉伸工況,如圖8 所示。
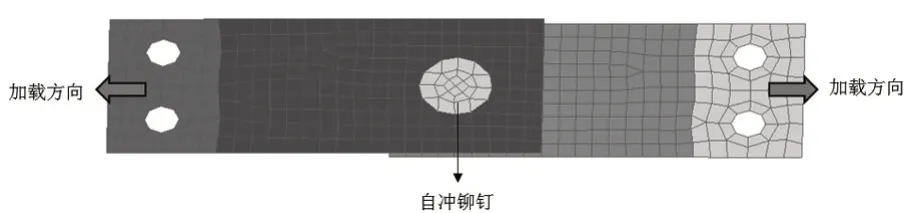
圖7 自沖鉚搭接工況簡化仿真網(wǎng)格劃分示意
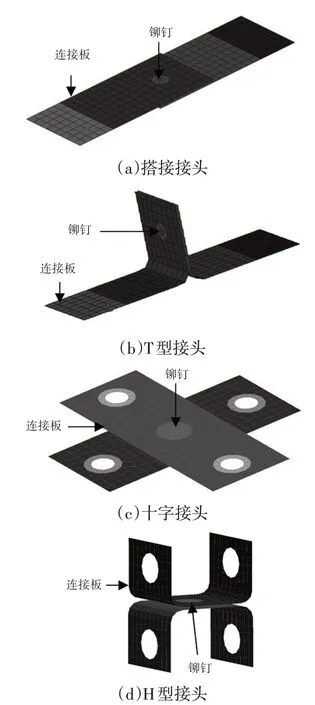
圖8 自沖鉚簡化模型工況示意
在整車建模過程中用來模擬連接點的方法有多種,考慮自沖鉚接頭的特點,可以用來模擬接頭的單元模型主要有BEAM 單元模型、NODAL_RIGID_BODY 單元模型與SOLID 單元模型,但這幾種仿真方法均無法準確描述自沖鉚在碰撞仿真中的失效特性。采用Ls-dyna 軟件中SPR2 模型,其關(guān)鍵字為*CONSTRAINED_SPR2。
*CONSTRAINED_SPR2 模型是Hanssen 等[21]通過研究鋁合金的有鉚釘鉚接接頭在不同工況下的力學特征和失效形式,并基于大量試驗開發(fā)的等效仿真模型。此模型描述了從鉚接接頭變形起始到接頭失效全過程的載荷-位移關(guān)系,當鉚接接頭失效時,載荷也變?yōu)榱恪D9 為鉚接接頭拉脫失效時的受力示意。
根據(jù)Hanssen 等[21]的理論,達到最大值之前可以用一個八次式表示,達到最大值之后到失效這一段簡化為一次曲線,直到損傷為1,如圖10 所示。
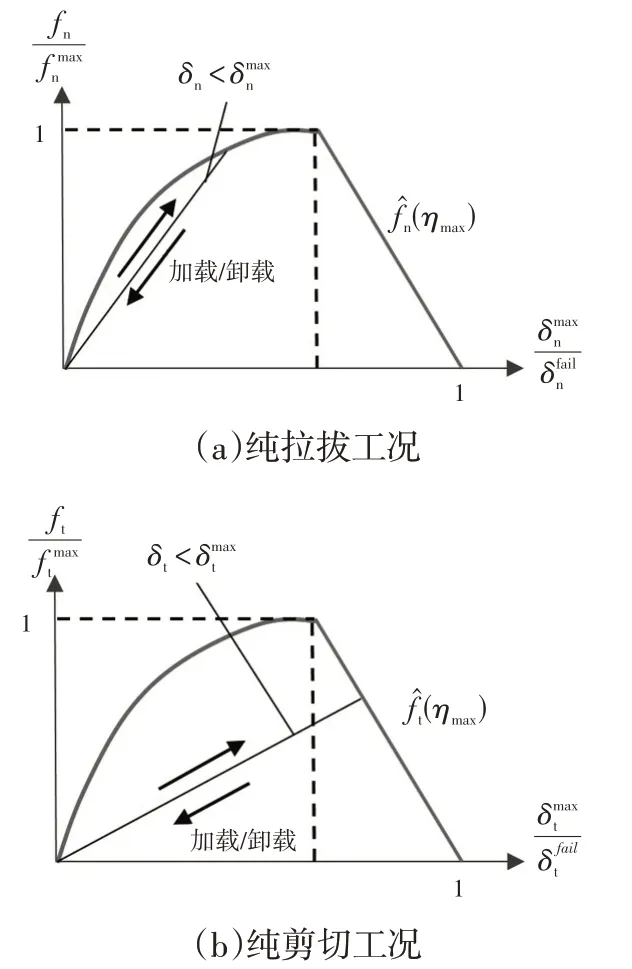
圖10 自沖鉚失效損傷值曲線
圖中,fn、ft為仿真過程中的法向和切向力,為最大法向和最大切向力;δn、δt為法向和切向位移,為法向和切向最大位移(即失效位移)。ηmax為接頭在變形過程中的損傷值,(拉拔工況)或(剪切工況),為累計最大位移。
式中:ξn為拉拔工況下峰值載荷時的損傷值,其值為拉拔工況下峰值載荷位移除以總位移,如公式(3)所示;ξt為剪切工況下峰值載荷時的損傷值,其值為剪切工況下峰值載荷位移除以總位移,如公式(4)所示。
除了上述純拉拔與剪切工況,其他角度的加載情況下?lián)p傷值可通過SPR2 進行仿真,如公式(5)~(8):
式中:ξ為峰值載荷時的損傷值,θ為角度相關(guān)參數(shù),α、α1、α2、α3為*CONSTRAINED_SPR2 相關(guān)的無量綱參數(shù),也是簡化仿真中主要求解的參數(shù)。
基于上述公式可以看出,SPR2 模型不但能準確仿真拉拔、剪切工況的接頭的力學行為,還能較為準確地仿真包括45°拉伸、剝離在內(nèi)的其他角度拉伸的接頭的力學行為。
4.2 簡化失效參數(shù)求解
通過精細模型標定SPR2 等效模型的失效參數(shù)。使用鉚接接頭精細模型進行鉚接樣片的拉拔仿真、剪切仿真、45°拉伸仿真、剝離仿真,輸出整體的力-位移曲線。
失效參數(shù)求解步驟如圖11 所示:
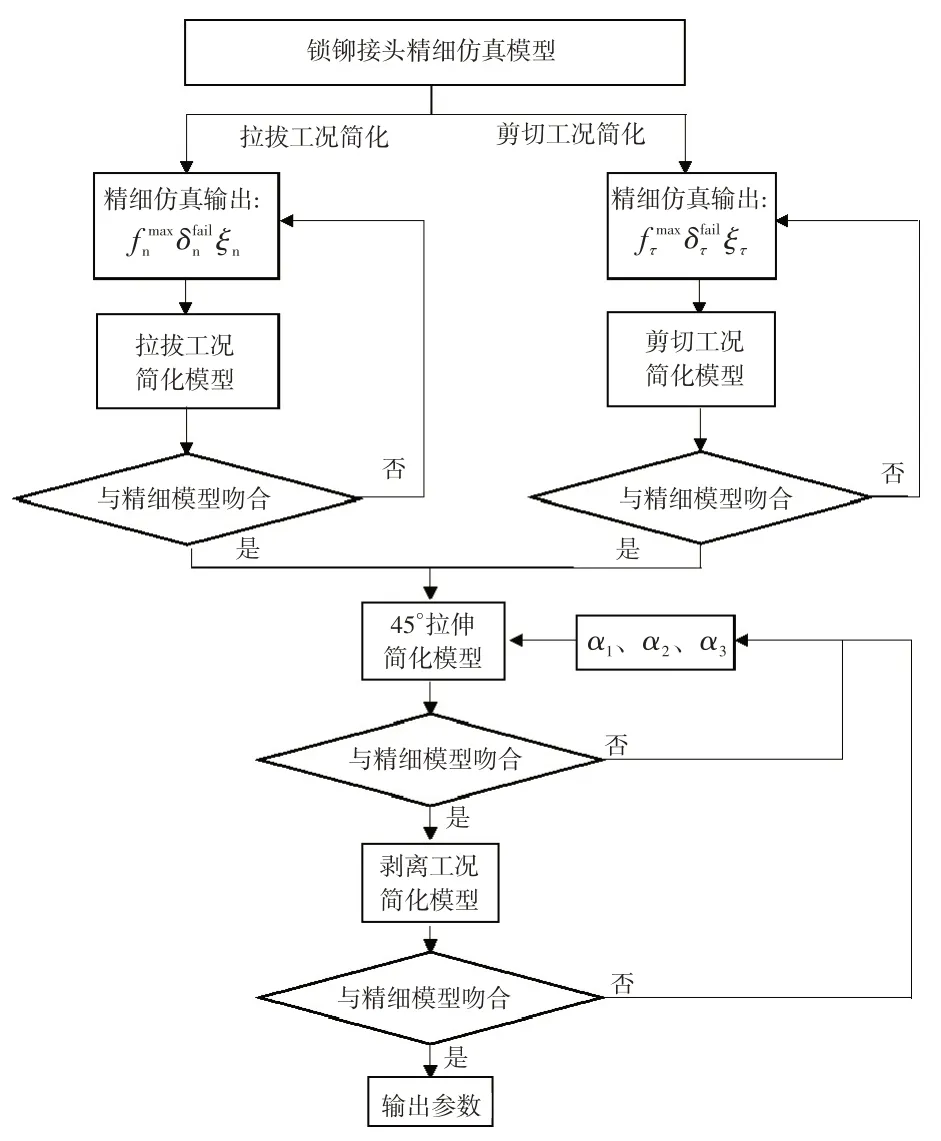
圖11 自沖鉚失效參數(shù)求解及標定流程
b.、ξt主要對剪切等效模型有影響,通過精細模型輸出然后使用公式計算得到ξt,微調(diào)這3 個參數(shù)使拉拔試件的等效模型力-位移曲線與精細模型吻合。
c.α1、α2、α3主要對45°拉伸等效模型有影響,調(diào)整這3 個參數(shù)使45°拉伸試件的等效模型力-位移曲線與精細模型吻合。
d.由于受力復雜,剝離試件的等效模型和試驗會存在差距,需在上述參數(shù)完成標定后,微調(diào)ξn、ξt、α1、α2、α34 個參數(shù),平衡4 種等效模型均與精細模型受力曲線至吻合。
通過精細仿真輸出參數(shù)(表4、表5),帶入簡化仿真模型,通過仿真迭代,最終確定出α1、α2、α3參數(shù),具體數(shù)值見表6。

表4 拉拔工況精細模型輸出參數(shù)

表5 剪切工況精細模型輸出參數(shù)

表6 自沖鉚角度相關(guān)參數(shù)
4.3 簡化仿真與試驗位移-載荷曲線對比
將上述提取以及求解的失效參數(shù)帶入SPR2模型,將仿真位移-載荷曲線與試驗對比(圖12),曲線形態(tài)能較好地與試驗及精細仿真吻合。
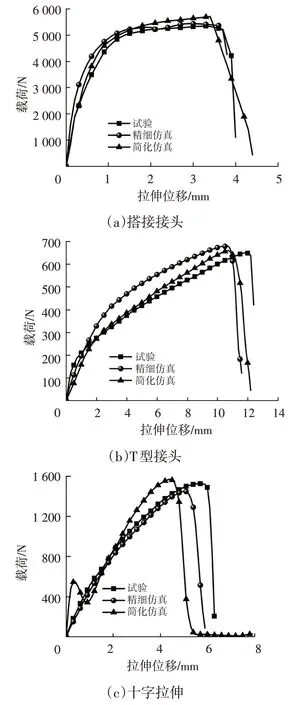
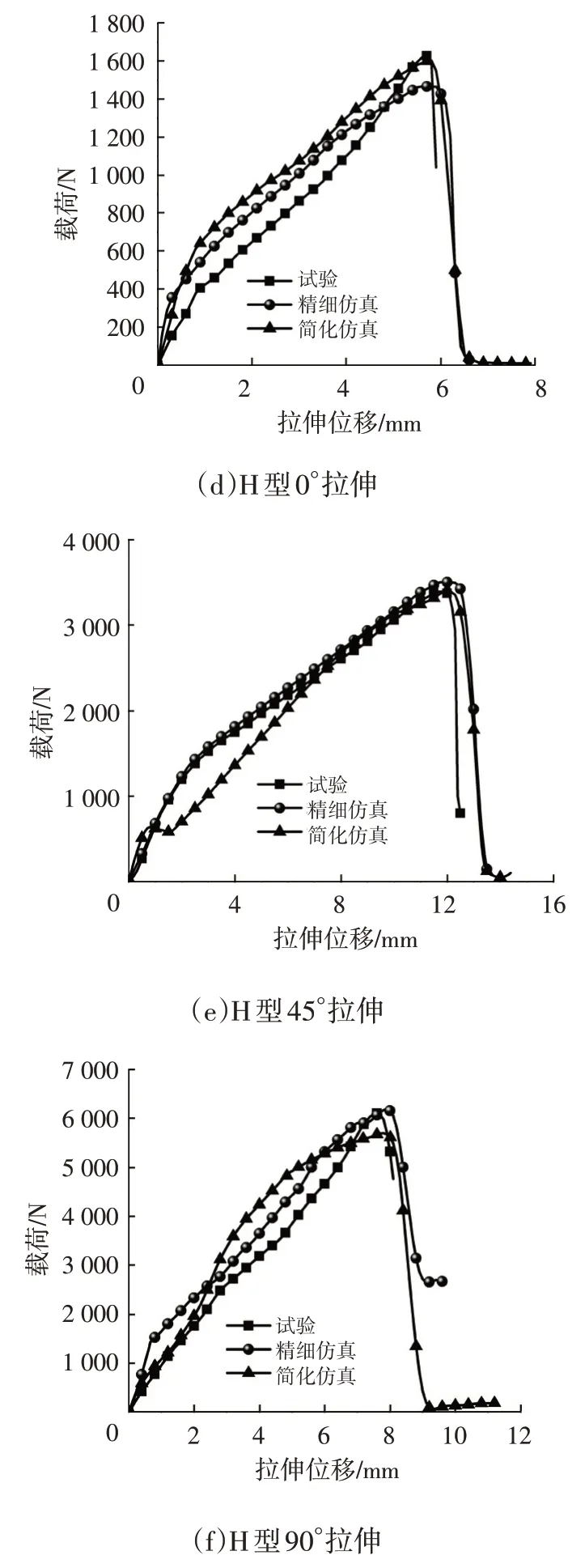
圖12 不同工況簡化仿真試驗載荷-位移對比
簡化仿真不同工況的失效載荷峰值與試驗及精細仿真基本一致(表7),失效載荷峰值精度≥90%,可滿足整車級耐撞仿真的精度需求。
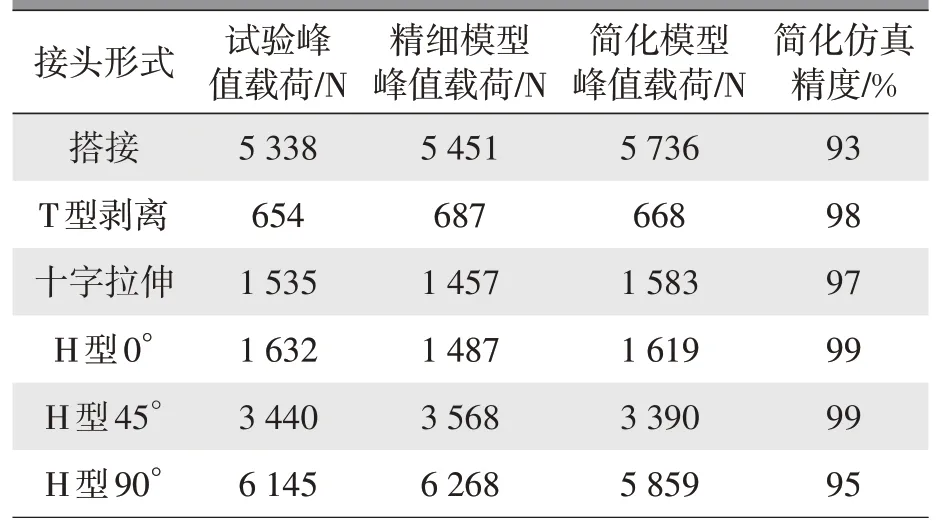
表7 簡化仿真與試驗失效載荷對比
5 結(jié)論
通過設計樣片級試驗,獲取仿真的基礎輸入,并通過精細仿真獲取簡化仿真所需參數(shù),進而基于SPR2 探索了其仿真失效參數(shù)求解及標定的過程。經(jīng)不同受力工況下失效力峰值的對比分析,簡化仿真獲取的載荷峰值力與試驗吻合,峰值仿真精度可達到≥90%,為整車級耐撞仿真提供了一種可靠的自沖鉚失效參數(shù)求解方法。
a.SPR2 仿真可有效實現(xiàn)鉚接工藝不同的受力狀態(tài),通過參數(shù)的求解可準確實現(xiàn)碰撞環(huán)境下失效行為的仿真。
b.SPR2 所需的失效參數(shù),可通過樣件試驗與精細仿真獲取,通過本文提供的求解過程,可有效實現(xiàn)仿真與試驗的高度吻合。
c.采用3 mm 平均尺寸仿真自沖鉚接頭,在滿足峰值載吻合度的同時,將鉚接接頭處單元由精細仿真0.2 mm 的平均單元尺寸提升至3 mm,滿足整車耐撞計算效率的需求。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56