H420LAD鋼橫梁零件翻邊開裂原因分析及優化
2024-01-22 08:15:50田志俊崔磊陳德順劉陽谷海容李軼倫
汽車工藝與材料 2024年1期
關鍵詞:優化
田志俊 崔磊 陳德順 劉陽 谷海容 李軼倫
(1.馬鞍山鋼鐵股份有限公司技術中心,馬鞍山 243000;2.馬鞍山鋼鐵股份有限公司四鋼軋總廠,馬鞍山 243000)
1 前言
伸長類翻邊成形是橫梁類零件的常見制造工藝,其邊部受拉應力作用,容易出現翻邊開裂的問題。隨著汽車用鋼板強度的提升,其韌性降低,伸長類翻邊成形中邊部開裂的問題逐漸增多,限制了高強鋼在汽車上的應用。目前,對高強鋼邊部開裂的研究集中在沖壓工藝、沖裁邊部質量、材料性能、軟硬相強度差等方面[1-6]。趙廣濤等[7]通過優化產品邊界、減少翻邊量,改善邊部區域的應變狀態,減少開裂區域的材料減薄率。張茜等[8]通過仿真和生產驗證,證明了降低材料屈服強度、提高擴孔率對翻邊開裂有改善,且擴孔率與零件邊緣質量的關系更密切。惠亞軍等[9]分析了“先沖壓再壓邊工藝”與“先壓邊再沖壓工藝”2 種工況下元寶梁的邊部應力集中情況,采用后者材料邊部變形均勻,可有效降低縮頸與開裂的發生。
針對熱鍍鋅低合金高強鋼H420LAD 翻邊開裂的問題,從材料力學性能、壓料力、模具間隙、翻邊高度等方面,分析了導致零件翻邊開裂的影響參數及影響因子。同時,通過優化坯料尺寸、調整模具間隙、減小翻邊刀塊到底距離等,降低了翻邊開裂的風險。提出了伸長類翻邊成形邊部開裂的控制措施。
2 橫梁翻邊成形邊部開裂原因分析
2.1 橫梁零件沖壓工藝及開裂位置
圖1為某乘用車副車架橫梁零件,采用1.8 mm 厚度的H420LAD 鋼沖壓成形。

圖1 副車架橫梁
零件經5 道工序沖壓成形:OP10 落料→OP20壓型、預翻邊→OP30 翻邊→OP40 沖孔+側修邊→OP50 沖孔+側修邊。其中,零件開裂發生在OP30 翻邊工序,采用毛坯邊部打磨、激光落料等方式,開裂問題依然存在,如圖2 所示。調試結果顯示,屈服強度較低的板料翻邊開裂率低,但僅有約30%的量產板料滿足要求,對零件的穩定生產不利。

圖2 橫梁在翻邊成形時邊部開裂
2.2 樣板的力學性能檢驗
通過拉伸試驗機對開裂零件樣板進行單軸拉伸試驗,試樣標距為80 mm,檢測樣板3 個方向(0°、45°、90°)的基本力學性能指標,每個方向檢測3 組,結果取其平均值。同時,設置沖裁加工的試樣為試驗組,測試沖裁加工對材料拉伸性能的影響。結果如表1 所示。
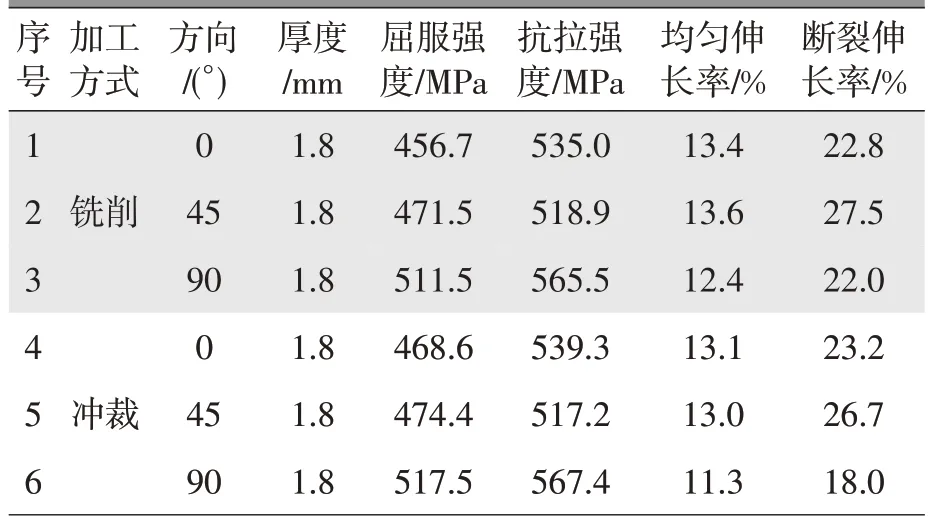
表1 H420LAD鋼板拉伸性能參數
圖3 為H420LAD 鋼板的應力-應變曲線,圖4為銑削、沖裁加工拉伸試樣斷裂形式。由表1、圖3、圖4 可知:0°、45°方向上,沖裁加工試樣斷裂伸長率不受影響;90°方向上,沖裁加工試樣在均勻變形段即將結束時,局部微裂紋從試樣邊部向內擴展,導致異常斷裂,均勻伸長率略有降低、斷裂伸長率明顯降低。
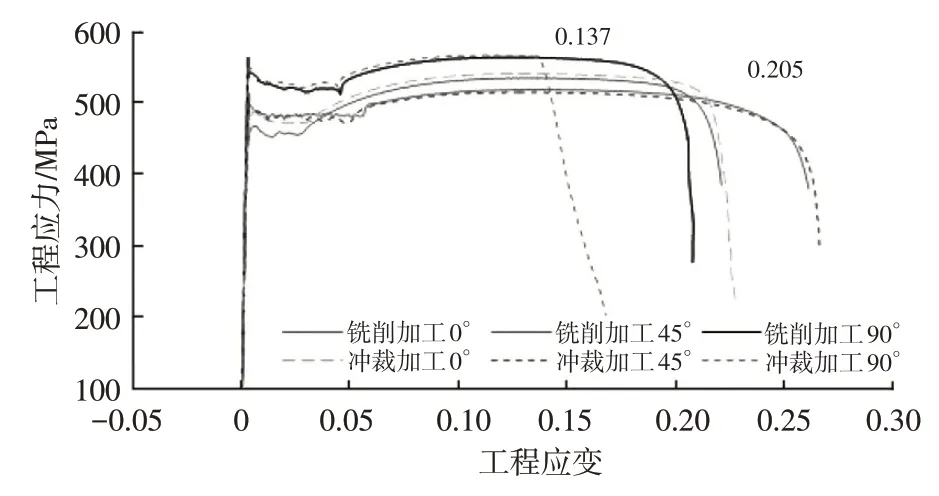
圖3 H420LAD鋼板的應力-應變曲線

圖4 銑削、沖裁加工拉伸試樣斷裂形式
2.3 樣板的成形極限試驗
采用直徑為100 mm 的圓柱形球頭凸模進行成形極限試驗,試樣寬度分別為40~160 mm,圖5 所示為成形極限模具示意和試樣,圖6 為H420LAD的成形極限圖。
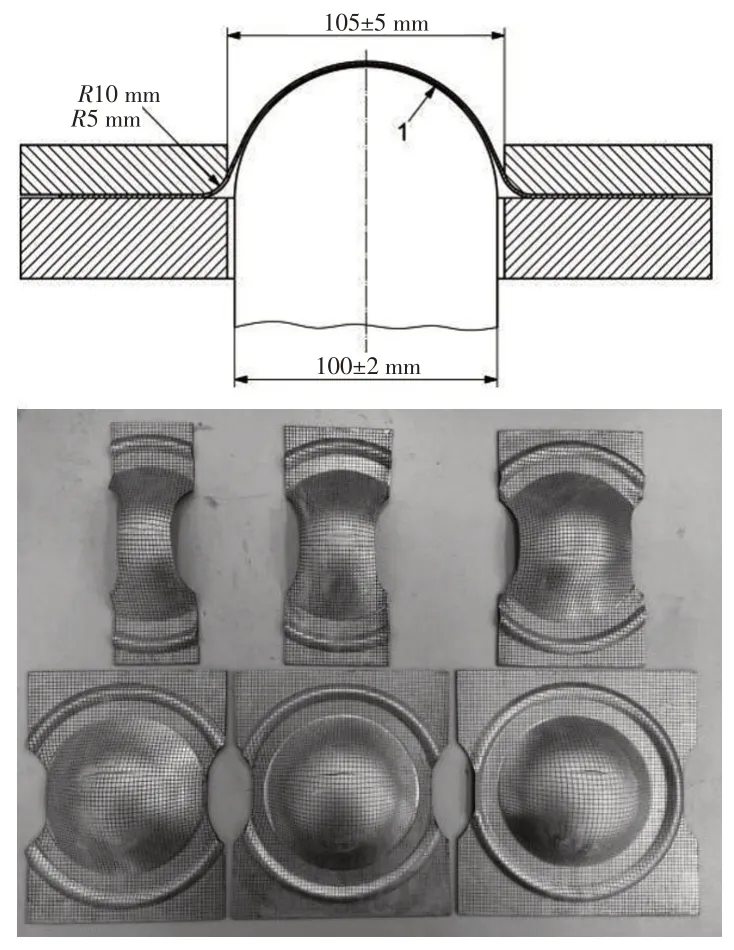
圖5 成形極限模具示意圖和試樣
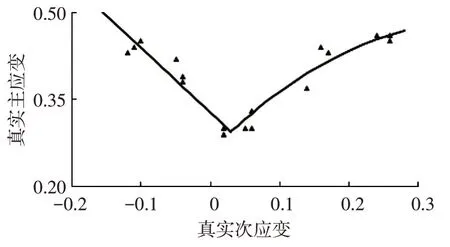
圖6 H420LAD的成形極限圖
2.4 零件成形仿真分析
為尋找橫梁零件翻邊開裂的原因,確定沖壓工藝的優化方案,采用Autoform 軟件對零件進行全工序仿真。將模具型面導入Autoform 軟件,按照原工藝方案進行工序設定,其中,翻邊工序有限元模型如圖7所示。材料力學性能如表1所示,選取Swift-HS 硬化模型,屈服模型采用BBC 屈服準則,單元類型為殼單元,厚向積分點11個。
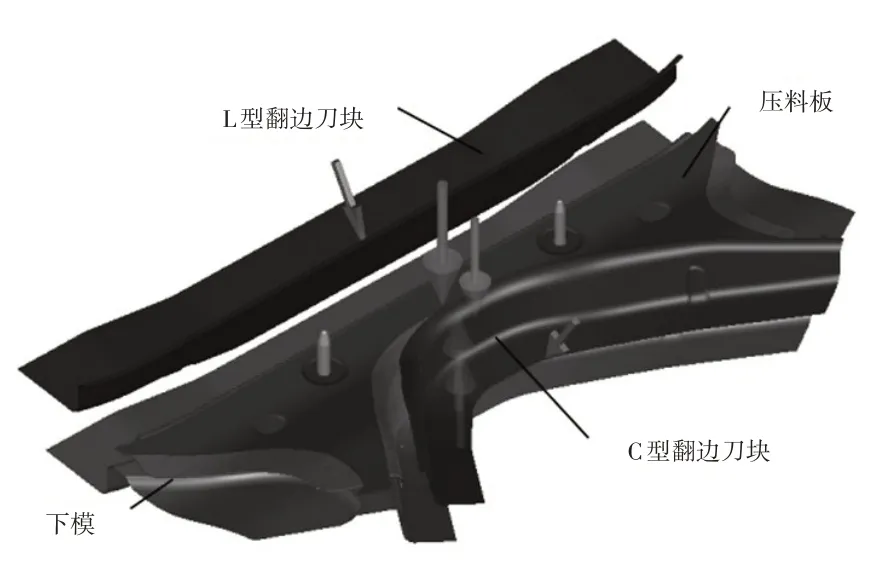
圖7 翻邊工序有限元模型
零件的全工序模擬過程,如圖8 所示。該零件開裂發生在OP30 工序——翻邊成形,通過對開裂位置的成形過程、應變路徑、主次應變進行分析,研究零件件翻邊開裂的原因。
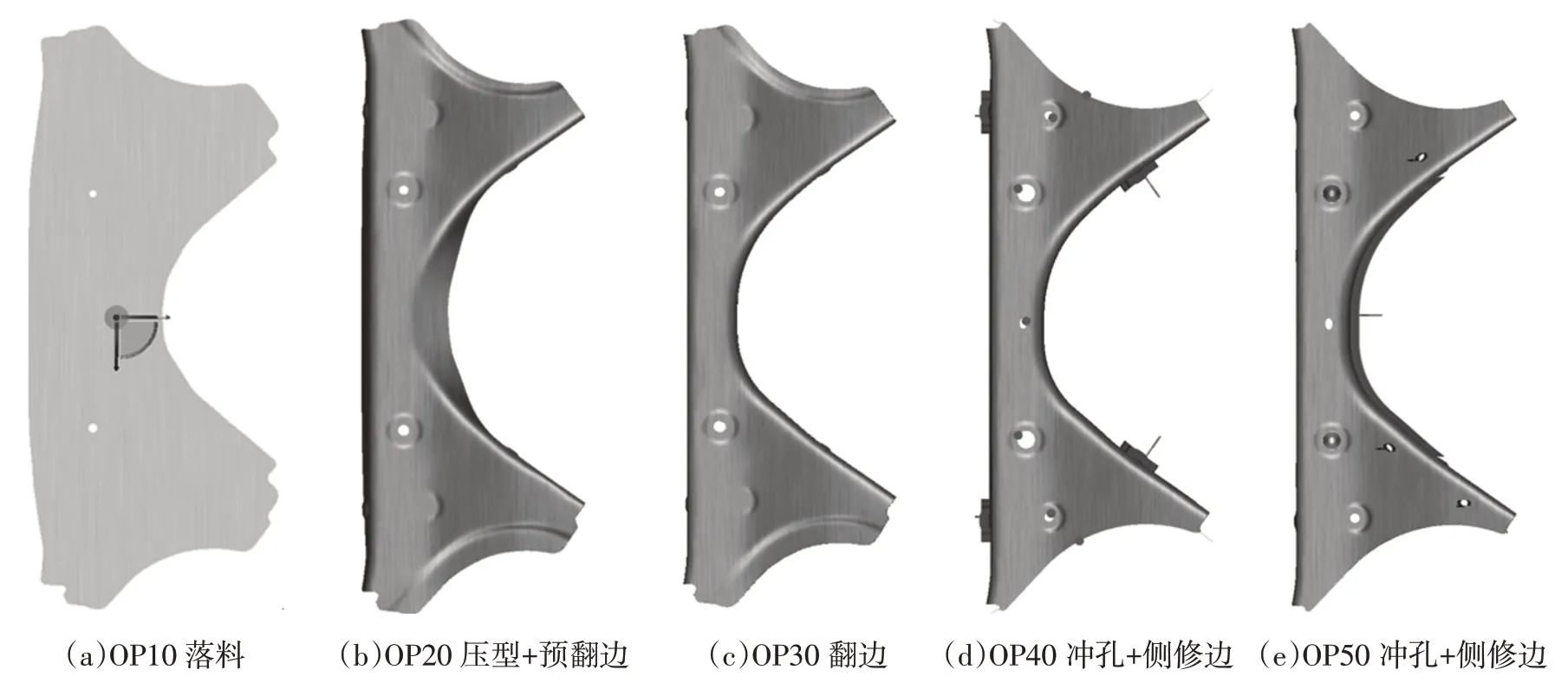
圖8 橫梁的全工序模擬過程
零件開裂位置屬于伸長類翻邊成形,零件邊部在拉應力作用下,存在拉伸減薄,拉應力方向與板料軋制方向夾角約為10°,圖9 為OP30 工序零件翻邊成形仿真結果。由表1、圖3、圖4 可知,0°~45°方向上,沖裁加工不會導致拉伸試驗的斷裂伸長率削弱,即沖裁加工不是該位置開裂的主要原因。

圖9 OP30工序零件翻邊成形仿真結果
圖10 為零件翻邊開裂位置應變路徑。開裂位置的主應變為0.577、次應變為-0.222,主、次應變的比例約為2.608∶-1,趨向于單向拉伸應變狀態。從開裂位置的應變狀態可知,零件開裂的原因是翻邊量過大,導致零件所需的成形性要求超過材料成形極限。
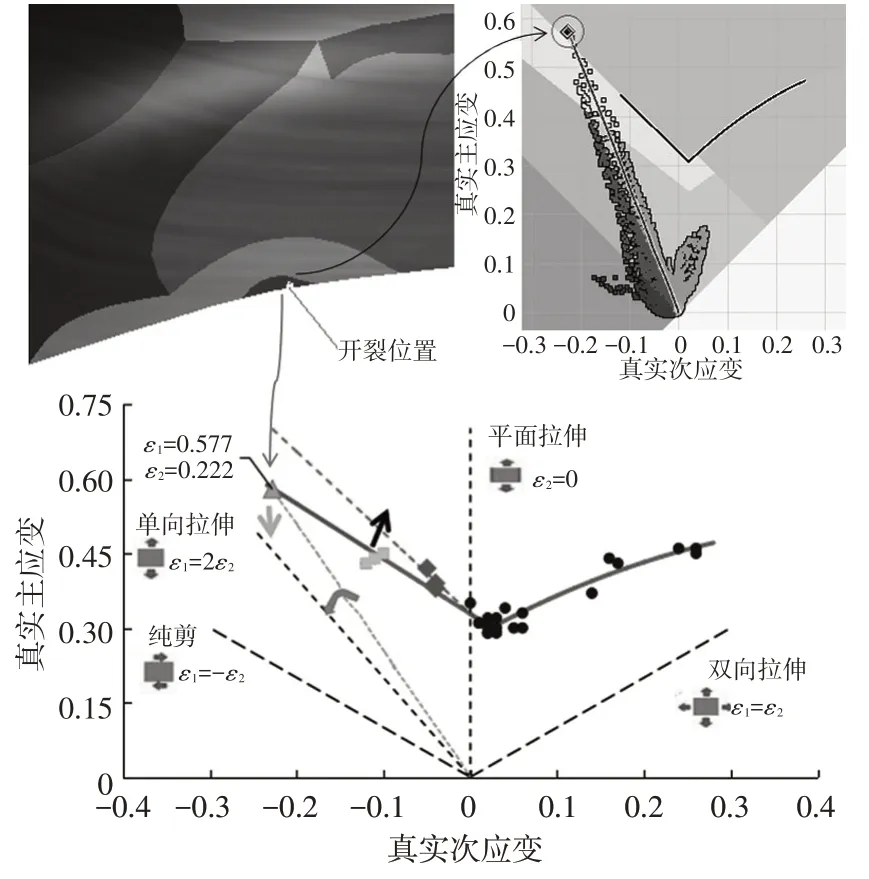
圖10 零件翻邊開裂位置的應變路徑
經過分析,改善零件翻邊開裂的措施有:提高材料的成形極限,可解決零件的翻邊開裂問題,但涉及材料開發,周期長且結果不確定;開裂位置的應變路徑向左側旋轉,使主、次應變比例趨向于2∶-1,即開裂位置的應變狀態趨向于單向拉伸狀態,增加零件的成形安全裕度。
2.5 零件翻邊開裂的影響因素及影響因子
影響零件翻邊開裂的參數很多,如板料厚度、屈服強度、拉伸應變硬化指數(n值)、塑形應變比(r值)、壓料力、摩擦因數等,各參數之間還會互相影響,應用Autoform 軟件Sigma 模塊,綜合分析零件開裂的影響參數,確定導致零件開裂的主要參數[10]。表2 為零件開裂的影響參數及影響因子。

表2 零件開裂的影響參數及影響因子
圖11 為開裂位置主應變的影響參數。由圖11、表2 中可知,摩擦因數、板料厚度、OP20 工序壓料力、OP30 工序壓料力等因素是零件開裂位置主應變偏高的主要因素,影響因子分別為11%、5%、3%、4%等。

圖11 開裂位置主應變的影響參數
圖12 為開裂位置次應變的影響參數。從圖11、表2 可知,r值、n值是導致零件開裂位置次應變偏高的主要因素,影響因子分別為35%、8%。

圖12 開裂位置次應變的影響參數
根據Sigma 分析結果,使主、次應變比例趨向于2∶-1,確定一組最優值,如表2 所示。仿真結果顯示,開裂位置主、次應變分別為0.561、-0.235,主、次應變比例從2.608∶-1 變為2.387∶-1,零件成形安全裕度增至5.15%,如圖13 所示。
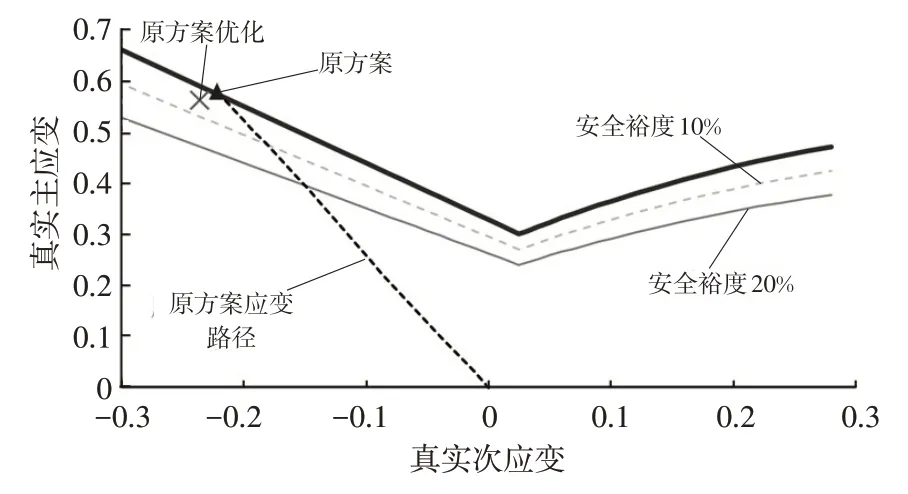
圖13 原方案優化后的沖壓仿真結果
其中,r值與開裂位置主、次應變的關系如圖14 所示,隨著r值增大,零件邊部在拉應力作用下抵抗變薄的能力愈強,仿真結果顯示:開裂位置主應變最大降低0.88%、次應變最大降低11.90%,零件的成形安全裕度增加,最高占增量的57.98%。
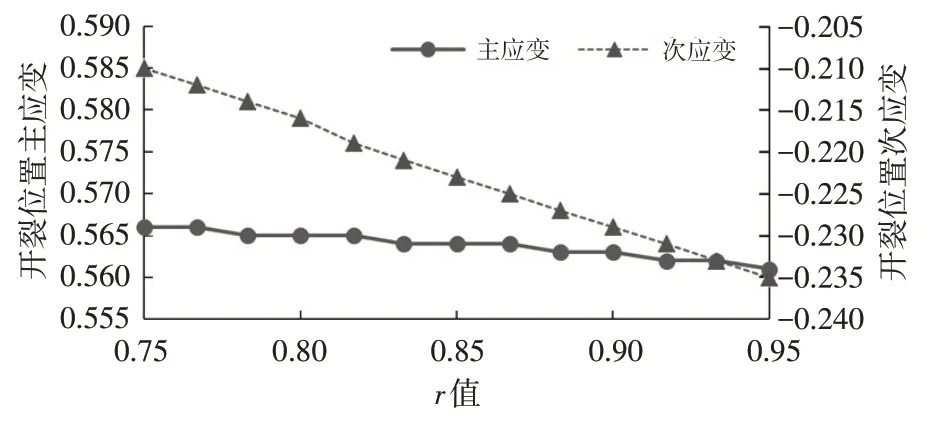
圖14 r值與開裂位置主、次應變的關系
n值與開裂位置主、次應變的關系如圖15 所示,隨著n值增大,開裂位置主應變降低4.59%、次應變增加2.08%,零件的成形安全裕度增加,最高占增量的30.85%。
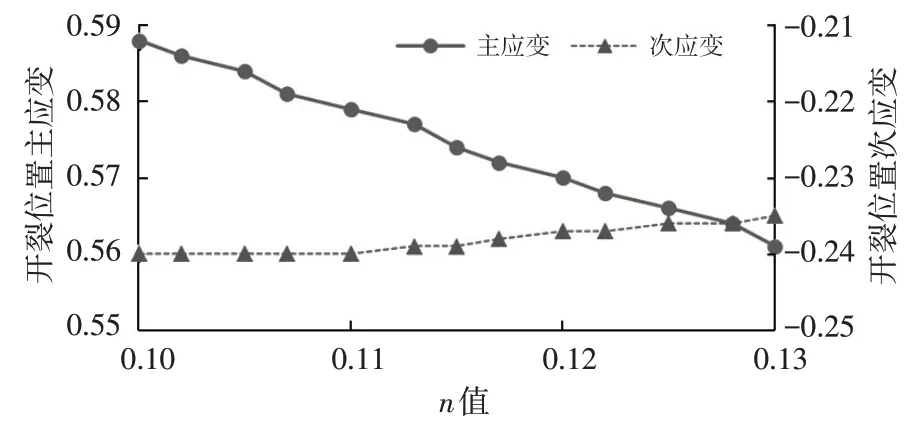
圖15 n值與開裂位置主、次應變的關系
屈服強度與開裂位置主、次應變的關系如圖16 所示,隨著屈服強度增大,開裂位置主應變在屈服強度在513 MPa 時開始下降、最大降低0.18%,次應變階梯下降、最大降低1.29%,零件的成形安全裕度增加,最高占增量的8.06%。
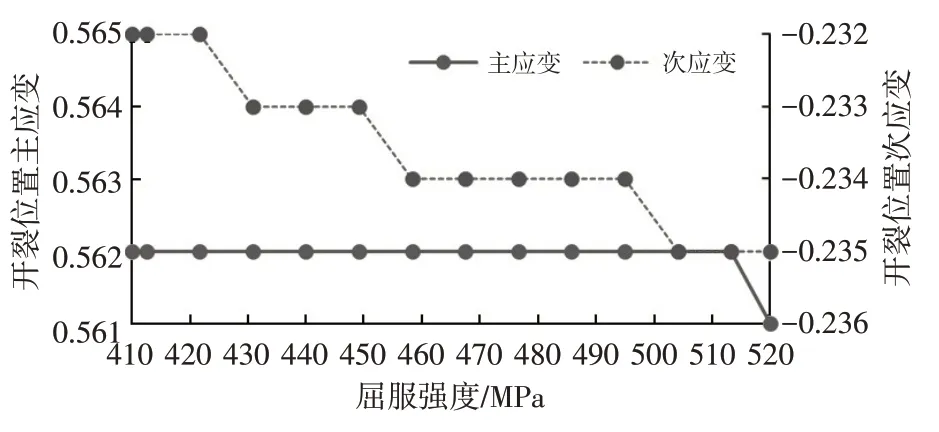
圖16 屈服強度與開裂位置主、次應變的關系
板料厚度與開裂位置主、次應變的關系如圖17 所示,隨著板料厚度的增加,開裂位置主應變最大降低0.18%、次應變維持不變,零件的成形安全裕度略增加。
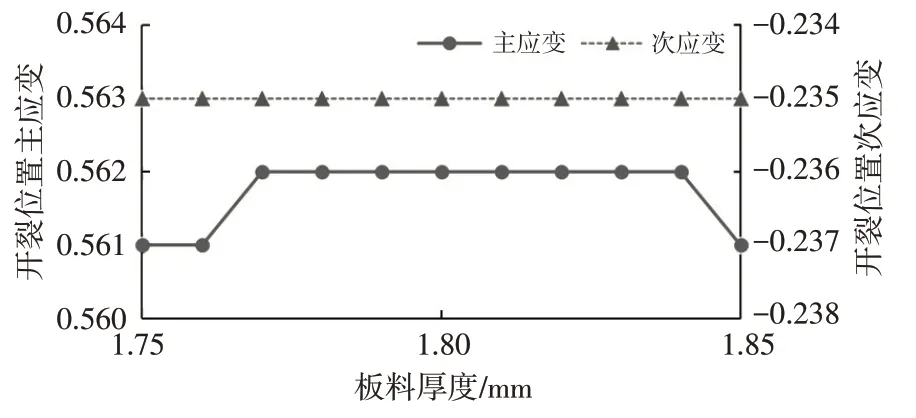
圖17 板料厚度與開裂位置主、次應變的關系
摩擦因數與開裂位置主、次應變的關系如圖18 所示,隨著摩擦因數的增大,開裂位置主應變不變、次應變最大降低0.43%,零件的成形安全裕度略有增加。
OP20 工序壓料力與開裂位置主、次應變的關系如圖19 所示,在100~116 kN 范圍內隨著壓料力增加,開裂位置主應變略有增加,次應變維持不變。
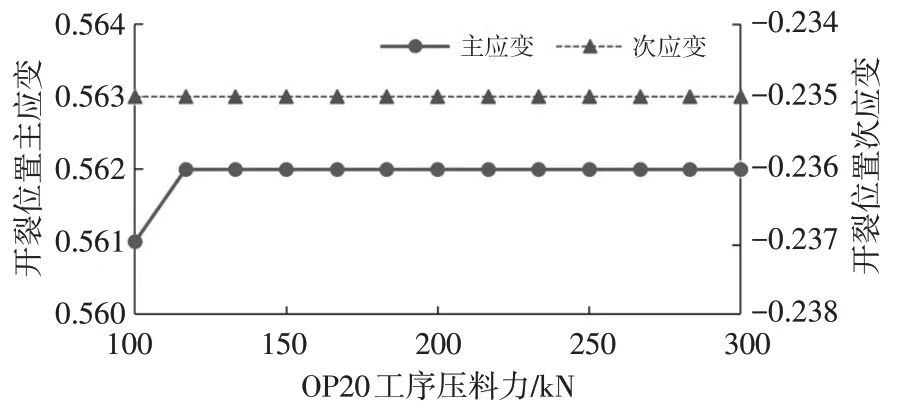
圖19 OP20工序壓料力與開裂位置主、次應變的關系
OP30 工序壓料力與開裂位置主、次應變的關系如圖20 所示,開裂位置主應變不變,在166~183 kN范圍內隨著壓料力增加次應變略有降低,零件成形安全裕度略有增加。

圖20 OP30工序壓料力與開裂位置主、次應變的關系
從原方案的優化分析結果可知,r值、n值、屈服強度等提升,尤其是r值的提升,是原方案優化后零件成形安全裕度提升在重要原因;摩擦因數、壓料力、板料厚度對零件成形安全裕度的提升有限。
3 沖壓工藝優化方案及生產試驗驗證
3.1 沖壓工藝優化方案
由表2 及上述分析結果可知,r值、n值、屈服強度等材料性能以及板料厚度,是開裂位置次應變的主要影響因素,由于材料性能、板料厚度與零件的性能相關,不宜改變,那么,僅調整壓料力、摩擦因數等影響主應變的工藝參數,零件成形安全裕度提升有限。
因此,需要通過調整局部模具間隙、板料尺寸、沖壓工藝等,改善材料流動性、為翻邊工序預留充足的成形余量,并根據工作量的大小,設計了2 種優化方案,進行仿真及生產試驗。
方案1:控制OP20 壓型+預翻邊工序壓料板與下模的間隙約為1倍料厚,壓料板左/右前段與下模間隙分別為2.3 mm、5 mm,左右兩側壓料板與下模間隙為5 mm,C 型翻邊刀塊到底距離為9.5 mm,如圖21 所示。仿真結果顯示,通過調整預翻邊工序的模具間隙、C 型翻邊刀塊到底距離,增加了翻邊工序成形余量,開裂位置的主、次應變分別為0.541、-0.215,主、次應變的比例約2.51∶-1,零件的安全裕度為4.49%,如圖22 所示。綜合評估,該方案改善零件翻邊開裂的效果有限。

圖21 方案1沖壓工藝優化方案

圖22 采用方案1的沖壓仿真結果
方案2:優化板料尺寸,OP20 工序由壓型+預翻邊改為拉延、并增加修邊工序,如圖23 所示。仿真結果顯示,預翻邊工序采用拉延工藝替代預翻邊,將邊緣減薄轉換為面減薄,增加的修邊工序,將減薄較嚴重的邊部裁掉,客觀上提升了翻邊工序的成形余量,開裂位置主、次應變分別為0.420、-0.158,主、次應變的比例約為2.658∶-1,安全裕度16.44%,如圖24 所示。經評估,該方案改善零件翻邊開裂效果明顯,但模具需要更改。
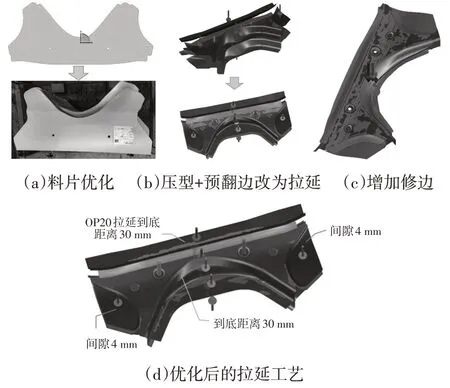
圖23 方案2沖壓工藝優化方案
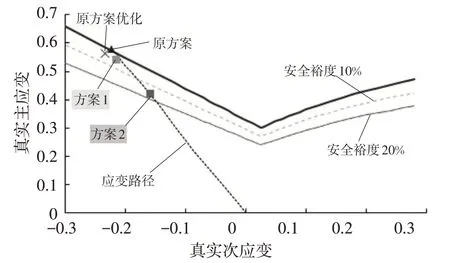
圖24 采用方案2的沖壓仿真結果
3.2 生產試驗驗證
為保證生產的穩定性,選擇方案2 并開展生產試驗,沖壓零件如圖25 所示,翻邊成形區域成形質量良好,無開裂問題,且無需挑選屈服強度較低的板料維持生產,生產穩定。
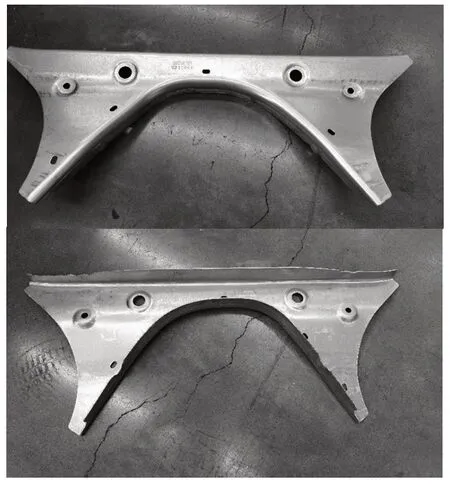
圖25 橫梁的實際沖壓結果
4 結論
a.對于伸長類翻邊成形零件,翻邊量大是造成邊部應力集中,主、次應變超過材料成形極限,進而造成零件翻邊開裂的主要原因。
b.降低主、次應變,尤其是次應變,更加有利于開裂問題的改善;塑性應變比r值是影響開裂位置次應變的主要參數,提升r值可以改善開裂問題。
c.優化模具間隙、翻邊刀塊到底距離等措施,改善零件翻邊開裂的效果有限。
d.優化板料形狀、預翻邊工序改為拉延、增加修邊工序,即將零件的邊部減薄轉換為面減薄,增加的修邊工序將減薄較嚴重的邊部裁掉,為翻邊工序預留足夠的成形余量,可大幅度提升零件的成形安全裕度,是解決翻邊開裂問題的有效手段。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45