焊前熱處理對J55鋼自動TIG焊接頭組織性能的影響
2024-01-26 09:23:50王洪鐸周志勇常素騰張國軍馬青王保國劉彥明
精密成形工程 2024年1期
關鍵詞:焊縫
王洪鐸,周志勇,常素騰,張國軍,馬青,王保國,劉彥明
焊前熱處理對J55鋼自動TIG焊接頭組織性能的影響
王洪鐸1,周志勇1,常素騰1,張國軍2,馬青3,王保國3,劉彥明1
(1.西安石油大學 材料科學與工程學院,西安 710065;2.遼河油田建設有限公司,遼寧 盤錦 124120;3.中石油江漢機械研究所有限公司,湖北 荊州 434000)
針對J55鋼焊接性較差、接頭熱影響區(HAZ)易出現脆硬馬氏體組織等問題,在焊前對J55鋼母材進行熱處理,研究其焊接接頭。在焊前對J55鋼母材進行了760 ℃與880 ℃的熱處理,采用TIG焊方法進行了焊接,研究了熱處理前后TIG焊對接頭顯微組織和力學性能的影響。經焊前760 ℃熱處理后,母材中的珠光體(P)含量顯著減少并且發生細化,焊后接頭HAZ組織轉變為晶界鐵素體(GBF)、針狀鐵素體(AF)和P;經焊前880 ℃熱處理后,母材的顯微組織主要為多邊形鐵素體(PF)和AF,在焊后接頭的HAZ中形成了PF、貝氏體(B)和M-A組元。2種熱處理接頭焊縫區(WZ)的蓋面層組織為GBF和AF,靠近和遠離蓋面層的打底層組織主要為PF和P;未熱處理接頭HAZ組織為PF、B和馬氏體(M)。與2種熱處理接頭相比,未熱處理接頭的顯微硬度居中,抗拉強度最高,延伸率最低,拉伸斷裂位于熔合線與HAZ之間,斷口呈脆性斷裂特征。與760 ℃熱處理相比,經880 ℃熱處理的焊接接頭HAZ顯微硬度最高值達523 HV,為760 ℃熱處理的2.2倍,接頭抗拉強度提高了2.2%,但延伸率降低了7.6%。2種熱處理接頭拉伸后均斷裂在母材,斷口均呈韌性斷裂特征。先在焊前對J55鋼母材進行熱處理再采用TIG焊進行焊接,可獲得力學性能優異的焊接接頭,在焊前760 ℃熱處理的條件下,得到的接頭力學性能最優。
J55鋼;焊前熱處理;自動TIG焊;顯微組織;力學性能
油井套管是在抽油機采油工藝技術中大量使用的一種管具,井下油套管柱通過管箍把單根油套管連接起來,其作用是把地下開采的油氣輸送到地面[1-3]。在油氣開采和輸送過程中,J55鋼作為井下油套管的專用管材之一,其應用最為廣泛[4–6]。然而,在局部載荷變化、地層滑移和剪切等因素的影響下,J55油井套管極易發生變形、擠毀和破損等失效行為[7-9]。失效后的J55油井套管通常作為廢品處理,造成了資源的浪費。
J55鋼屬于中碳鋼,其焊接性較差,焊后熱影響區極易出現脆硬馬氏體組織[10-11],使接頭性能不能滿足油氣田井工況的要求。因此,通過對J55鋼焊前進行不同溫度的熱處理,以獲得與母材不同的管口相變組織,使焊后熱影響區(HAZ)馬氏體組織減少或消失。由文獻[12–14]可知,基于J55鋼油井套管的研究主要集中在失效和腐蝕行為2個方面,有關焊前母材熱處理溫度對J55鋼自動TIG焊接頭組織性能影響的研究未見報道。本文研究了不同J55鋼焊前熱處理溫度對焊接接頭組織性能的影響,以期為擴大油井套管的工程應用提供依據。
1 實驗
實驗材料選用某油田廢棄的J55鋼作為母材,其規格為62 mm×5 mm。填充材料選用型號為ER70S- 6的焊絲,規格為1.2 mm。母材及焊材的化學成分如表1所示。
將母材兩管端加工成V形坡口,單邊坡口角度為37°,鈍邊為0.5~1 mm,對坡口20 mm范圍內的管內外進行清理使其露出金屬光澤。待清理完成后,將兩管端固定在專用旋轉工作臺上進行組對,組對間隙為1~2 mm。
焊機選用寶利蘇迪PS406-2型焊接電源以及MUIV80型開放式焊接機頭。焊接保護氣體為純度99.9%的氬氣,流量為10~15 L/min,背面保護氬氣流量為5~6 L/min。在開始焊接前將自動焊接機頭MUIV80裝夾在焊口處,焊接時使油套管旋轉、焊槍不動,保證焊槍始終位于12點位置并垂直于焊縫。焊槍與油套管焊前設置如圖1所示。
焊前對2個管端焊口進行熱處理,2種熱處理溫度分別為760 ℃和880 ℃,待溫度達到相應數值后保溫30 min,空冷至60~100 ℃后開始焊接,焊接層間溫度控制在90~130 ℃,焊接工藝參數如表2所示。
沿焊接方向橫截面截取金相試樣,經磨制、拋光后,采用4%(體積分數)硝酸乙醇溶液腐蝕,利用Axion Vert. Al光學顯微鏡進行顯微組織觀察。采用HVS-1000A型顯微硬度計測量焊接接頭的硬度,載荷為30.6 N,保壓時間為10 s。用Instron 8801型試驗機進行室溫拉伸試驗,按照GB/T 228.1《金屬材料拉伸試驗第1部分:室溫試驗方法》進行拉伸,拉伸試樣標距尺寸為25 mm×6 mm×5 mm,拉伸速率為2 mm/min。采用JSM-6700F掃描電子顯微鏡(SEM)對焊接接頭微觀組織及斷口形貌進行觀察。
表1 母材及焊材化學成分

Tab.1 Chemical composition of base material and welding material wt.%
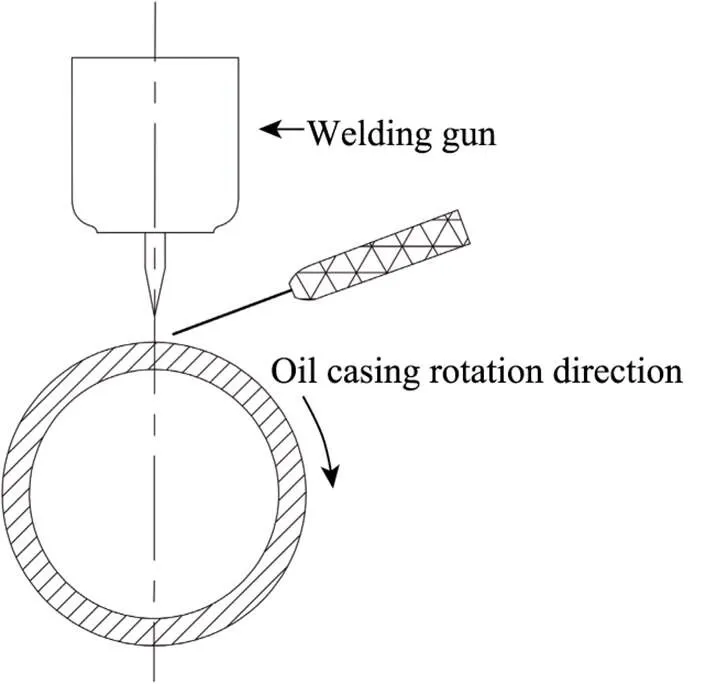
圖1 焊槍與油套管焊前設置示意圖
2 結果與分析
2.1 宏觀形貌
J55鋼母材熱處理后自動TIG焊接頭表面形貌如圖2所示。可以看到,接頭表面魚鱗紋清晰,平整均勻,成形良好。母材熱處理后接頭的橫截面宏觀組織形貌如圖3所示。可以看到,焊縫區呈碗狀,未見明顯焊接缺陷,具有良好的單面焊雙面成形形貌。接頭分為3個區:母材區a、熱影響區b和焊縫區,其中焊縫區包括蓋面層c和打底層,打底層受蓋面層的熱影響程度不同,可分為靠近蓋面層的打底層d和遠離蓋面層的打底層e。
2.2 顯微組織
2.2.1 母材
熱處理前、后母材顯微組織如圖4所示,由圖4a可以看到,熱處理前母材由帶狀分布的鐵素體(F)和珠光體(P)組成,P含量較高,呈片層狀形貌,片層分布較為均勻。由圖4b可知,母材經760 ℃熱處理后組織仍由F和P組成,但與熱處理前相比,F含量增加,P含量明顯減少并且顯著細化,其片層間距略有增大,但分布不均勻。這是因為該熱處理溫度位于c1和c3之間(不完全重結晶區),為F和奧氏體的共存區域。在熱處理過程中,原F未參與其中,只有P轉變為奧氏體,該溫度下的轉變為不完全奧氏體化轉變,其奧氏體均勻化較差,而且晶粒較為細小。因此,在冷卻過程中,形成了細晶P,并且分布不均勻[15]。
880 ℃熱處理后母材的顯微組織如圖4c所示,其組織主要為先共析鐵素體。通常,先共析鐵素體包括多邊形鐵素體(PF)、晶界鐵素體(GBF)和針狀鐵素體(AF)。880 ℃熱處理后的母材組織主要為PF和AF。與母材熱處理前和760 ℃熱處理后的組織相比,此時的組織組成明顯不同,AF含量較高。這說明在c3以上溫度熱處理后,母材組織發生了完全奧氏體化,在冷卻階段形成了較多AF。Yang等[16]研究了高強鋼,研究表明,AF為中溫轉變產物,轉變溫度為650~500 ℃。宋峰雨等[17]研究了焊縫金屬中AF晶粒的長大行為,也發現了類似組織,分析認為,AF從非金屬夾渣物開始形核,通過C原子擴散的方式相變,并且隨著熱輸入的增加,C原子的擴散時間加長,AF形核尺寸增大。由此可知,與760 ℃熱處理相比,經880 ℃熱處理的母材的熱輸入更高,冷卻速度更慢,當溫度降至650 ℃時,C原子有足夠的時間擴散,AF晶粒能以夾渣物為起點開始形核和長大,從而形成AF。
2.2.2 焊縫熱影響區(HAZ)
焊前母材未熱處理和熱處理后焊縫HAZ的顯微組織如圖5所示。由圖5a可知,未熱處理焊縫HAZ主要由PF、貝氏體(B)和少量馬氏體(M)組成,其中B和M-A組元清晰可見。由圖5b可知,焊前母材760 ℃熱處理后焊縫蓋面層的HAZ主要由GBF、AF和P組成,其中AF和P含量較高。AF沿原奧氏體晶界向晶內生長,GBF呈網狀分布在原奧氏體晶界,奧氏體晶內發生了P相變,P片層呈退化態。這是由于焊接過程中的峰值溫度較高,HAZ發生了完全奧氏體轉變,并且晶粒顯著長大,在一定的冷卻速率下,奧氏體晶內形成了以AF和P為主的組織。Lin等[18]研究表明,當溫度為1 100~800 ℃、冷卻速率為85.7 ℃/s時,容易形成該組織。由圖5c可知,焊前母材經760 ℃熱處理后,其焊縫打底層HAZ主要由PF、P和少量AF組成,3種組織晶粒得到了顯著細化,這與該區域打底焊和蓋面焊雙重焊接熱循環作用有關。當進行打底焊時,該HAZ形成的組織與圖5b中的組織形貌相近,晶粒較粗大。然而,當進行蓋面焊時,該區域又經歷了一次熱循環,而且離蓋面層距離較遠,相當于正火區,因而形成了較為細小的組織[19-20]。
表2 焊接工藝參數

Tab.2 Welding process parameters

圖2 母材熱處理后接頭表面形貌
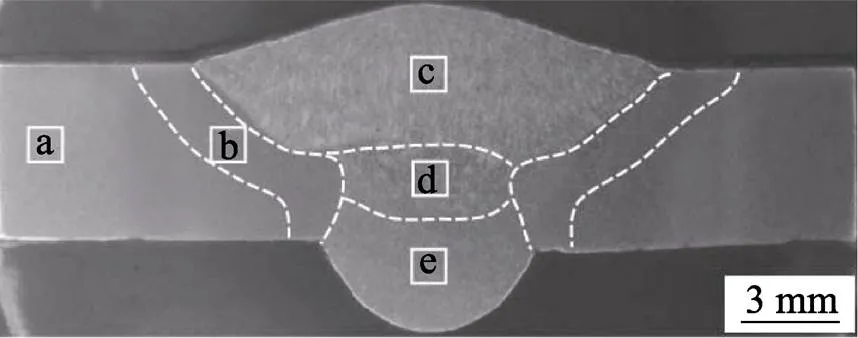
圖3 母材熱處理后接頭的橫截面宏觀組織形貌
焊前母材880 ℃熱處理后焊縫蓋面層HAZ顯微組織如圖5d所示。可知,該區域組織由PF和B組成,在基體中分布著大量的M-A組元,與母材760 ℃熱處理后焊縫蓋面層HAZ顯微組織截然不同(見圖5b)。這是由于母材880 ℃熱處理后的組織主要為AF,并且母材中含有Mn、Mo等合金元素,在焊接過程中,碳原子在奧氏體中的擴散激活能提高,使HAZ中過冷奧氏體的高溫轉變被抑制,在冷卻過程中未形成P組織。然而,在一定的冷卻速率下組織發生了B轉變,在轉變過程中,HAZ中的碳原子從鐵素體向奧氏體擴散,由于冷卻速率較低,轉變溫度較高,碳原子的擴散能力較強。因此,部分奧氏體的碳含量不斷升高,穩定性相應增強,在隨后的冷卻過程中,富碳奧氏體的B轉變受到抑制,當溫度降至s點時發生了馬氏體轉變,從而形成M-A組元[16,21]。圖5e為焊前母材880 ℃熱處理后焊縫打底層HAZ顯微組織。與蓋面層熱影響區(見圖5d)組織相比,其組織組成相同,但晶粒明顯細化,晶粒細化與蓋面焊熱循環作用密切相關[20]。
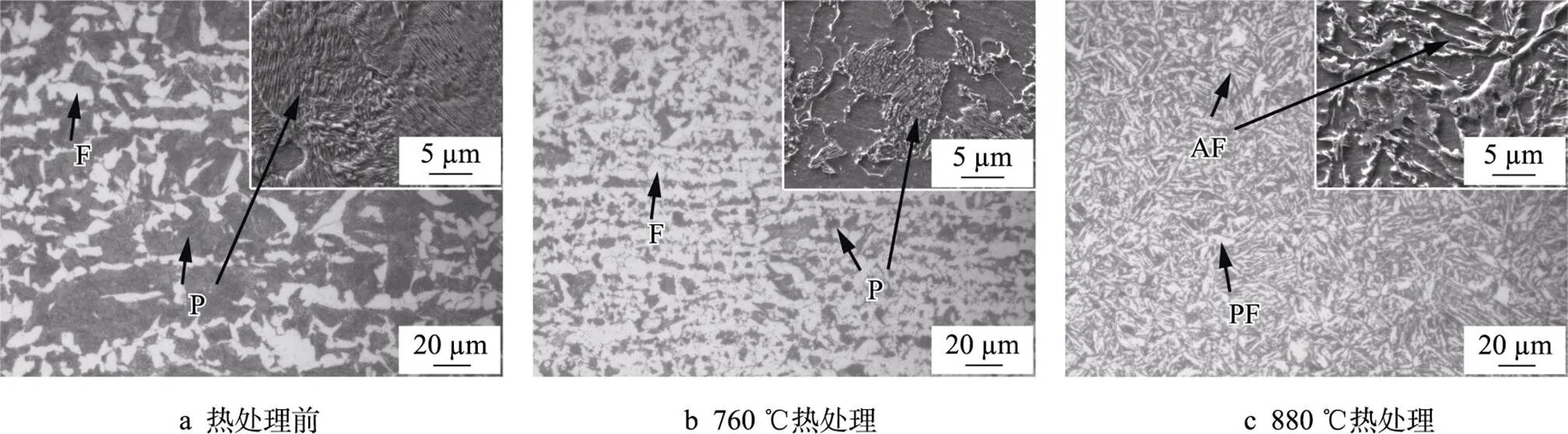
圖4 熱處理前、后母材顯微組織
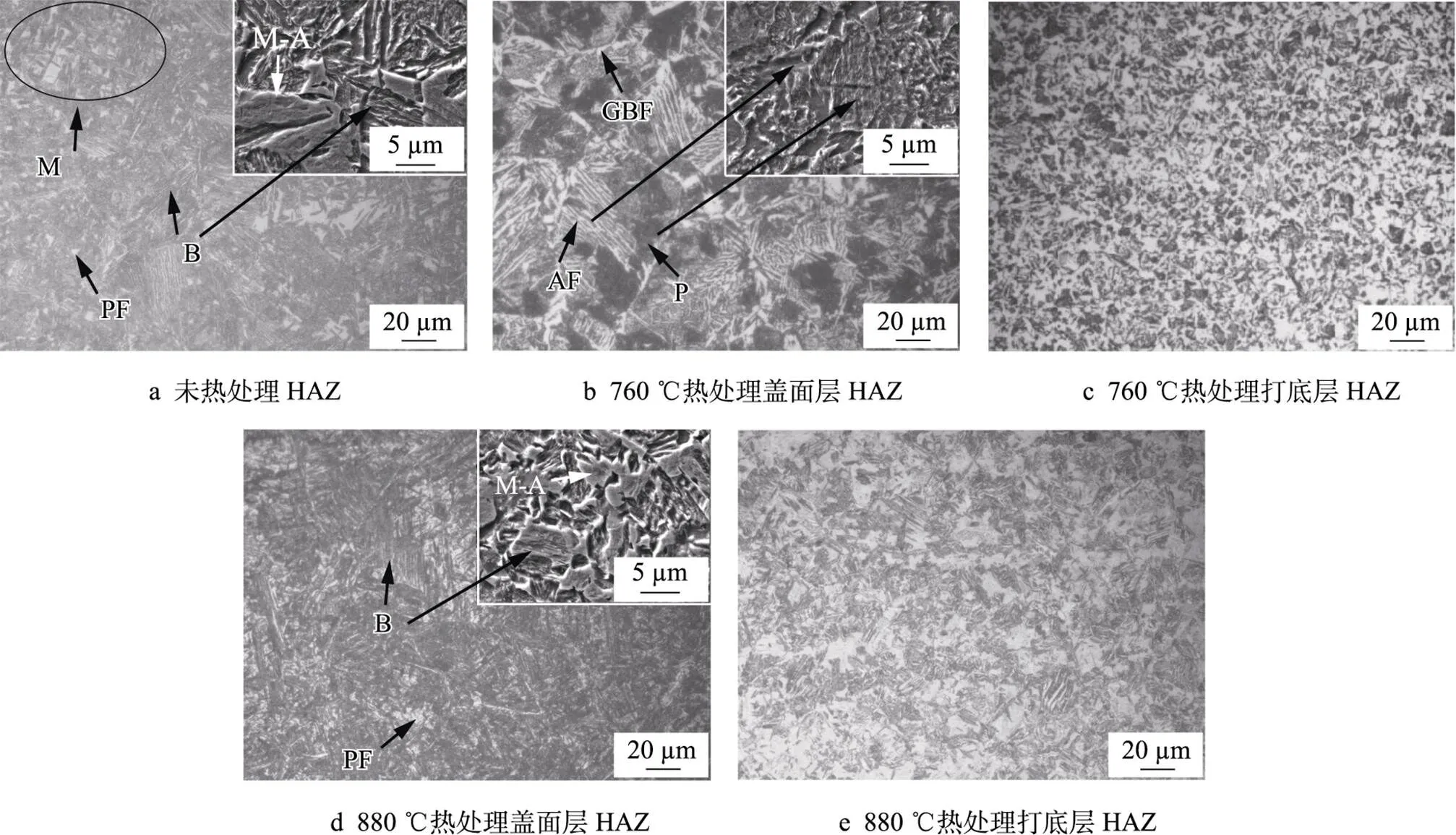
圖5 焊前母材未熱處理和熱處理后焊縫HAZ顯微組織
2.2.3 焊縫區
焊縫區顯微組織如圖6所示。由圖6a可知,焊縫區蓋面層主要由GBF和AF組成,其中AF晶粒較為細小。該組織為低合金鋼焊絲熔化后所形成的,AF具有焊絲原始組織的遺傳特征。圖6b和圖6c分別為靠近和遠離蓋面層的打底層組織(圖3中的區域d和e),主要由PF、AF和P組成,2個區域的PF含量較高,AF含量較少,P分布在PF晶界上。與靠近蓋面層的打底層相比,遠離蓋面層的打底層組織晶粒較為均勻且細小。這是因為在蓋面焊接過程中,遠離和靠近蓋面層的打底層熱循環溫度不同,2個區域發生了不同程度的回復和再結晶。遠離蓋面層的打底層組織熱循環峰值溫度較低,回復作用較弱,再結晶作用較強,形成的組織較為均勻細小,而靠近蓋面層的打底層組織熱循環峰值溫度較高,回復作用較強,組織較為粗大。
2.3 力學性能
2.3.1 顯微硬度
焊前母材未熱處理和熱處理后的接頭橫截面顯微硬度如圖7所示。其中左側為焊前母材未熱處理和760 ℃熱處理后接頭的顯微硬度,右側為焊前母材經880 ℃熱處理后的接頭顯微硬度。可知,焊前母材未熱處理接頭HAZ的硬度值明顯高于母材和焊縫區硬度,未熱處理接頭顯微硬度處在2種母材熱處理接頭HAZ顯微硬度之間。焊前母材經880 ℃熱處理的接頭HAZ顯微硬度顯著高于760 ℃熱處理接頭的(橢圓區域所示)。母材經880 ℃熱處理的接頭蓋面層HAZ硬度最高值達523HV,為760 ℃熱處理的2.2倍,這是由于880 ℃熱處理的母材蓋面焊后HAZ生成的硬脆M-A組元比760 ℃熱處理母材蓋面焊后HAZ生成的P硬度值高。焊縫區硬度均比兩側HAZ硬度低,這是因為焊縫區鐵素體含量較高,硬化組織含量較少[22]。
2.3.2 拉伸性能
焊前母材未熱處理和熱處理后接頭的拉伸性能如圖8所示。可見,焊前母材未熱處理接頭的抗拉強度比2種熱處理接頭的高,但延伸率較低,拉伸斷裂位于熔合線與HAZ之間,M硬化組織的形成應是斷裂在該位置的主要原因。焊前母材經2種溫度熱處理后,接頭的抗拉強度和延伸率均比原始母材的低。焊前母材經880 ℃熱處理后接頭的抗拉強度比760 ℃熱處理的略高,分別為551 MPa和539 MPa,提高了2.2%。但焊前母材經880 ℃熱處理后接頭延伸率比760 ℃熱處理的低,分別為17%和22%,降低了7.6%,拉伸斷裂均發生在母材區。此外,2種熱處理接頭的抗拉強度和延伸率均比母材的低,這是由于母材為F+P組織,而焊后2種熱處理接頭HAZ產生了AF、B和M-A組元硬化組織,導致其接頭強度錯配[23-25]。與760 ℃熱處理的接頭相比,焊前母材經880 ℃熱處理的接頭的強度更高、延伸率更低,這主要是由于焊前母材經880 ℃熱處理后,其接頭HAZ生成的B和M-A組元硬度比760 ℃熱處理接頭HAZ生成的P和AF硬度值高。
焊前母材未熱處理和熱處理后接頭及母材斷口形貌如圖9所示。可見,母材未熱處理接頭的斷口形貌為脆性斷裂特征,呈現河流狀,斷口中存在較多解理臺階和裂紋(見圖9a)。2種熱處理接頭和母材斷口形貌均呈現韌性斷裂特征,焊前母材經760 ℃熱處理后的接頭斷口韌窩小但較淺(見圖9b),焊前母材經880 ℃熱處理后的接頭斷口韌窩較大并且淺(見圖9c),母材斷口韌窩小并且深(見圖9d)。由此可知,未熱處理接頭的延伸率最低,母材的延伸率最高,焊前母材經760 ℃熱處理接頭的延伸率比880 ℃熱處理接頭的高,這與拉伸分析結果相一致。
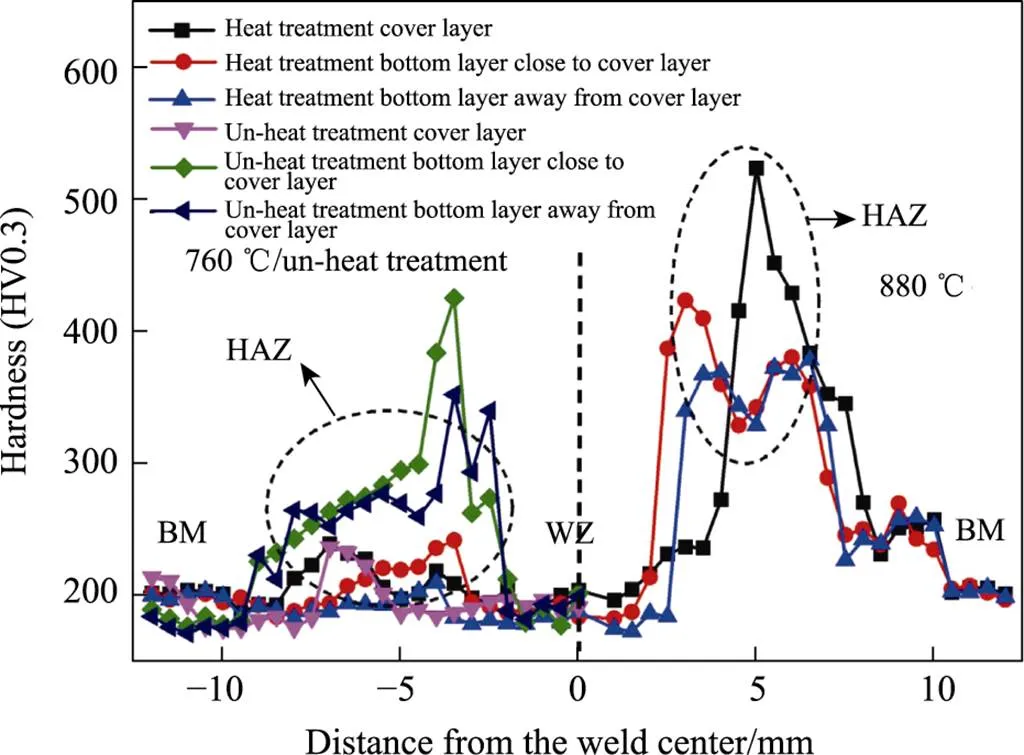
圖7 焊前母材未熱處理和熱處理后接頭的顯微硬度
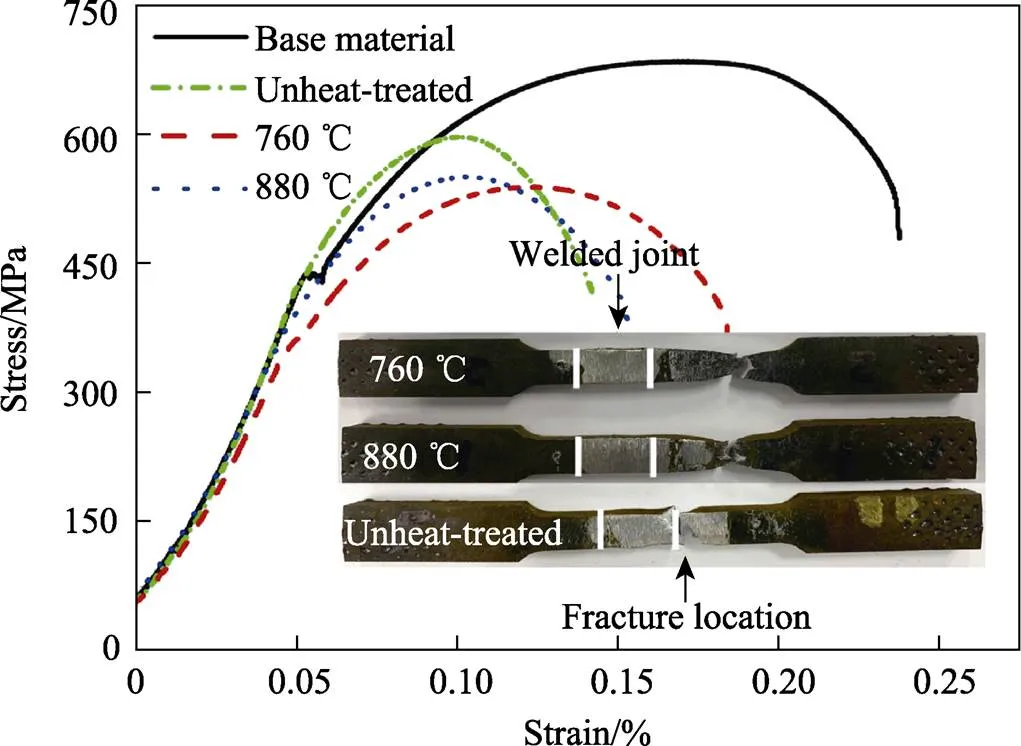
圖8 焊前母材未熱處理和熱處理后接頭的拉伸性能
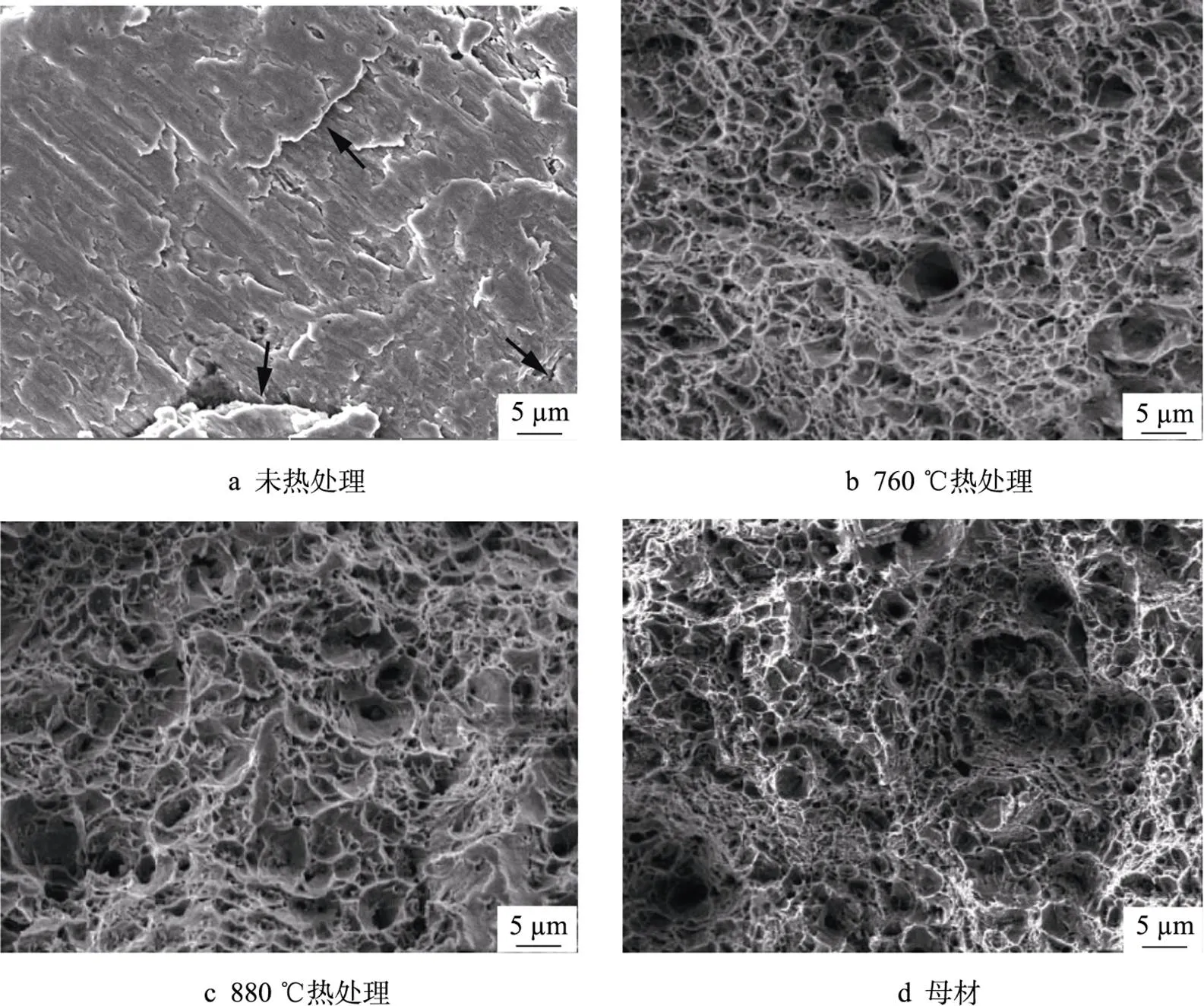
圖9 焊前母材未熱處理、熱處理接頭及母材斷口形貌
3 結論
1)焊前母材經760 ℃熱處理后,部分組織發生了奧氏體轉變,與母材相比,P含量顯著減少并且發生了細化。母材經880 ℃熱處理后,組織發生了完全奧氏體轉變,形成了以PF和AF為主的細小組織。
2)焊前母材未熱處理接頭的HAZ組織主要為PF、B和少量M。母材經760 ℃熱處理后,焊縫蓋面層HAZ組織主要為GBF、AF和P。母材經880 ℃熱處理后,焊縫蓋面層HAZ組織主要為PF、B和M-A組元。焊縫打底層和蓋面層HAZ組織組成基本相同,但焊縫打底層HAZ組織顯著細化。2種接頭焊縫區蓋面層組織主要為GBF和AF,靠近和遠離蓋面層的打底層組織為PF和P。
3)未熱處理接頭的顯微硬度處在2種母材熱處理接頭HAZ顯微硬度之間。母材經880 ℃熱處理后的接頭HAZ硬度值均比760 ℃熱處理的高,母材經880 ℃熱處理后的接頭HAZ硬度值最高達523HV,為760 ℃熱處理的2.2倍。母材未熱處理接頭的抗拉強度比熱處理接頭的高,但延伸率較低。拉伸斷裂位于熔合線與HAZ之間,呈脆性斷裂特征。與焊前母材760 ℃熱處理后的接頭相比,母材經880 ℃熱處理后接頭的抗拉強度提高了2.2%,但延伸率降低了7.6%。母材熱處理接頭斷裂均發生在母材區,斷口呈韌性斷裂特征。綜合評價接頭力學性能可知,母材經760 ℃熱處理后接頭力學性能最優。
[1] 李金靈, 朱世東, 屈撐囤, 等. API J55油套管失效分析與預防[J]. 熱加工工藝, 2015, 44(10): 241-245.
LI J L, ZHU S D, QU C T, et al. Failure Analysis and Precaution of API J55 Tubing and Casing[J]. Hot Working Technology, 2015, 44(10): 241-245.
[2] 王洪鐸, 石成剛, 孫興鋼, 等. 現場用連續管全位置自動TIG焊工藝及接頭組織性能研究[J]. 焊接, 2019(6): 44-48.
WANG H D, SHI C G, SUN X G, et al. Study on All-Position Automatic TIG Welding Technology and Joint Microstructure and Properties of Continuous Pipe for Field Use[J]. Welding & Joining, 2019(6): 44-48.
[3] WANG R, LUO S. Grooving Corrosion of Electric-Resistance-Welded Oil Well Casing of J55 Steel[J]. Corrosion Science, 2013, 68: 119-127.
[4] 楊蘭田, 張江江, 李芳, 等. 西部某油田高溫高鹽環境油套管選材實驗研究[J]. 熱加工工藝, 2023, 52(4): 44-46.
YANG L T, ZHANG J J, LI F, et al. Experimental Research on Material Selection of High-Temperature and High-Salt Environmental Oil Casing in Western Oil Field[J]. Hot Working Technology, 2023, 52(4): 44-46.
[5] BAI H T, WANG Y Q, MA Y, et al. Pitting Corrosion and Microstructure of J55 Carbon Steel Exposed to CO2/Crude Oil/Brine Solution under 2-15 MPa at 30- 80 ℃[J]. Materials, 2018, 11(12): 2374.
[6] SONG W L, XIA D Y, LIU M X, et al. Insight into the Anti-Corrosion Performance of Synthesized Novel Nano Polymeric Material of SiO2for the Protection of J55 Steel in 3.5wt./% NaCl Solution Saturated with Carbon Dioxide[J]. Journal of Natural Gas Science and Engineering, 2022, 106: 104758.
[7] 趙國仙, 王映超, 張思琦, 等. H2S/CO2對J55鋼腐蝕的影響機制[J]. 中國腐蝕與防護學報, 2022, 42(5): 785-790.
ZHAO G X, WANG Y C, ZHANG S Q, et al. Influence Mechanism of H2S/CO2-Charging on Corrosion of J55 Steel in an Artificial Solution[J]. Journal of Chinese Society for Corrosion and Protection, 2022, 42(5): 785-790.
[8] SEDMAK A, ARSI? M, ?ARKO?EVI? ?, et al. Remaining Strength of API J55 Steel Casing Pipes Damaged by Corrosion[J]. International Journal of Pressure Vessels and Piping, 2020, 188: 104230.
[9] ZVIRKO O, TSYRULNYK O, LIPIEC S, et al. Evaluation of Corrosion, Mechanical Properties and Hydrogen Embrittlement of Casing Pipe Steels with Different Microstructure[J]. Materials, 2021, 14(24): 7860.
[10] 崔強, 劉攀, 孟令明, 等. Q345FRE高鈮耐火鋼模擬焊接熱影響區高溫拉伸性能[J]. 焊接, 2021(6): 13-18.
CUI Q, LIU P, MENG L M, et al. High Temperature Tensile Properties of Q345FRE High Niobium Refractory Steel in Simulated Welding Heat Affected Zone[J]. Welding & Joining, 2021(6): 13-18.
[11] 侯春鋒, 石凱, 李霄, 等. 熱輸入對QT900對接焊CGHAZ韌性的影響[J]. 焊接學報, 2017, 38(5): 120- 124.
HOU C F, SHI K, LI X, et al. Effect of Heat Input on Toughness of QT900 Butt Welding CGHAZ[J]. Transactions of the China Welding Institution, 2017, 38(5): 120-124.
[12] 曾鋒, 楊專釗, 李德君, 等. J55 LC套管斷裂失效原因分析[J]. 焊管, 2020, 43(10): 40-44.
ZENG F, YANG Z Z, LI D J, et al. Fracture Failure Analysis of J55 LC Casing[J]. Welded Pipe and Tube, 2020, 43(10): 40-44.
[13] 李輝, 于海, 劉曉慶, 等. CO2分壓和礦化度對J55管材的腐蝕影響[J]. 腐蝕與防護, 2022, 43(10): 51-56.
LI H, YU H, LIU X Q, et al. Influences of CO2Partial Pressure and Salinity on Corrosion of J55 Steel Tubing[J]. Corrosion & Protection, 2022, 43(10): 51-56.
[14] 呂祥鴻, 閆亞麗, 王悅. 某區塊油井套管腐蝕破壞機理及防護措施研究[J]. 焊管, 2019, 42(1): 10-16.
LYU X H, YAN Y L, WANG Y. Study on Corrosion Failure Mechanism and Protective Measures of Oil Well Casing[J]. Welded Pipe and Tube, 2019, 42(1): 10-16.
[15] RODRIGUEZ J, RAMIREZ A. Microstructural Characterisation of Friction Stir Welding Joints of Mild Steel to Ni-Based Alloy 625[J]. Materials Characterization, 2015, 110: 126-135.
[16] YANG Y K, ZHAN D P, LEI H, et al. In Situ Observation of Acicular Ferrite Nucleation and Growth at Different Cooling Rate in Ti-Zr Deoxidized Steel[J]. Metallurgical and Materials Transactions B, 2019, 50(6): 2536-2546.
[17] 宋峰雨, 周來宏, 倫文山, 等. 焊縫金屬中針狀鐵素體晶粒長大行為[J]. 焊接學報, 2021, 42(5): 23-28.
SONG F Y, ZHOU L H, LUN W S, et al. Grain Growth Behavior of Acicular Ferrite in Weld Metal[J]. Transactions of the China Welding Institution, 2021, 42(5): 23-28.
[18] LIN Z, GOULAS C, YA W, et al. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Material-Cored Wire[J]. Materials, 2019, 9(6): 673.
[19] RAMKUMAR P, GUPTA R K, ANIL K V, et al. Effect of Pre- and Post Weld Heat Treatment on Microstructure Development and Mechanical Properties of 0.3%C-CrMoV (ESR) High-Strength Low-Alloy Steel[J]. Journal of Materials Engineering and Performance, 2021, 30(10): 7835-7850.
[20] WAQAS A, QIN X, XIONG J, et al. Optimization of Process Parameters to Improve the Effective Area of Deposition in GMAW-Based Additive Manufacturing and Its Mechanical and Microstructural Analysis[J]. Materials, 2019, 9(7): 775.
[21] 張志云, 趙輝, 湯偉, 等. 冷卻速率對高強鋼焊接粗晶熱影響區組織和性能的影響[J]. 熱加工工藝, 2023, 52(17): 17-23.
ZHANG Z Y, ZHAO H, TANG W, et al. Effect of Cooling Rate on Microstructure and Properties of Welded Coarse Grain Heat Affected Zone of High Strength Steel[J]. Hot Working Technology, 2023, 52(17): 17-23.
[22] 韓會全, 陳澤軍, 胡建平, 等. J55鋼級焊接油井管在線控冷工藝的研究[J]. 鋼管, 2012, 41(3): 24-27.
HAN H Q, CHEN Z J, HU J P, et al. Study on On-Line Controlled-Cooling Process for J55 Oil Well Weld Pipe[J]. Steel Pipe, 2012, 41(3): 24-27.
[23] 董春雨, 李輝. 熱處理工藝對P91小直徑鋼管組織和性能的影響[J]. 焊管, 2023, 46(2): 46-53.
DONG C Y, LI H. Effect of Heat Treatment Process on Microstructure and Properties of P91 Small Diameter Steel Pipe[J]. Welded Pipe and Tube, 2023, 46(2): 46-53.
[24] EL-BATAHGY A M, MIURA T, UEJI R, et al. Investigation into Feasibility of FSW Process for Welding 1 600 MPa Quenched and Tempered Steel[J]. Materials Science & Engineering A, 2016, 651: 904-913.
[25] KIM H L, BANG S H, CHOI J M, et al. Effect of Rolling and Coiling Temperatures on Microstructure and Mechanical Properties of Medium-Carbon Pipeline Steel[J]. Metals and Materials International, 2020, 26(12): 1757-1765.
Effect of Pre-weld Heat Treatment on Microstructure and Properties of Automatic TIG Welding Joint of J55 Steel
WANG Hongduo1, ZHOU Zhiyong1, CHANG Suteng1, ZHANG Guojun2, MA Qing3, WANG Baoguo3, LIU Yanming1
(1. School of Materials Science and Engineering, Xi’an Shiyou University, Xi’an 710065, China; 2. Liaohe Oilfield Construction Limited Company Ltd., Liaoning Panjin 124120, China; 3. Jianghan Machinery Research Institute Limited Company of CNPC, Hubei Jingzhou 434000, China)
In view of the poor weldability of J55 steel and the joint heat affected zone (HAZ) prone to brittle and hard martensite structure, the work aims to treat the J55 steel base material before welding, and study the welded joints. Before welding, the J55 steel base material was heat-treated at 760 ℃ and 880 ℃ respectively, and then welded by TIG welding method. The effect of TIG welding on the microstructure and mechanical properties of joints was studied. After heat treatment at 760 ℃ before welding, the pearlite (P) content of the base material was significantly reduced and refined. After welding, the HAZ structure of the joint transformed into grain boundary ferrite (GBF), acicular ferrite (AF) and P. The microstructure of the base material after heat treatment at 880 ℃ was mainly polygonal ferrite (PF) and AF. The HAZ of the post-weld joint got PF, bainite (B) and M-A components. The two types of heat treatment joint weld zone (WZ) cover welding layer structures were GBF and AF, and the bottom welding layer structures close to and away from the cover welding layer were mainly PF and P. The HAZ structure of the untreated joints was PF, B and martensite (M). Compared with the microhardness of the two base material heat-treated joints, the microhardness of the unheat treated joints was in the middle, the tensile strength was the highest, the elongation was the lowest, the tensile fracture was located between the fusion line and the HAZ, and the fracture surface showed brittle fracture characteristics. Compared with the base material treated at 760 ℃ before welding, the highest HAZ microhardness value of the base material welded joint after 880 ℃ heat treatment reached 523HV, which was 2.2 times that of welded joint under 760 ℃ heat treatment. The tensile strength of the joint increased by 2.2%, but the elongation decreased by 7.6%. Both joints fractured in the base material area when tensioned, and the fracture showed ductile fracture characteristics. The J55 steel base material subject to heat treatment before welding and welding with TIG welding method can obtain welded joints with excellent mechanical properties. The base material heat-treated at 760 ℃ has better mechanical properties of the joints.
J55 steel; pre-weld heat treatment; automatic TIG welding; microstructure; mechanical properties
10.3969/j.issn.1674-6457.2024.01.011
TG457.11
A
1674-6457(2024)01-0097-08
2023-09-23
2023-09-23
西安石油大學研究生創新與實踐能力培養計劃(YCS21213246)
The Postgraduate Innovation and Practical Ability Training Program of Xi’an Shiyou University (YCS21213246)
王洪鐸, 周志勇, 常素騰, 等. 焊前熱處理對J55鋼自動TIG焊接頭組織性能的影響[J]. 精密成形工程, 2024, 16(1): 97-104.
WANG Hongduo, ZHOU Zhiyong, CHANG Suteng, et al. Effect of Pre-weld Heat Treatment on Microstructure and Properties of Automatic TIG Welding Joint of J55 Steel[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 97-104.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07