基于MasterCAM 的復雜零件數控編程加工
2024-01-30 08:27:34洪志穎
模具工業 2024年1期
洪志穎
(廈門技師學院, 福建 廈門 895909)
0 引 言
隨著機械加工行業的發展,數控銑床得到了廣泛的應用。數控銑床屬于自動化加工設備,具有加工效率高、精度高、自動化程度高的特點,許多機械零件都采用數控銑床加工,特別是在模具行業,由于模具零件的曲面復雜,且加工精度要求高,許多模具零件(如風扇葉的型芯、型腔板等)無法使用普通銑床加工,必須使用數控銑床進行加工。為了控制數控銑床切削的刀路,必須使用相應的軟件進行編程設計。目前,適用數控銑床編程的軟件有Mas?terCAM、UG、Cimatron 等,由于MasterCAM 簡單易學,不少學校和企業將MasterCAM 列為必備的編程軟件。MasterCAM 不僅能編寫簡單的外形銑削和挖槽刀路,而且具有粗加工和精加工功能,能編寫復雜曲面刀路[1]。現以某復雜的動模型芯為例,其表面有圓弧曲面、凸臺、凹坑等結構,還有一些空間比較狹窄的部位,如圖1 所示,運用MasterCAM 對該模具零件進行編程加工。

圖1 動模型芯
1 加工工藝分析
該動模型芯的結構較復雜,具有分型面、膠位面、流道和鎖緊位等結構。膠位面高于分型面,且有2 個較大的圓柱孔,大圓柱孔內各有1 個小圓柱孔;在膠位面兩側各有1個小凸臺,該凸臺與膠位面距離最窄處為1 mm。膠位面上有2 個凸起的環形結構,環形結構內部的最窄處為1 mm。該動模型芯的分型面呈圓弧形狀,與4個鎖緊位的距離較近,在粗加工和半精加工時,大刀具不能切削這些位置,需要在粗加工和半精加工之后再設計殘料切削刀路,切除分型面與鎖緊位之間的殘料,最后進行精加工。動模型芯的尺寸為250 mm×180 mm×45 mm,尺寸較大,適合用刀粒刀進行粗加工。為了保護刀具,防止出現踩刀(指刀具豎直往下切削時,由于刀具中心沒有切削刃,刀具的中心部分將無法切削工件,刀具將會與工件發生碰撞而損壞的現象),在切削時一般選用從工件以外進刀。
該動模型芯的加工過程為粗加工→半精加工→殘料加工→半精加工→精加工和清角。由于加工過程中需要使用多種不同的刀具,且該工件的上表面已被完全切削,為了方便操作,將其底部的平面設為對刀基準。在實際工作時,在動模型芯的底部4個角位處加工4個M10 mm 的螺紋孔,用內六角螺釘將4 個相同厚度的墊塊固定在動模型芯底部,并用碼鐵將4個墊塊鎖緊在數控銑床的工作臺上[2]。
2 數控加工
2.1 粗加工
由于工件的尺寸較大,且材質較硬,在粗加工時一般使用φ30R5 mm 刀粒刀。因工件表面是較復雜的曲面,適合選擇“曲面粗加工挖槽”命令進行粗加工,主要參數設置如下:點開“由切削范圍外下刀”選項,使刀具從工件以外進刀,可有效保護刀具。由于需要加工2 個較大的圓柱孔,該位置屬于封閉區域,應點開“螺紋式下刀”選項,以螺紋方式進刀,然后在這個選項里的“如果所有進刀方法都失敗時”欄中點開“中斷程序”,其作用是在加工圓柱孔時,如果既不能從工件外進刀,又不能螺旋進刀時,程序自動中止,不再加工圓柱孔,以避免踩刀。將粗加工時的切削方式設為雙向銑削,并點開“精加工”選項,將精加工次數設為1,間距設為1 mm。按照上述設定的粗加工刀路如圖2 所示,粗加工后,工件表面的余量較多,并且2個圓孔以及鎖緊位與分型面之間留了較大的余量沒有切除。

圖2 粗加工刀路
2.2 半精加工刀路
粗加工后,工件表面的余量較多且不均勻,需要進行半精加工,使用φ17R0.8 mm 刀粒刀。由于2個大圓柱孔內各有1 個小圓柱孔,小圓柱孔的直徑為φ18 mm,比半精加工時所用的刀具直徑稍大。為了防止2 個小圓柱孔在半精加工時出現踩刀現象,應創建2 個輔助曲面封堵2 個小圓柱孔。Master?CAM 提供了多種可以設計半精加工的命令,由于工件曲面復雜,如果使用“曲面精加工等高外形”命令進行半精加工,則在加工過程中跳刀多,影響切削效率,選擇“曲面粗加工挖槽”命令,在“挖槽參數”中取消“粗加工”選項,并點開“精加工”選項,即用“曲面粗加工挖槽”命令中的“精加工”選項設計工件的半精加工刀路。由于工件的兩端需要切削,應先創建1 個矩形(270 mm×200 mm)輔助線,作為曲面粗加工挖槽刀路的輪廓,半精加工刀具的軌跡如圖3所示,半精加工完成后2個圓孔得到切削。
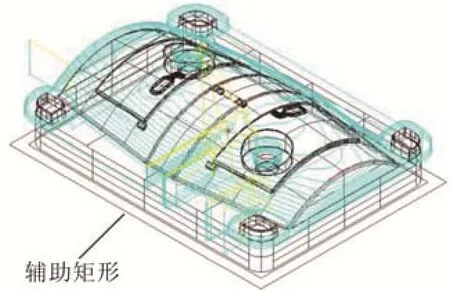
圖3 半精加工刀路
2.3 加工4個圓角刀路
由于工件較大且4 個角為圓角,需使用數控銑床加工,采用外形刀路并打開該刀路中的斜降功能,設計來回往復雙向切削刀路,如圖4所示。如果僅用MasterCAM 的外形刀路進行編程,該功能只有單向刀路,會導致每層切削后都會抬刀,然后返回起始點,再切削下一層,影響切削效率。

圖4 切削圓角刀路
2.4 切除殘料刀路
由于4 個鎖緊位與圓弧形分型面的距離較近,最窄的位置只有7 mm,半精加工時使用的刀具直徑為φ17 mm,無法切除兩者之間的鋼料,需補充1 個切除殘料的刀路。具體方法是先設計4 個輔助矩形,將鎖緊位與圓弧形分型面之間位置框住,選擇“曲面粗加工挖槽”命令,使用φ6 mm 立銑刀進行切削,所創建的切除殘料刀路如圖5所示。

圖5 切除殘料刀路
2.5 平行銑削刀路
經過上述粗加工、半精加工和殘料切除刀路之后,雖然該動模型芯表面余量比較均勻,但有明顯的臺階,不適合進行精加工,須將工件表面臺階切除。該工序使用R6 mm 球頭銑刀,采用雙向平行刀路,將間距設為1.0 mm,余量設為0.1 mm,加工精度設為0.01 mm,切割角設為45°。由于型芯上的平面、2個圓孔及4個鎖緊位不適合使用平行刀路進行切削,在選擇曲面時,以型芯上的平面、2個圓孔及4個鎖緊位的曲面為保護面,刀路會避開這些保護面,所得到的平行銑削刀路如圖6 所示。為了防止產生過多的跳刀,點開“間隙設定”按鈕,在彈出的窗口中選擇“切削順序最佳化”選項。
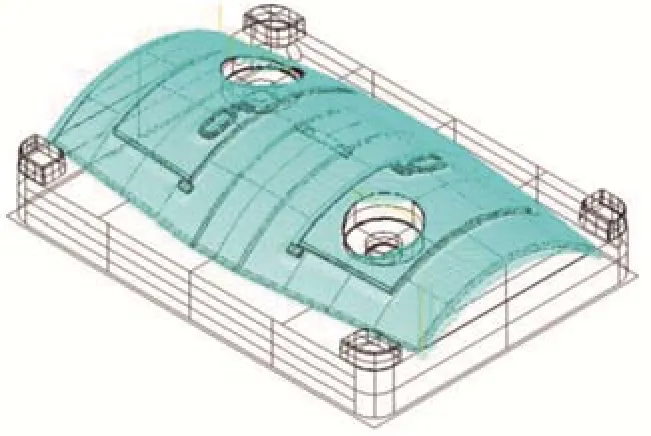
圖6 平行銑削刀路
2.6 平行銑削精加工刀路
經過上述平行刀路銑削后,動模型芯表面余量比較均勻,且余量較少,可以進行精加工。按照平行銑削刀路的方法設置精加工刀路,將間距設為0.2 mm,余量設為0,主軸轉速設為1 800 r/min,進給速度設為800 mm/min,其他參數不變,加工刀具軌跡如圖6所示。
2.7 平面和斜面及圓孔的精加工刀路
對于工件的4 個鎖緊位,其側面為10°的斜面,適合使用“曲面精加工等高外形”命令進行精加工,由于鎖緊位與圓弧分型面之間的距離較近,不能用大刀具切削,適合用φ6 mm 立銑刀進行切削,將背吃刀量設為0.2 mm。為了減少跳刀,每個鎖緊位都單獨設計刀路,共有4 個刀路。對于工件分型面上的平面,為了防止出現撞刀現象,選用“曲面粗加工挖槽”命令,將表面余量設為0,加工深度的最高位置和最低位置都設為30 mm。對于4 個鎖緊位上表面的平面,選用“曲面粗加工挖槽”命令,將表面余量設為0,加工深度的最高位置和最低位置都設為40 mm;對于2 個大圓孔以及其中的小圓孔,適合使用“曲面精加工等高外形”命令進行精加工,上述刀路都使用φ6 mm立銑刀進行切削[3-4],如圖7所示。

圖7 平面和斜面及圓孔的精加工刀路
2.8 設計清角刀路
該型芯表面最小R角為1 mm,而平行銑削刀路所用的刀具是R6 mm 的球頭刀,不能加工R角較小的位置,對于沒有切削到位的位置,需要設計清角刀路。運用MasterCAM 的清角模塊功能進行編程,清角刀路選用φ2R1 mm 球頭刀,將主軸轉速設為2 000 r/min,進給速度設為300 mm/min,清角刀路如圖8所示。為了避免過多的跳刀現象,點開“間隙設定”按鈕,在彈出的窗口中將“步進量的百分比”設為1 500。

圖8 設計清角刀路
2.9 加工流道
該工件的流道形狀為R3 mm 的半圓槽,使用φ6R3 mm 球頭刀進行加工,采用雙向往復刀路,具體方法是沿流道中心的輪廓做出輔助線,再用外形銑削中的斜降刀路加工流道。
3 刀路仿真
當所有刀路設計完成后,利用MasterCAM 的仿真功能進行仿真,檢查刀路是否存在過切或撞刀,如圖9 所示。如果發現錯誤,應對所編寫的刀路進行修改,直到完全正確為止[5],刀路加工工藝如表1所示。

表1 加工工藝
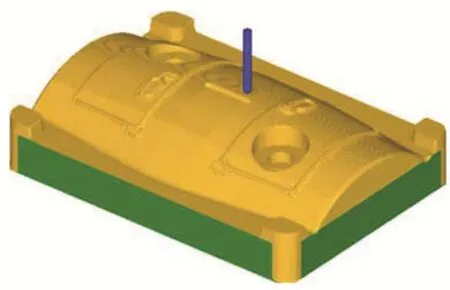
圖9 刀路仿真
4 結束語
對動模型芯進行數控編程加工,運用Master?CAM 的“曲面粗加工挖槽”功能既能編寫粗加工程序,又能編寫半精加工程序和平面銑削程序;運用外形銑削中的斜降功能來回往復銑削工件的4個圓角,可以減少跳刀次數;對于粗加工和半精加工中無法切除的殘料,應先創建編寫刀路的輔助矩形,然后運用殘料加工程序切除殘料;對于工件曲面進行精加工時,用球頭刀采用曲面平行刀路進行銑削;對于曲面上大刀無法切削的位置,還可以運用MasterCAM 的清角模塊進行清角;對于工件斜面,一般是采用曲面精加工等高外形進行銑削,運用外形銑削中的斜降功能來回往復可以銑削工件上的流道。
通過長期的實踐,靈活運用MasterCAM 的各項刀路命令,能降低MasterCAM 的跳刀次數,也能編寫合格的數控銑程序。
