TC4/6061異種合金激光自熔釬焊溫度場數值模擬
2024-02-23 15:28:06王志偉劉永強張浩楠范存孝
新技術新工藝 2024年1期
王志偉,劉永強,張浩楠,范存孝
(1.中航西安飛機工業集團股份有限公司,陜西 西安 710089;2.航天特種材料及工藝技術研究所,北京 100074)
1 引言
產品零件的輕量化設計與輕量化材料的集成使用可以有效減輕零件的重量,是實現節能減排的有效途徑,鈦/鋁異種合金復合結構能夠在滿足材料輕量化要求的同時降低材料的使用成本,因而得到了越來越多的關注與應用,如空中客車公司使用由鈦板與鋁肋構成的飛機座椅導軌[1],不僅可以實現產品輕量化和經濟性的目標,而且該結構的耐腐蝕性能較傳統結構也有較大提升。然而由于鈦合金與鋁合金顯著的物理化學性質差異使得鈦/鋁異種合金構件焊接制造存在巨大的困難,特別是使用傳統熔化焊的方法進行鈦/鋁異種合金焊接時,在異種合金界面處會生成大量的脆性金屬間化合物,使得接頭的力學性能很差,從而極大地阻礙了鈦/鋁異種合金焊接結構的進一步實用化。
激光焊接作為一種較為先進的焊接技術,與傳統的電弧熔焊方法相比,具有能量密度高、加熱區域集中、焊接熱影響區小以及易于實現自動化等特點[2-3];在進行異種材料的激光焊接時,可以通過調整激光作用位置以達到熔化區域的精確控制,從而實現異種材料的熔釬焊,使得界面處化學反應得到有效控制。為了更加深入理解界面反應機理,本文采用有限元方法建立了TC4/6061異種合金激光自熔釬焊的移動高斯面熱源模型,探究了不同激光功率下界面溫度場分布情況,并與工藝試驗相結合,驗證模型準確性,為深入理解鈦/鋁異種合金界面反應、實現界面反應控制奠定基礎。
2 試驗方法及設置
試驗中所采用的激光焊接設備為IPG YLS-6000光纖激光器,光纖激光器最大輸出功率為6 000 W,激光光斑直徑為0.4 mm。試驗所用材料為TC4鈦合金(退火態)和6061-T6鋁合金,材料的尺寸均為100 mm×50 mm×2 mm,其化學成分分別見表1和表2。在進行激光自熔釬焊工藝試驗時,將激光偏移量(向鋁側)設定為0.8 mm,激光束沿焊接方向的傾角設定為7°,激光焊接功率選擇為1 600及1 800 W,焊接速度為15 mm/s,焊接過程采用氬氣進行正面與背部保護,正面與背面保護氣的流量均為25 L/min,離焦量均設定為0。

表1 TC4的化學成分(質量分數) (%)

表2 6061的化學成分(質量分數) (%)
3 溫度場模型建立
鈦/鋁異種合金激光自熔釬焊過程中包含復雜的傳熱、傳質以及冶金等物理化學反應,激光自熔釬焊的復雜性導致存在著諸多影響數值模擬精度的因素[4],因此需在建立焊接模型時進行相應的簡化處理,在建立鈦/鋁異種合金激光自熔釬焊溫度場模擬模型時作如下假設:1)材料各向同性且為連續介質;2)激光自熔釬焊過程為準穩態過程;3)忽略熔池中金屬流動以及金屬蒸發;4)不考慮焊件與夾具以及工作臺的傳熱,僅考慮焊接過程中的熱輻射以及空氣的對流換熱。
激光焊接溫度場分析屬于典型的非線性瞬態傳熱問題,其三維瞬態熱傳導的控制方程為:
(1)
式中,ρ是材料密度,單位為kg/m3;c是材料比熱容,單位為J/(kg·℃);T是溫度,單位為℃;t是時間,單位為s;Q是求解域內熱源強度,單位為W/m3;λ是材料熱導率,單位為W/(m·℃)。
3.1 焊接熱源模型的選擇
激光能量的分布情況直接影響焊接溫度場的分布,因此選擇恰當的焊接熱源模型是獲得高效準確模擬結果的關鍵。在激光焊接溫度場模擬研究中,常用的焊接熱源模型主要有高斯熱源模型、錐形熱源模型、雙橢球熱源模型以及復合熱源模型等。由于本文中所使用的鈦合金與鋁合金材料厚度只有2 mm(屬于薄板),根據其他激光焊接有限元模擬研究結果[5-7],當材料為薄板并且焊縫深寬比較小時,高斯面熱源具有良好的準確性,因此本文選用高斯面熱源作為熱源的模型。
高斯熱源模型是將熱源的熱流分布近似地用高斯函數來描述,如圖1所示。高斯熱源的表面熱流度可以表達為:
(2)

圖1 高斯面熱源熱流分布示意圖
式中,q(x,y,t)是t時刻(x,y)處的表面熱流密度,單位為W/m2;r0是有效熱源半徑,單位為m;P是有效激光功率,單位為W;v是焊接速度,單位為m/s。
3.2 焊接幾何模型及網格劃分
如前所述,試驗中使用的鈦合金與鋁合金板材尺寸均為100 mm×50 mm×2 mm,利用通用有限元軟件創建三維實體模型,所建模型如圖2所示。在進行溫度場數值模擬時,網格大小會直接關系到模擬計算結果的精確性,網格尺寸越小,計算結果越精確,但需花費的計算時間也越長。由于試樣尺寸相對較小,為了獲得更精確的計算結果,因此采用均勻網格劃分方式,網格尺寸為0.4 mm×0.5 mm×0.33 mm。

圖2 模型建立及網格劃分
3.3 材料屬性及邊界條件設置
在溫度場模擬時需要設置材料的熱物理性質參數,根據文獻[8-9],TC4鈦合金以及6061鋁合金的相關熱物理參數分別見表3和表4。在工件與周圍介質之間的熱量傳遞中,工件與周圍空氣之間存在對流換熱,根據相關文獻,將工件與空氣之間的對流換熱系數設為30 W/(m2·℃)[10];同時將工件的初始溫度設定為20 ℃。

表3 TC4鈦合金的熱物理參數

表4 6061鋁合金的熱物理參數
4 結果與討論
4.1 溫度場分析
為了探究鈦/鋁異種合金激光自熔釬焊的界面溫度分布情況,選取了界面上典型的3個節點分別代表界面上部(point1)、中部(point2)、下部(point3)的溫度分布情況。圖3所示為激光功率1 600 W、焊接速度15 mm/s時鈦/鋁界面不同位置的熱循環曲線,鈦/鋁異種合金接頭界面上部(point1)、中部(point2)與下部(point3)的峰值溫度分別為1 299、984和865 ℃,可以看出,界面上部與下部的峰值溫度相差較大,峰值溫度越高,界面反應程度越劇烈。通常情況下,界面上部溫度較高,生成的金屬間化合物層厚度也會較大,界面下部溫度較低,生成的金屬間化合物層的厚度較小,因此界面層不同位置的金屬間化合物層厚度將呈現出不均勻的現象,最終導致鈦/鋁異種接頭的性能不均勻性。
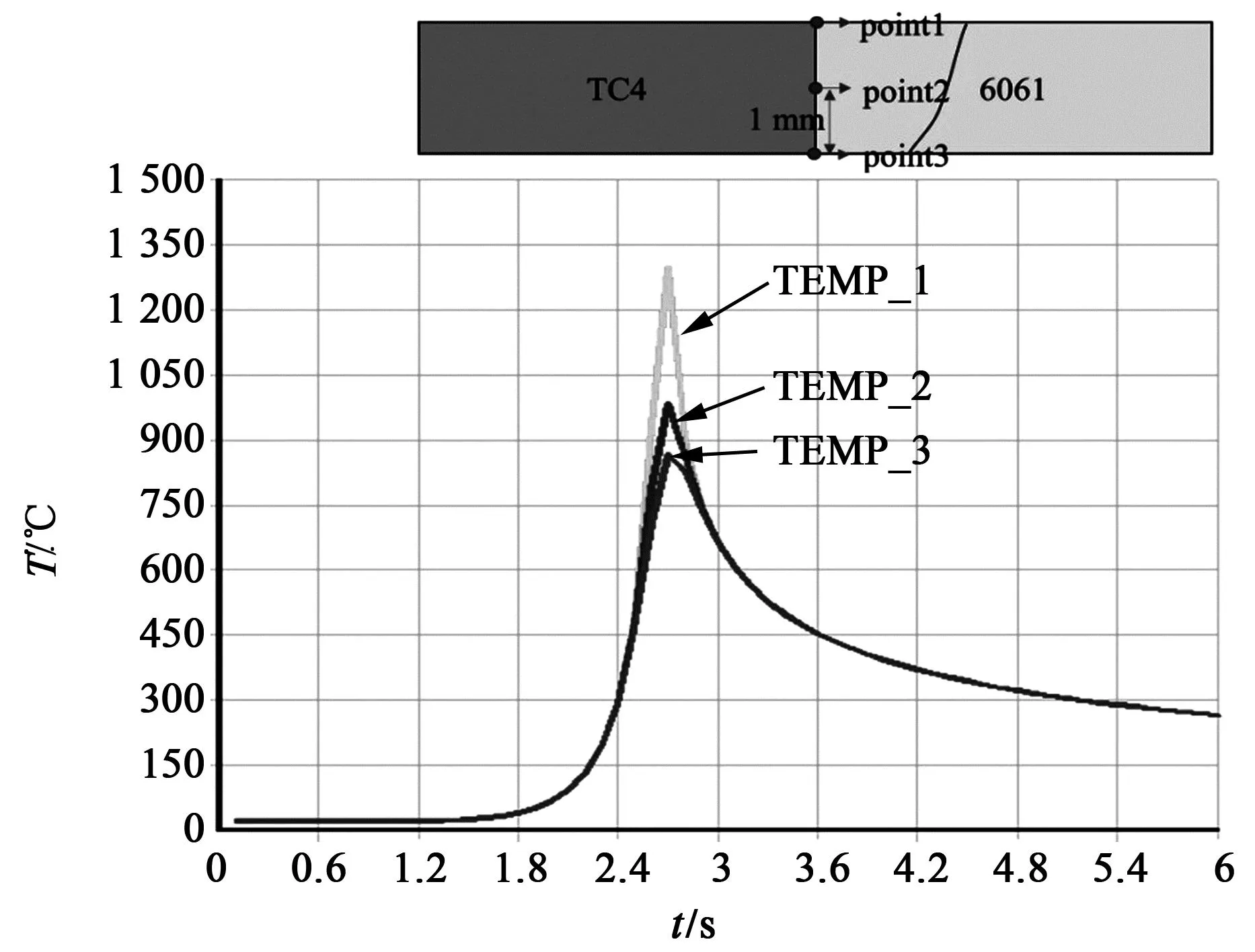
圖3 激光功率1 600 W的鈦/鋁界面不同位置處的熱循環曲線
圖4所示為激光功率1 800 W、焊接速度15 mm/s時鈦/鋁界面不同位置的熱循環曲線,鈦/鋁異種合金接頭界面上部(point1)、中部(point2)與下部(point3)的峰值溫度分別為1 478、1 119和982 ℃。可以看出,隨著激光功率增加,鈦/鋁異種合金接頭界面溫度逐漸增加,這將導致界面反應更加劇烈,與激光功率1 600 W、焊接速度15 mm/s時相比,界面上部溫度增加程度比界面下部更加顯著,界面上部與下部的峰值溫度梯度更大,這將導致其界面反應程度差異更大,界面金屬間化合物厚度的不均勻性更加明顯,鈦/鋁異種接頭的性能不均勻性也會更加顯著,因此在保證焊接質量的前提下,盡量選擇小的激光功率,降低界面反應的不均勻程度,改善接頭性能的不均勻性。

圖4 激光功率1 800 W的鈦/鋁界面不同位置處的熱循環曲線
4.2 模型驗證
為了驗證所建立TC4/6061異種合金激光自熔釬焊模型的正確性,采用焊縫橫截面形貌對所建立的模型模擬結果進行驗證,圖5所示為激光功率1 600與1 800 W(焊接速度15 mm/s)時TC4/6061異種合金接頭橫截面形貌的模擬與試驗對比結果。當激光功率為1 600 W時,鈦/鋁異種接頭正面和背面的熔寬實測與模擬結果分別為3.28和2.88 mm以及3.23和2.91 mm;當激光功率為1 800 W時,鈦/鋁異種接頭正面和背面熔寬實測與模擬結果分別為3.4和3.25 mm以及3.32和3.27 mm。可以看出,預測結果與試驗結果具有較高的一致性,因此,可以說明本文所建立的鈦/鋁異種合金激光自熔釬焊溫度場模型是合理的。除此之外,可以看出,鈦/鋁異種合金接頭鈦/鋁兩側的溫度場分布差異很大,在鈦合金一側等溫線分布密集,溫度梯度大;而在鋁合金一側等溫線分布相對稀疏,溫度梯度小。這一現象產生的主要原因是鈦合金與鋁合金的熱導率相差很大,鈦合金與鋁合金在常溫下的熱導率分別為13.8及206.8 W/(m·K),因此在焊接時,熱量在鋁合金側傳導更快,從而導致鋁合金側溫度梯度比鈦合金側的溫度梯度小,并最終出現了溫度場分布不對稱的現象。
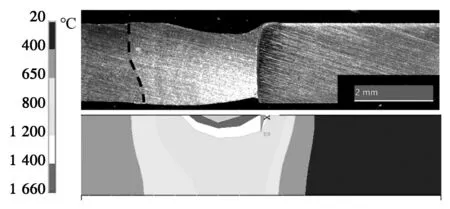
a) 1 600 W
5 結語
通過上述研究可以得出如下結論。
1)建立了TC4/6061異種合金激光自熔釬焊的移動高斯面熱源模型,并通過工藝試驗驗證,模擬結果與試驗結果相吻合,證明所建立的移動熱源模型具有良好的準確性。
2)當激光功率為1 600 W、焊接速度為15 mm/s時,TC4/6061異種合金接頭界面上部、中部與下部的峰值溫度分別為1 299、984和865 ℃;當激光功率為1 800 W、焊接速度為15 mm/s時,界面上部、中部與下部的峰值溫度分別為1 478、1 119和982 ℃。激光功率的增加導致鈦/鋁界面從上部到下部的峰值溫度梯度增加,界面反應差異程度變大,鈦/鋁異種接頭的性能不均勻性增加。
3)由于鈦合金與鋁合金的熱導率巨大差異,鈦/鋁異種合金界面溫度分布呈現不對稱性,鈦合金側等溫線分布密集,溫度梯度大,而在鋁合金側等溫線分布相對稀疏,溫度梯度小。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
