基于DCS系統的除塵集中控制研究
2024-02-27 23:25:07張虎存張智敏董永忠
科技創新與應用 2024年6期
關鍵詞:實踐應用
張虎存 張智敏 董永忠
摘? 要:該文以除塵集中控制為研究對象,分析DCS系統的概念、結構組成,通過多方面優勢充分論證DCS除塵控制系統的可行性。并從硬件配置、軟件配置、網絡配置、確定閉環控制組態邏輯和實現工藝聯鎖控制功能等環節,分析DCS系統在除塵集中控制項目中的具體方法,明確系統搭建與應用要點,圍繞應用期間面臨的典型問題來提出解決策略。旨在發揮DCS系統作用,改善傳統舊除塵控制系統,提高控制效果,保障除塵系統運行穩定。
關鍵詞:DCS系統;除塵集中控制;實踐應用;網絡配置;升級改造
中圖分類號:X701.2? ? ? ? 文獻標志碼:A? ? ? ? ? 文章編號:2095-2945(2024)06-0140-04
Abstract: This paper takes the centralized control of dust removal as the research object, analyzes the concept and structure of DCS system, and fully demonstrates the feasibility of DCS dust removal control system through many advantages. From the aspects of hardware configuration, software configuration, network configuration, determination of closed-loop control configuration logic and realization of process interlock control function, the specific methods of DCS system in the centralized control project of dust removal are analyzed, the key points of system construction and application are clarified, and the solving strategies are put forward around the typical problems faced during the application. The purpose of this paper is to give full play to the role of DCS system, improve the traditional old dust removal control system, improve the control effect, and ensure the stable operation of the dust removal system.
Keywords: DCS system; centralized control of dust removal; practical application; network configuration; upgrade
近年來,DCS系統憑借完善的使用功能與強大現場控制能力,在除塵集中控制項目中得到廣泛應用,由自動控制方式徹底取代落后的人工控制方式,對改善除塵效果、改善生產現場環境有重要現實意義,也是實現綠色生產目標的重要技術手段。與此同時,需從DCS系統軟硬件等多方面入手,加快除塵集中控制系統轉型升級,為生產建設提供系統支持。
1? DCS系統概述
1.1? 概念
DCS系統也被稱為集散控制系統,是以微處理器作為核心部件,采取集中顯示操作和分散控制功能形式的新一代自動控制系統,結合了早期分散控制技術、集中控制技術的應用優勢。相比于傳統控制系統,DCS系統顛覆了系統架構及設計思路,推出多層分級、合作自洽的全新結構形式,各級由諸多子系統組成,單套子系統負責實現單項或是多項特定的有效控制目標,最終由同級多套子系統、若干層級來組成金字塔結構。
1.2? 結構組成
第一,控制網絡,以連接現場DPU分散處理單元、操作員站和工程師站作為功能定位,完成站點數據交換任務,使用超五類雙絞線作為控制室與電子設備傳輸介質,以鎧裝光纜作為設備間、控制室間傳輸介質。同時,把控制網絡分為2個層級,由多套控制系統組成上層車間集中控制網,由具體功能模塊組成除塵子系統控制網。第二,I/O網絡,采取總線式拓撲結構,通過現場總線保持分散處理單元與I/O單元連接狀態,單個分段上接入不超過16個的控制節點,負責持續把現場監測信號提交至系統后臺,向現場設備傳達控制指令。第三,網絡設備接口,由SIS接口機與隔離網關設備組成,SIS接口機內設置和車間電除塵或布袋除塵裝置的通信接口和光電接口,通信接口支持TCP/IP協議,隔離網關設備提供病毒防護和物理隔離功能[1]。
1.3? 應用優勢
根據現場應用情況來看,DCS系統的自動化程度較高,具備強大的運算分析與環境感應能力,可以全面感應現場情況與下達正確控制指令,無需人工過度介入控制過程,綜合控制效果遠超早期除塵控制系統。以除塵裝置高頻電源控制為例,早期普遍采取火花率整定控制、脈沖供電控制、手動固定頻率控制等方式,火花率整定控制存在耗電量大的局限性,脈沖供電控制存在易出現閃絡問題的局限性,手動固定頻率控制存在工作負擔沉重和錯誤操作概率高的局限性。相比之下,DCS系統采取一體化監控方式,現場安裝控制器與傳感器,持續監測各臺除塵裝置高頻電源的運行參數、故障信息,保持上位機和主機實時通訊狀態,檢測到異常狀況后,或是輸入輸出值偏差程度超限,則立即下達二次電壓、二次電流等參數的調控指令,必要時切斷除塵裝置工作電源。
2? DCS系統在除塵集中控制項目中的實踐應用方法
2.1? 硬件配置
在硬件配置環節,DCS除塵控制系統硬件裝置由多臺工程師站工控機、操作員站工控機、現場控制站、I/O機籠、電源模塊、主控模塊和端子模塊等部分組成,必須明確各項使用模塊的通道數量與功能定位,根據現場控制需要來確定模塊數量。例如,模擬量輸入模塊把通道數量控制在8個左右,負責實現轉速變送、執行器閥位反饋、流量監測等使用功能。把開關量輸入/輸出模塊的通道數量均控制為16個,分別實現電機與振動器的狀態信號采集功能、輸出啟停指令功能。隨后,在車間現場分散布置I/O模件與測點,把除塵系統工藝流程作為測點分配依據,互為備用設備的測點布置在不同I/O模件上,相同設備測點布置在單個分散處理單元內部,并額外設置一定比例的冗余測點。如果現場集中分布電子設備,則在設備周邊配置專用的DPU機柜,機柜內部安裝分散處理單元、網絡交換機和光電接口,便于后續開展維護管理工作。最后,完成硬件配置工作后,工作人員操縱工程師站工控機,完成組態工作,以I/O測點分布情況、工藝聯鎖控制要求作為依據,組態內容包括現場設備組態、數據庫組態、服務器算法組態、控制算法組態,將組態源代碼發送給現場控制站備份保存[2]。
2.2? 軟件配置
在軟件配置環節,工作人員根據實際控制需求,做好操作系統軟件、監控軟件和控制組態軟件的選型工作。正常情況下,選用Windows軟件搭建操作系統,該操作系統運行平穩,并滿足未來系統改擴建需求;選用MMI軟件搭建監控系統,作為一款人機接口軟件,具備包括支持多重冗余結構數據連接、漢化顯示、數據庫生成與自動更新、系統測試、建立動態圖符圖庫在內的完善使用功能,且操作難度較低,工作人員僅需接受短期培訓即可熟練掌握系統操作技能;選用組態軟件需要支持全圖形化組態、結構化文本組態等多種組態方式,還需要具備支持編寫用戶程序的自定義模塊。待軟件選擇完畢后,即可編制DCS控制系統軟件程序,圍繞實際控制需求和管理要求確定編程思路。具體將系統監控畫面分為3個層級,上層為機組控制層,以機組概況、主控情況、系統運行參數匯總、現行控制模式作為顯示內容;中間層為系統控制層,主要顯示除塵工藝系統的主要控制回路信息;底層為設備控制層,負責顯示除塵裝置與配套裝置的實時運行參數,如電壓值、電流值、出口煙塵濃度等。最后,開展調試檢查作業,逐項檢驗操作指導、在線監測、離線監測、報表打印、閉環控制和遠程控制等各項使用功能,根據調試報告來判斷軟件程序是否滿足除塵集中控制需要,對不合理部位進行優化改進處理[3]。
2.3? 網絡配置
在網絡配置環節,將網絡架構劃分為監控網絡、系統網絡與控制網絡3部分,分別制定面向各層級的網絡配置方案。其中,監控網絡簡稱為MNET,可采取工業以太網雙網冗余配置方案,保持系統服務器與操作員站及工程師站通訊互聯狀態。系統網絡簡稱為SNET,同樣采取雙網冗余配置方案,重點保持系統服務器和現場控制站間的通訊互聯狀態。控制網絡簡稱為CNET,工作人員可選擇采取Profibus-DP現場總線配置方案,負責保持現場控制站、主控單元以及過程I/O模塊間的通訊互聯狀態。同時,保持各層級網絡的獨立運行狀態,實現獨立數據采集、設備控制等使用功能,這有利于保持工業自動化系統與IT系統隔離狀態,如果出現故障問題,不會對除塵控制系統的總體工況造成明顯影響。最后,在DCS系統內設置若干通訊接口,由同級系統通訊接口、車間與廠級系統通訊接口2部分組成。第一,同級系統通訊接口,在車間內除塵等工藝段的控制系統上預留通訊接口,支持RS485等連接方式,把接口布置在分散處理單元內部,保持各套業務控制系統的雙向通訊狀態,在其基礎上形成車間聯動控制系統,獲取全部工藝數據下達除塵控制指令。第二,車間與廠級系統通訊接口,設置一套完整的冗余接口,加載接口功能軟件包,采取SIS接口站獨立設置方案,負責把車間控制系統的全部數據點持續上傳至SIS廠級監控信息系統,并在通訊接口上采取身份認證、入侵檢測、訪問控制等多項網絡安全措施,避免車間控制系統因通訊接口而遭受外部網絡干擾[4]。
2.4? 確定閉環控制組態邏輯
閉環控制系統具體采取插值法、PID算法2種組態邏輯。第一,插值法。提前在系統內設定煙塵濃度值、濃度調節范圍、二次電力調節范圍等參數的標準值,持續采集現場監測信號,把所搜集數據導入公式來計算調節量,如在公式內導入實時煙塵濃度、煙塵濃度目標上下限值、二次電流目標上下限值,以此來計算二次電流輸出值的調節量,煙塵濃度超過上限值時把二次電流設定值切換為上限值,煙塵濃度低于下限值時則把二次電流設定值切換為下限值。此類控制組態邏輯可以完成煙塵濃度閉環控制等任務,響應時間較短,但控制精度略有不足,無法實現精準調節目標,并在控制目標出現大幅波動情況下還會導致除塵裝置電源運行參數隨之波動,不推薦采取插值法作為控制組態邏輯。第二,PID算法。重點描述負荷功率、除塵器出口煙塵濃度二者的邏輯關系,把機組負荷指令變化作為除塵器二次電流的調節計算前饋條件,根據負荷情況來確定煙塵濃度波動范圍,再計算二次電流調節量,最終向閉環回路下達二次電流輸出參數的修正指令。PID算法是除塵控制系統最為常用的閉環控制組態邏輯,不但可以順利實現煙塵濃度精確控制目標,還有利于推動信息采集系統向集成化、小型化與智能化方向發展。同時,為避免除塵系統受到電場影響而出現二次揚塵現象,工作人員應在算法內增設煙塵濃度突升邏輯判斷程序,如果除塵器出口煙塵濃度驟然提升、且超出突升最大限值,自動把被調量維持在突升前濃度值,避免因過幅度調節電流參數而出現電流不穩、突升突降情況[5]。
2.5? 實現工藝聯鎖控制功能
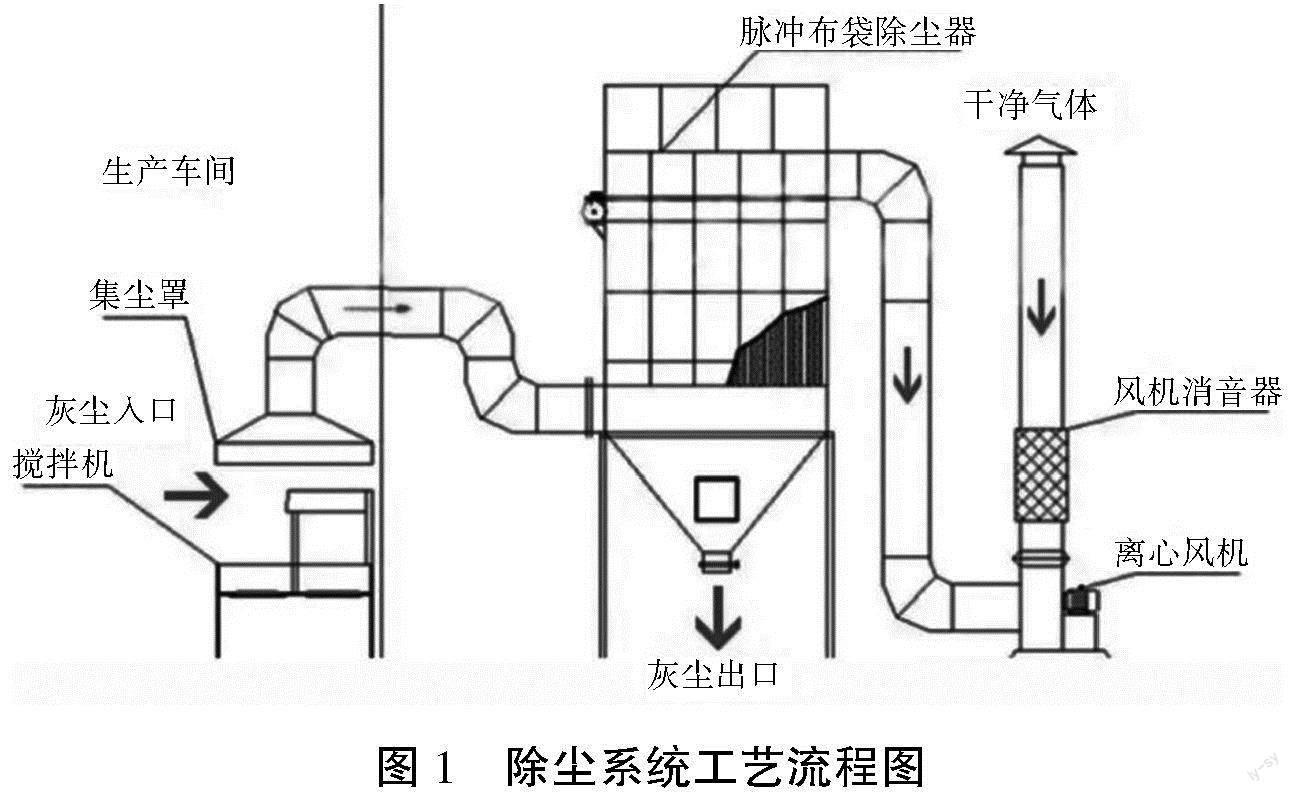
除塵系統有著結構復雜的特征,由攪拌機、集塵罩、輸送管道、除塵器和風機等若干部分組成,工藝流程如圖1所示。工作人員在搭建除塵DCS集中控制系統時,必須重點實現工藝聯鎖控制功能,把除塵系統整體視作為控制對象,才能取得理想控制效果,確保除塵系統長期保持平穩、高效運行狀態。第一,風機提速功能。加裝勺管執行器,持續接收控制信號,以信號電流值作為執行器開度調節依據,信號電流值越大,則執行器開度越大,進而調整液力耦合器輸出轉速和風機組轉速,正常情況下,可以在執行器接收信號后的30 s內完成提速動作。同時,可以預先在控制程序內設定風機組高速運行的最長持續時間,待風機組提速完畢、處于高速運行狀態后,到達預定時間后自動后退推焦桿,把風機組平穩切換為低速運行狀態。第二,反吹清灰功能。以除塵器前后端壓力差作為控制對象,安裝傳感器,持續檢測除塵器積灰厚度,如果積灰厚度超標、降低除塵器運行效率,系統下達反吹清灰控制指令,將清灰持續時間控制在10 s左右即可,通過增加前后壓差強制清理表面積灰。同時,如果除塵系統處于離線運行狀態,則采取固定頻率控制方式,預先設定前后次間隔時間,除塵系統定期開展反吹清灰作業。第三,空壓器聯鎖功能。在除塵系統運行期間,空氣壓縮站持續向氣動閥門及反吹清灰裝置供氣,供氣壓力和反吹清灰效果、氣動閥門開度調節速度密切相關,供氣壓力過高會縮短除塵裝置使用壽命,供氣壓力過低則會削弱反吹清灰效果。因此,工作人員需要對空壓器實施聯鎖控制,預先設定供氣壓力限值,低于限值后自動補充氣量,回升至上限值后停止補氣。第四,閥門開度調節功能。以風機轉速作為配風閥、入口電動翻板等部件的開度調節手段,預先設定不同運行模式下的標準開度值。當風機切換為低速運行或是高速運行模式時,通訊接口向現場設備發送模擬量信號,控制閥門與電動翻板迅速調節至標準開度。第五,入口煙塵溫度監測功能。對于袋式除塵系統,由于除塵器大量使用纖維織物,在高溫條件下會加快老化速度,嚴重時導致除塵器燒毀。為防止此類問題發生,要在除塵器入口部位加裝溫度傳感器,監測入口煙塵溫度,確定實時溫度超過限值后,自動發送報警信號,必要時暫停除塵系統運行[6]。
2.6? 完善系統使用功能
第一,數據處理功能。以DCS控制器作為數據處理裝置,持續采集監測數據,把數據導入程序算法進行運算處理,根據運算結果來反映除塵系統運行工況、輸出控制指令。同時,為改善數據處理效果,還需要配備新型DCS控制器,在控制器程序上明確設定各類運算任務的優先程度,搭配高速I/O卡件,在短時間內調用足夠資源完成重要任務的本地運算處理,并把復雜任務提交至系統服務器,采取分布式計算方式進行運算處理,將運算結果反饋給現場控制站。第二,通訊交換功能。以通訊網絡作為連接分散系統與集中系統的重要紐帶,依托工業以太網來搭建框架結構,將無主令牌LIN網協議等作為應用層協議,保持各站平等狀態,以模塊為基礎單位來完成結構化數據通訊任務,無需額外設置主要管理站。第三,組態維護功能。此項功能由邏輯組態、下載修改、運行調試及遠程診斷組成。憑借DCS控制器自身性能,足以支持在線修改控制與離線下載控制,在下載修改期間不會對煙塵DCS系統正常運行造成影響。同時,在系統內實現虛擬DCS功能,構建完整的虛擬DCS模型,依托模型開展仿真實驗來完成調試檢查作業。第四,人機交互功能。在系統內增加語音控制等人機交互程序,工作人員無論前往車間現場還是位于控制室,都可以實時了解除塵系統運行工況[7]。
2.7? 老舊系統升級改造
早期除塵控制系統,公司采用的是西門子S7-300 PLC控制系統,雖然也是適用于工業環境的控制系統,但實際控制效果并不理想,應用期間暴露出工藝繁瑣、除塵裝置缺乏關聯、數據處理能力薄弱和工藝操作流程落后等多項問題有待解決。并且系統經過多年的運行,存在部分設備老化、控制系統分散等問題,給電廠的安全經濟運行帶來了負面影響。因此,2022年,我公司對老舊PLC除塵控制系統進行了升級改造,由DCS系統來取代PLC系統。
此次改造,將石灰石、除塵、輸灰和脫硝4套西門子S7-300 PLC控制系統改為了Nexus OC6000e 控制系統,并且把脫硫控制室和除塵控制室進行整合,實現了除塵、輸灰、脫硝和脫硫系統集中控制的目的。
除塵系統改造后,實現了石灰石、除塵、輸灰、脫硝和脫硫控制系統網絡一體化,減少操作員站數量;一臺操作員站可同時操作監控各個系統;操作系統統一畫面風格、操作標準;完善了語音報警、光字牌報警、操作記錄追憶、SOE追憶和歷史趨勢等功能,從而減少了事故率,加強了事故分析能力;減輕了運行人員的工作強度,提高了工作效率;改善了設備運行環境;優化了公司現有人員結構、提升了人員技能素質等。
3? 結束語
綜上所述,為最大限度提升除塵控制系統的自動化程度,切實滿足生產需要,實現綠色環保生產目標。工作人員必須認識到DCS控制系統的重要價值,依托DCS系統來打造全新的除塵集中控制系統,切實掌握除塵DCS系統在軟硬件配置、網絡配置、完善功能、升級改造等方面的實踐應用方法,以取得理想控制成效。
參考文獻:
[1] 樊華,何非凡,范少華.基于DCS系統除塵集中控制的研究與應用[J].河南電力,2021(S1):4-5,9.
[2] 郭杰,楊會海,朱德明等.DCS在焦爐地面除塵系統中的應用[J].自動化儀表,2012,33(4):38-40.
[3] 郭有林,郭永貴.焦爐加熱DCS系統改造及故障處理[J].燃料與化工,2012,43(5):31.
[4] 孫巖,高粉艷.火電廠電除塵器出口煙塵濃度閉環控制在DCS中的實現[J].儀器儀表用戶,2020,27(6):85-87,21.
[5] 周大偉.焦爐地面除塵站控制系統硬件設計[J].電子制作,2015(9):255.
[6] 楊軼.火電廠輔助車間DCS集中聯網控制[D].上海:上海交通大學,2011.
[7] 陳小藝,董鶴飛.電爐除塵控制系統設計及應用[J].冶金自動化,2022,46(S1):162-166.
猜你喜歡
新課程·中學(2016年9期)2016-12-01 10:09:58
戲劇之家(2016年22期)2016-11-30 18:41:53
職工法律天地·下半月(2016年10期)2016-11-30 13:07:10
都市家教·下半月(2016年10期)2016-11-30 00:18:33
價值工程(2016年30期)2016-11-24 14:51:26
儷人·教師版(2016年14期)2016-11-22 22:42:43
職教論壇(2016年23期)2016-11-19 09:52:04
校園英語·上旬(2016年10期)2016-11-16 18:42:22
情感讀本·理論篇(2016年9期)2016-11-05 17:14:27
中國市場(2016年33期)2016-10-18 13:12:51